GS系列机型.pdf - 第73页
2004-10-7 GS SERIES 73 GS SERIES GS SERIES 无铅回流焊 无铅回流焊 生产中出现掉板或卡板 相关因素:轨道不平行。 具体表现:生产中出现有P C B板跌落 炉胆内或P C B板卡在炉胆内不能送 出; 解决 方案:A 、检查轨道前中后三段间 距,并校正。 B、检查导轨的出口入口定 位系 统是否被锁死。 冷 却 状 态 下 轨 距 偏 差 0 . 5 m m
2004-10-7 GS SERIES 72
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
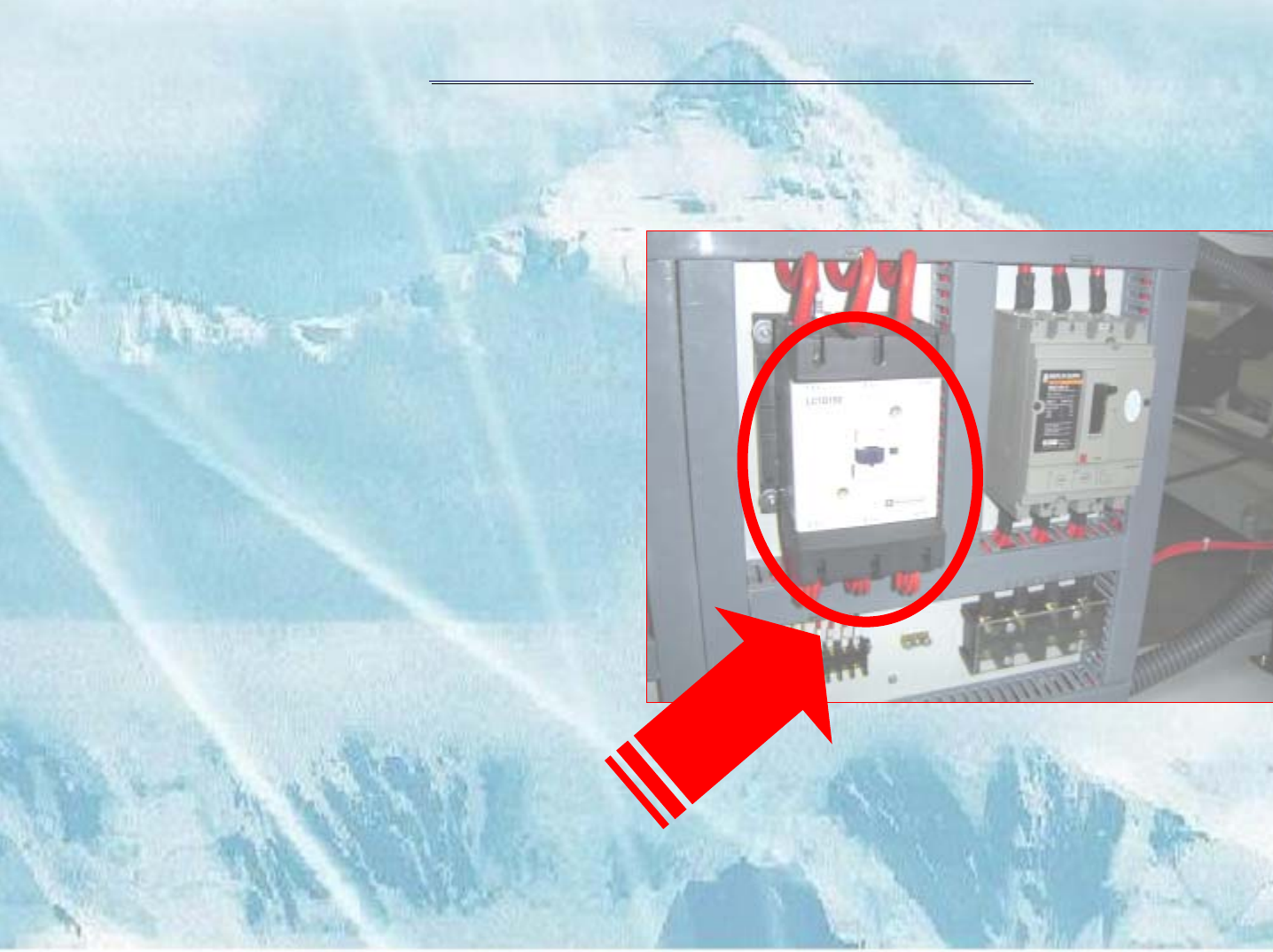
维修流程:
A、用万用表AC电压档测量线
间电压是否为AC380V;
B、用万用表AC电压档测量相
间电压是否为AC220V;
C、此上所测电压波动范围不得
超过5%;
D、重新提供稳定电源后设备
上电试机并观察。
备注:总电源波动过大时,提供给调
速器的电源同时也会波动,这样会
造成调速器的输出电压不稳定,最
终导致马达所得到驱动电压不稳定。
检
测
输
入
及
输
出
2004-10-7 GS SERIES 73
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
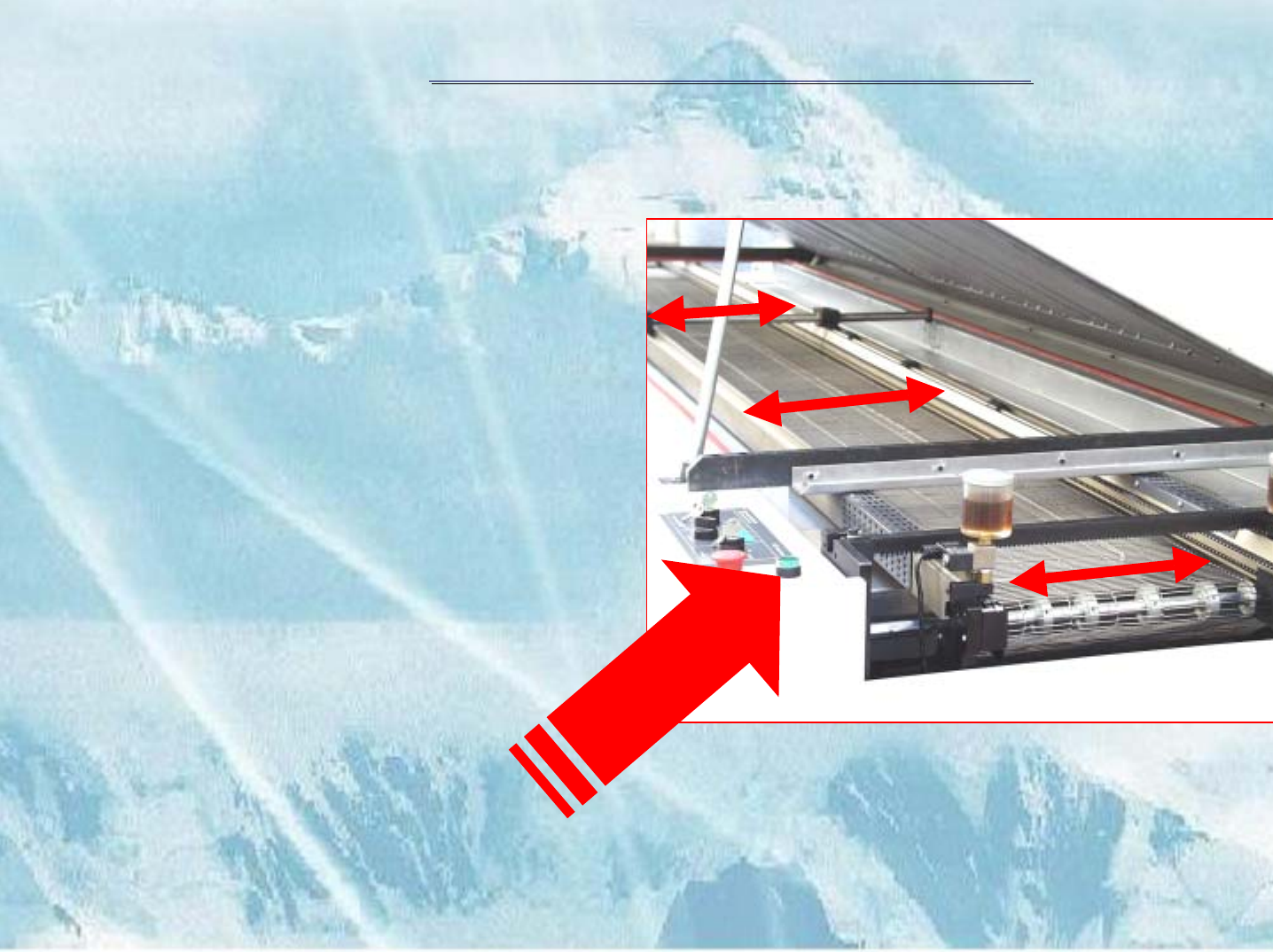
生产中出现掉板或卡板
相关因素:轨道不平行。
具体表现:生产中出现有PCB板跌落
炉胆内或PCB板卡在炉胆内不能送
出;
解决方案:A、检查轨道前中后三段间
距,并校正。
B、检查导轨的出口入口定位系
统是否被锁死。
冷
却
状
态
下
轨
距
偏
差
0
.
5
m
m
2004-10-7 GS SERIES 74
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
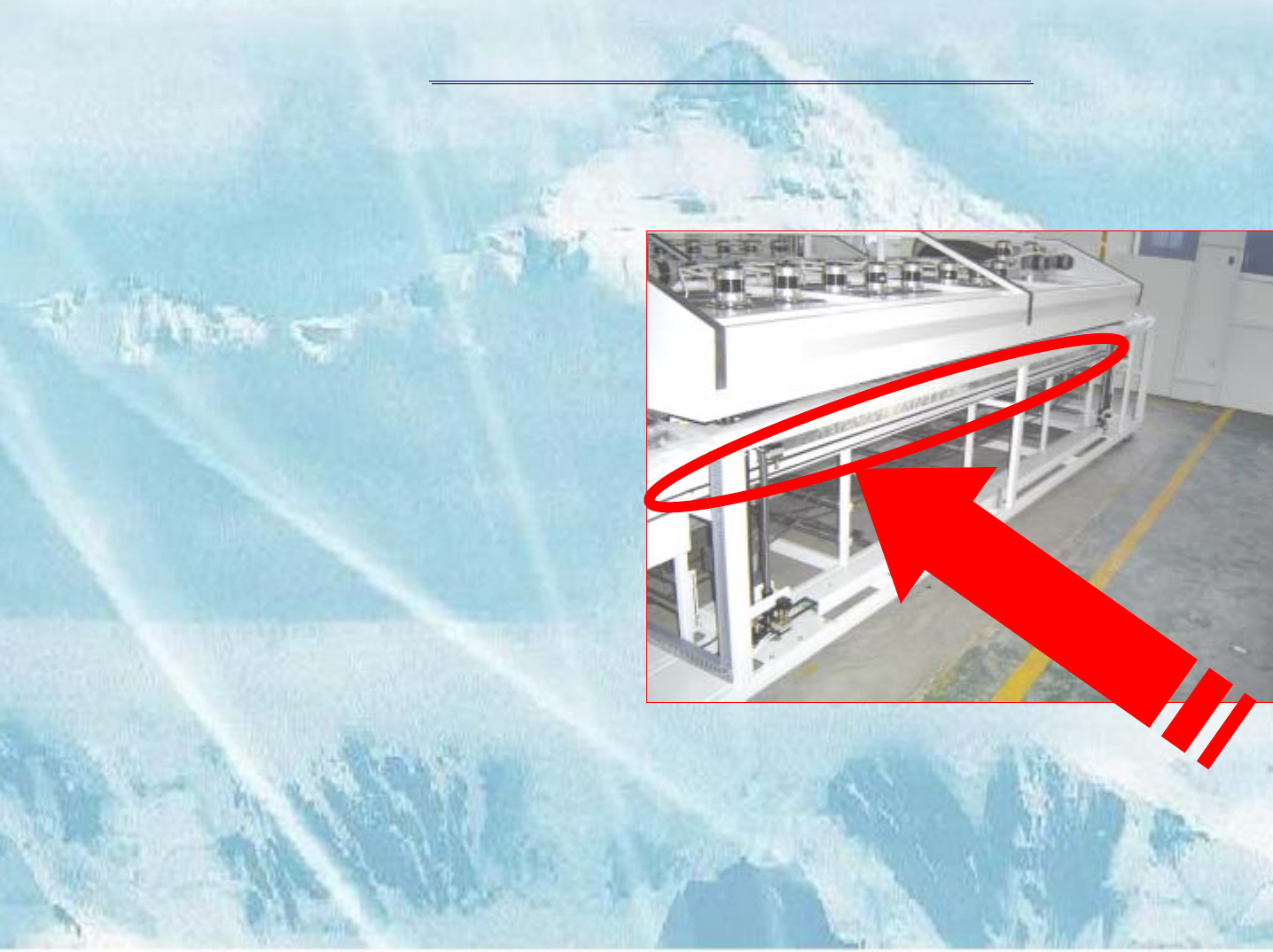
维修流程:
A、用劲拓标准测试板检查轨道全程,
确认轨距偏差;
B、拆开调宽同步链条(25B)的活扣;
C、拆除轨道前后调宽同步齿条;
D、拆除中间调宽齿条的同步装置;
E、手动调节前后齿轮,检测并确保前
中后轨距一致;
F、装上前后同步调节齿条及中间丝杆
同步装置;
G、装回同步调节链条;
H、设备上电,来回调节轨距,多次确
认轨距偏差是否正常。
F、用手来回推动导轨,确认出口和入
口的轨道没有被锁死
2
5
B
链
必
须
张
紧