GS系列机型.pdf - 第124页
2004-10-7 GS SERIES 124 GS SERIES GS SERIES 无铅回流焊 无铅回流焊 备注: A、注意板卡跳线须正确; B 、 4 0 C排线的方向不可弄反(有的排 线接头无防呆口); C、210、230、270 之 间 的 对 接 不 可 混淆; D、230卡控制冷水机的启动信号; E 、 2 7 0卡控制冷水机的报警信号,正 常工作时741 信号线处于导通状态。 640 641 690 691 625 62…

2004-10-7 GS SERIES 123
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
相关因素:230卡或270卡故障。
具体表现:
A、上电后冷水机不工作GS系统报
警;
B、工作中制冷状况正常,GS系统
报警。
解决方案:更换230卡或更换270卡。
维修流程:
A、切断总电源;
B、小心拆开工控机上盖;
C、更换对应区域的计数板或排
线。
谨
慎操作,
勿
将
插针损
坏
2004-10-7 GS SERIES 124
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
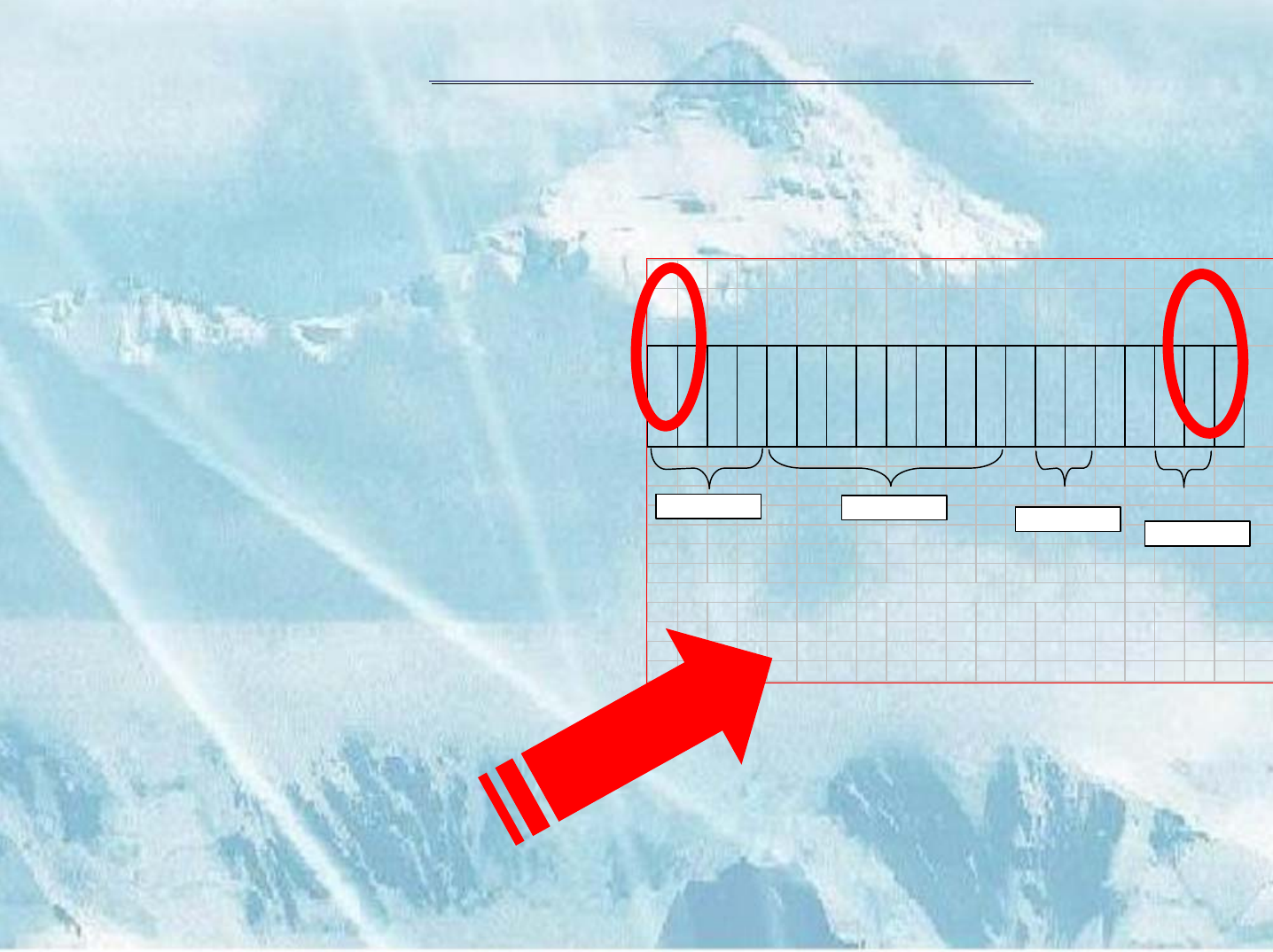
备注:
A、注意板卡跳线须正确;
B、40C排线的方向不可弄反(有的排
线接头无防呆口);
C、210、230、270之间的对接不可
混淆;
D、230卡控制冷水机的启动信号;
E、270卡控制冷水机的报警信号,正
常工作时741信号线处于导通状态。
640
641
690
691
625
626
627
628
629
630
631
632
423
634
720
741
Cooling control
N2 control
C-spt raise
C-spt down
blower ( Z1B)
blower ( Z2B)
blower ( Z3B)
blower ( Z4B)
blower ( Z5B)
blower ( Z6B)
blower ( Z7B)
blower ( Z8B)
Cy.sp adjt-
Cy.sp adjt+
Cover close
Malfunction
8 LED 9 LED 10 LED 11 LED 12 LED13 LED14 LED15 LED16
640 641 690 691
2
4
230 Control
270 Control
260 Control
270 Control
2004-10-7 GS SERIES 125
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
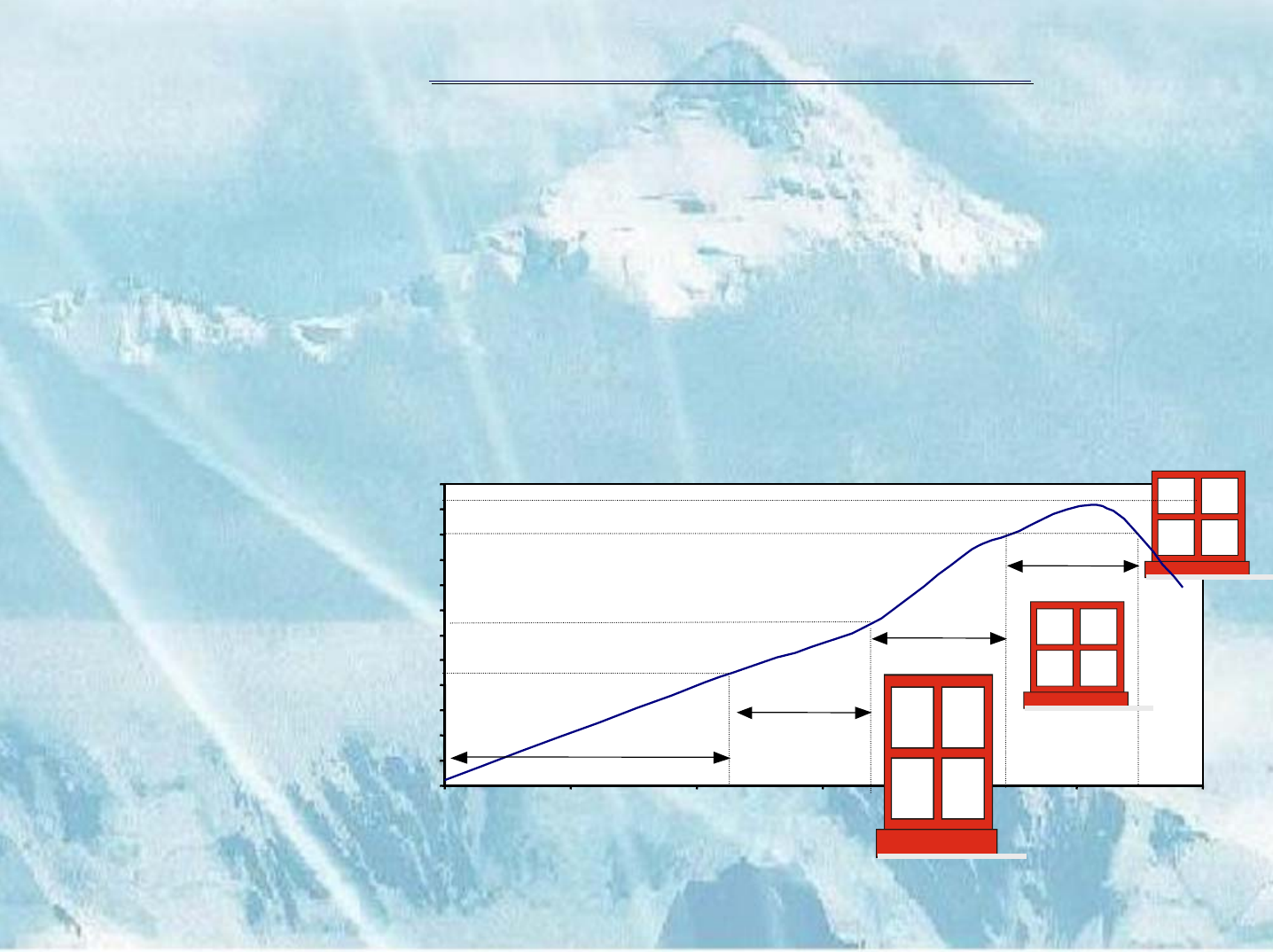
9.2.1.5 回流焊接工艺及调试
运输速度
从生产效率的角度来看,炉子的速度愈快,单位时间炉内通过的产品数量越多。
但考虑到元件的耐热冲击性以及每一种炉子的热补偿能力,运输速度只能是
在满足标准锡膏曲线的前提下尽量提升。
20
40
60
80
100
120
140
160
180
200
220
240
260
0 50 100 150 200 250 300
Temperatur (C)
Aktivierungszone
50-70 Sek.
typical
Reflow Zone
50-60 Sek. typisch
Peak Temp.(235-245
o
C)
Vorheizzone
40 - 70 Sek. typisch
Vorheizzone = 110-150° C
o
Aktivierungszone = 150-220° C
o
Reflow Zone = 220 °C
o
Anstiegstemp. 0.5-
Aktivierung: 50 - 70 sec.
Peak: 235°C – 245°C
20
sec
20
sec
Profil: (SnAgCu)
Reflow: 50 - 60 sec
.
10
°C
10
°C
10
°C
10
°C