GS系列机型.pdf - 第148页
2004-10-7 GS SERIES 148 GS SERIES GS SERIES 无铅回流焊 无铅回流焊 元件错位 焊接 品质 上出 现此类情况的可能性大 致有如下几点: 1、 锡膏品质差,粘性不足。 由于 锡膏 的粘 性不足,当生产中处于 强风对流环境下的小元器件会因为 质量过轻而产生位置偏移,检查前 务请判断是否有上工程贴片错位。 A B 偏 位 严 重
2004-10-7 GS SERIES 147
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
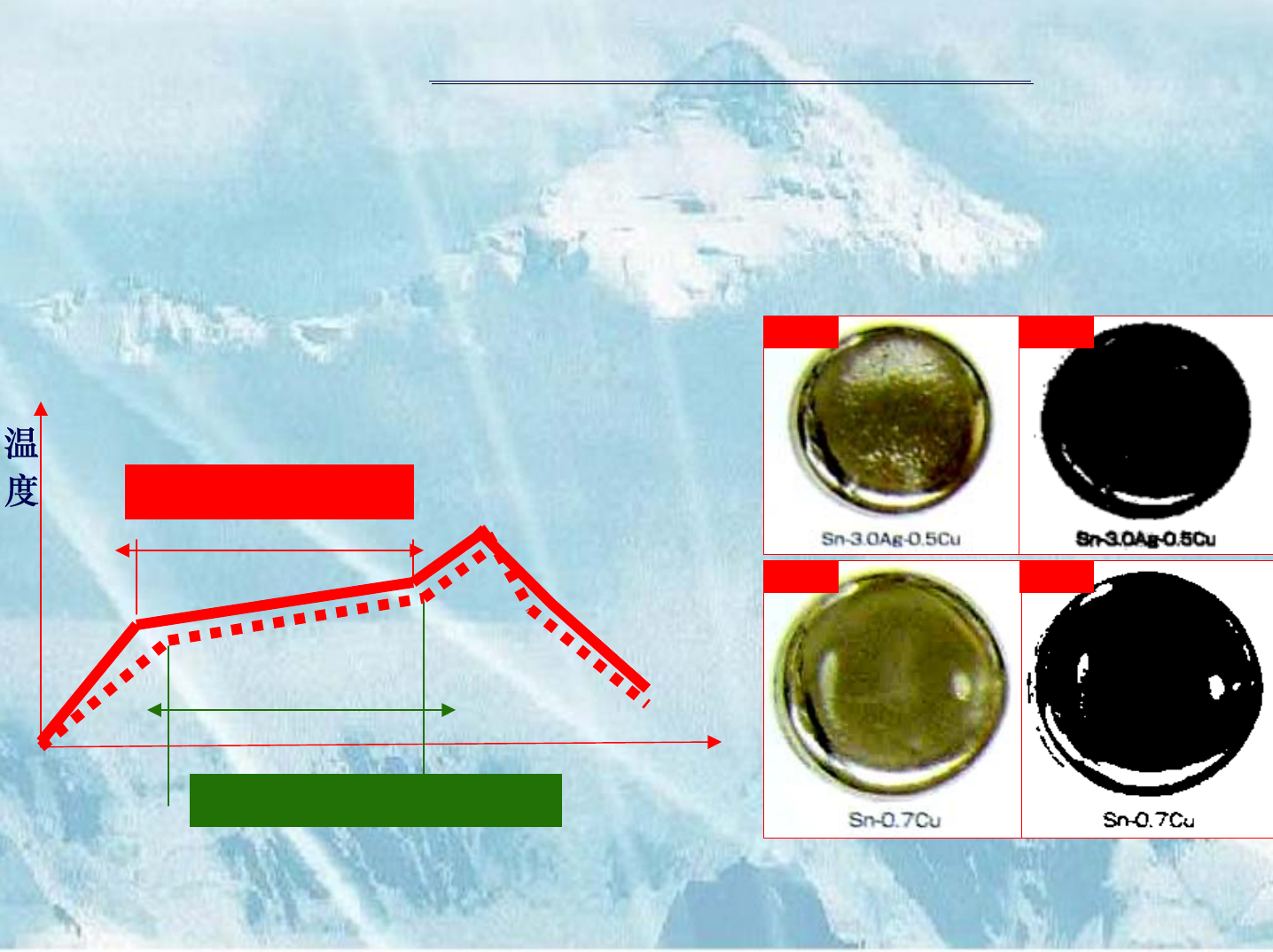
2、 设定温度不正确:
生产中预热升温过慢会造成助焊剂预热时间过长而挥发殆尽,在焊接区会因为助
焊剂活性不足而造成连焊。过高的温度会造成助焊剂焦化失去活性而形成焊
接不良或焊料氧化严重而表面张力变大,容易向下塌陷而与相邻焊点连接产
生桥连。
超高温,助焊剂焦化
标准锡膏活化温度区线
时间
正常
正常
不良
不良
2004-10-7 GS SERIES 148
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
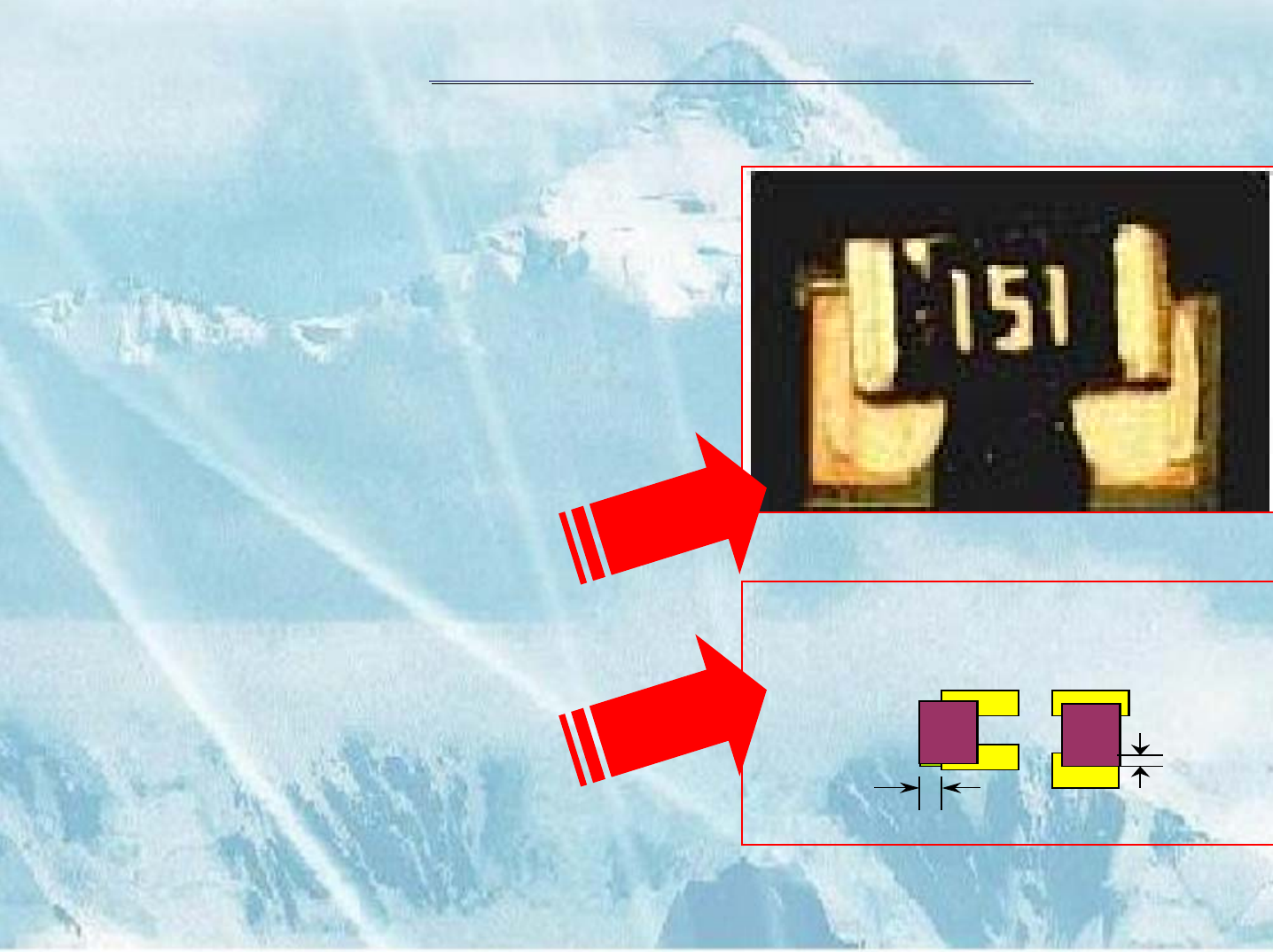
元件错位
焊接品质上出现此类情况的可能性大
致有如下几点:
1、 锡膏品质差,粘性不足。
由于锡膏的粘性不足,当生产中处于
强风对流环境下的小元器件会因为
质量过轻而产生位置偏移,检查前
务请判断是否有上工程贴片错位。
A B
偏
位
严
重
2004-10-7 GS SERIES 149
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
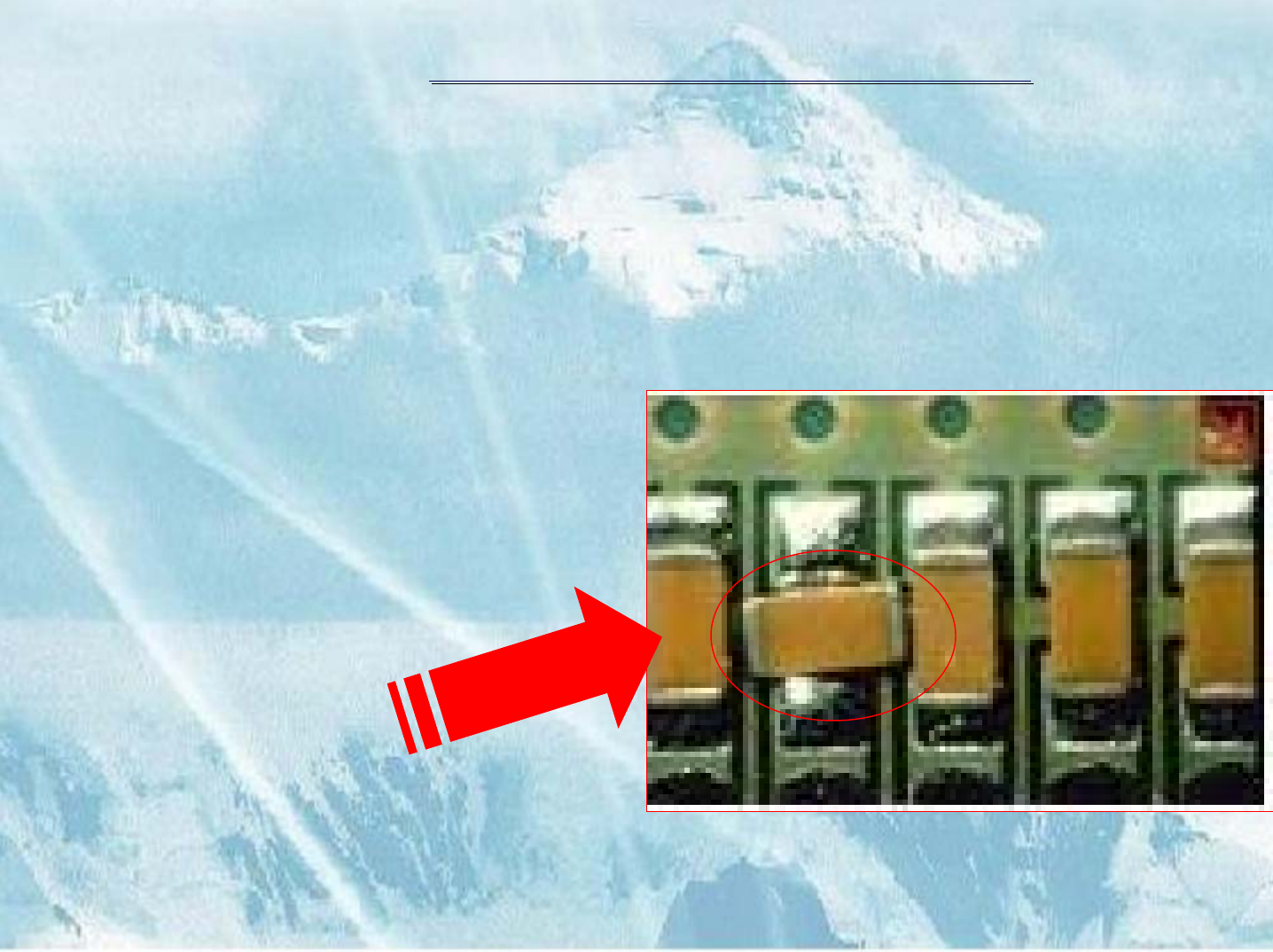
2、 机械振动过大。
当元器件附于焊盘进入炉体后,在整个焊接过程中元件所受的
粘附力和热风的冲
击力处于不平衡
会产生错位。一般来讲机械振动的产生可由上工程贴片机和
炉体本身产生,而炉体机械振动的产生可能是链条运输不稳或风机的风速过
大造成的。在今后的SMT工艺中,由于元件的微型化趋向,大风量回流焊接
工艺将面临严格的挑战。
多
为
贴
装
导
致