GS系列机型.pdf - 第29页
2004-10-7 GS SERIES 29 GS SERIES GS SERIES 无铅回流焊 无铅回流焊 5. 613 -640由230控制卡控制(记 数/记时,由40C排线的9-16脚对 应)。其中614,616,638,640控制 下层加热,条件是须先打开加热风 机。若机器方向为左-右则控制7 - 10区(7-8 ),右-左则控制1-4(1-2) 区。 记 数 / 定 时 输 出
2004-10-7 GS SERIES 28
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
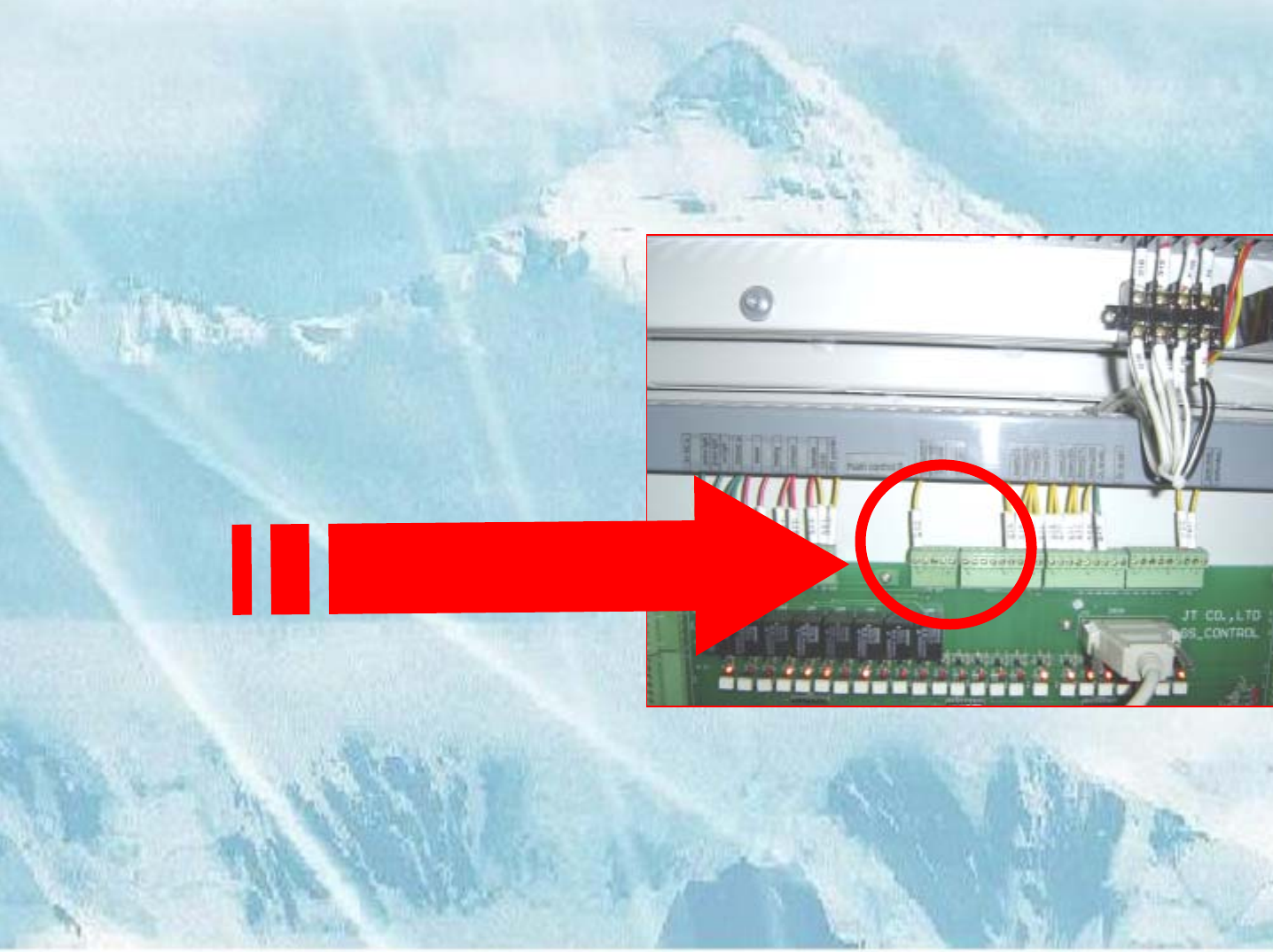
4.640,641,690,691由230
卡控制(隔离输出,由40C排线的
1-4脚对应)。由9-12号光耦分别
对应冷水机开,氮气开,中央支撑
上,中央支称下。若为十温区炉则
以上4个须整体后移2个通道(11-
14),9-10通道让给9,10下温区
加热风机。(设计上8个通道已预
留。)
O
P
T
I
O
N
预
留
通
道

2004-10-7 GS SERIES 29
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
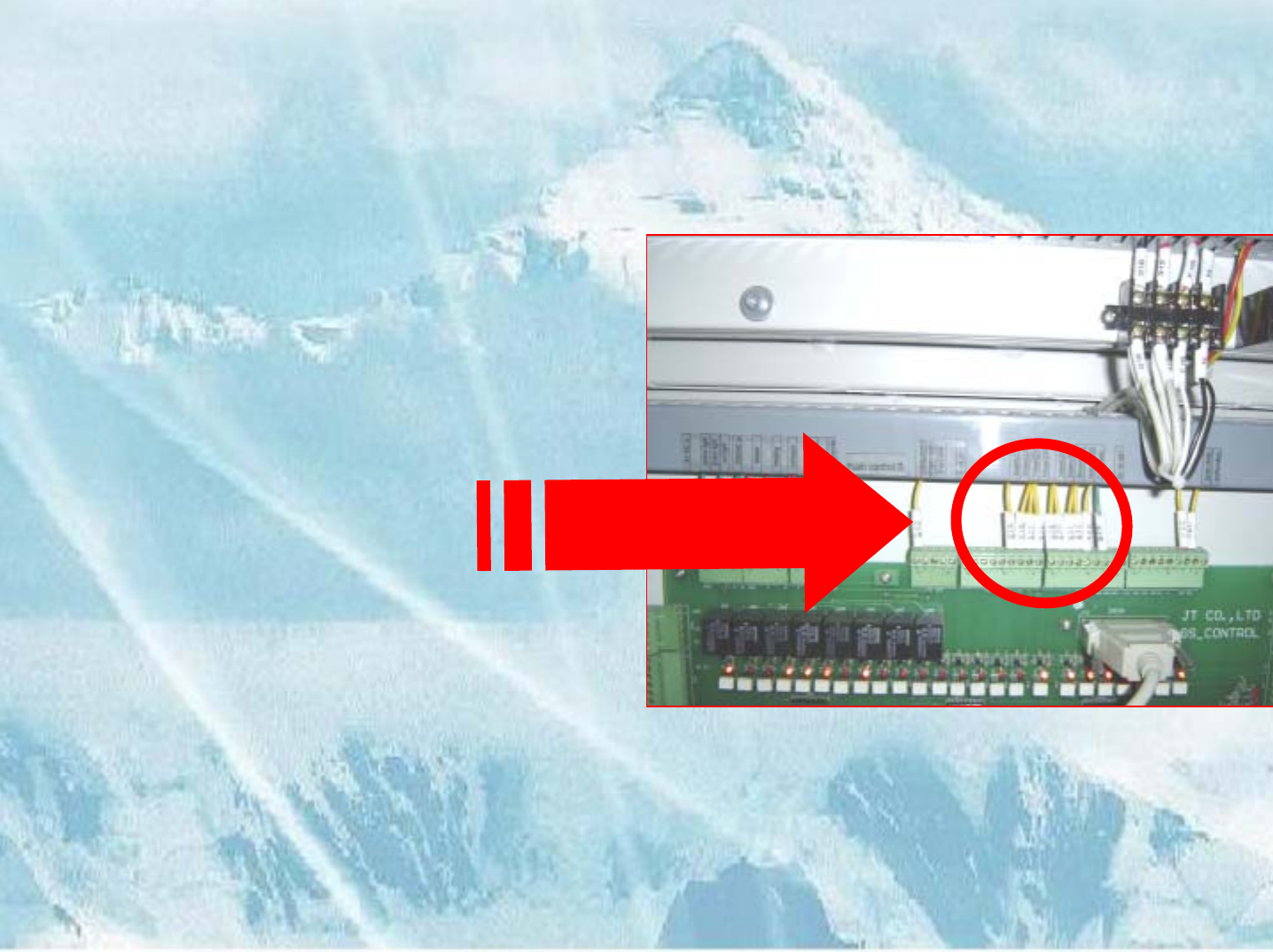
5.613-640由230控制卡控制(记
数/记时,由40C排线的9-16脚对
应)。其中614,616,638,640控制
下层加热,条件是须先打开加热风
机。若机器方向为左-右则控制7-
10区(7-8),右-左则控制1-4(1-2)
区。
记
数
/
定
时
输
出
2004-10-7 GS SERIES 30
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
6.625-632由270卡控制(隔离输
出,,由40C排线的1-8脚对应)。
由光耦17-24对应控制1-8温区下层
风机。
8
路
隔
离
输
出