GS系列机型.pdf - 第150页
2004-10-7 GS SERIES 150 GS SERIES GS SERIES 无铅回流焊 无铅回流焊 封装体引脚吸料 热风 回流 焊过 程中 元件的引脚靠边元器件的一端吸附上了熔融的焊料。整体来讲, 此现象产生的本质原因是温度的差异所造成的。可表现为: 1、 焊料印刷过多。 当焊盘表面焊膏印刷过量,PCB在过炉时 会导致元件升温速度快于焊盘, 焊膏内 的助焊剂会快速地浸润元件引脚最终 导致焊料和整个引脚发生润湿过程。 锡 膏 …
2004-10-7 GS SERIES 149
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
2、 机械振动过大。
当元器件附于焊盘进入炉体后,在整个焊接过程中元件所受的
粘附力和热风的冲
击力处于不平衡
会产生错位。一般来讲机械振动的产生可由上工程贴片机和
炉体本身产生,而炉体机械振动的产生可能是链条运输不稳或风机的风速过
大造成的。在今后的SMT工艺中,由于元件的微型化趋向,大风量回流焊接
工艺将面临严格的挑战。
多
为
贴
装
导
致
2004-10-7 GS SERIES 150
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
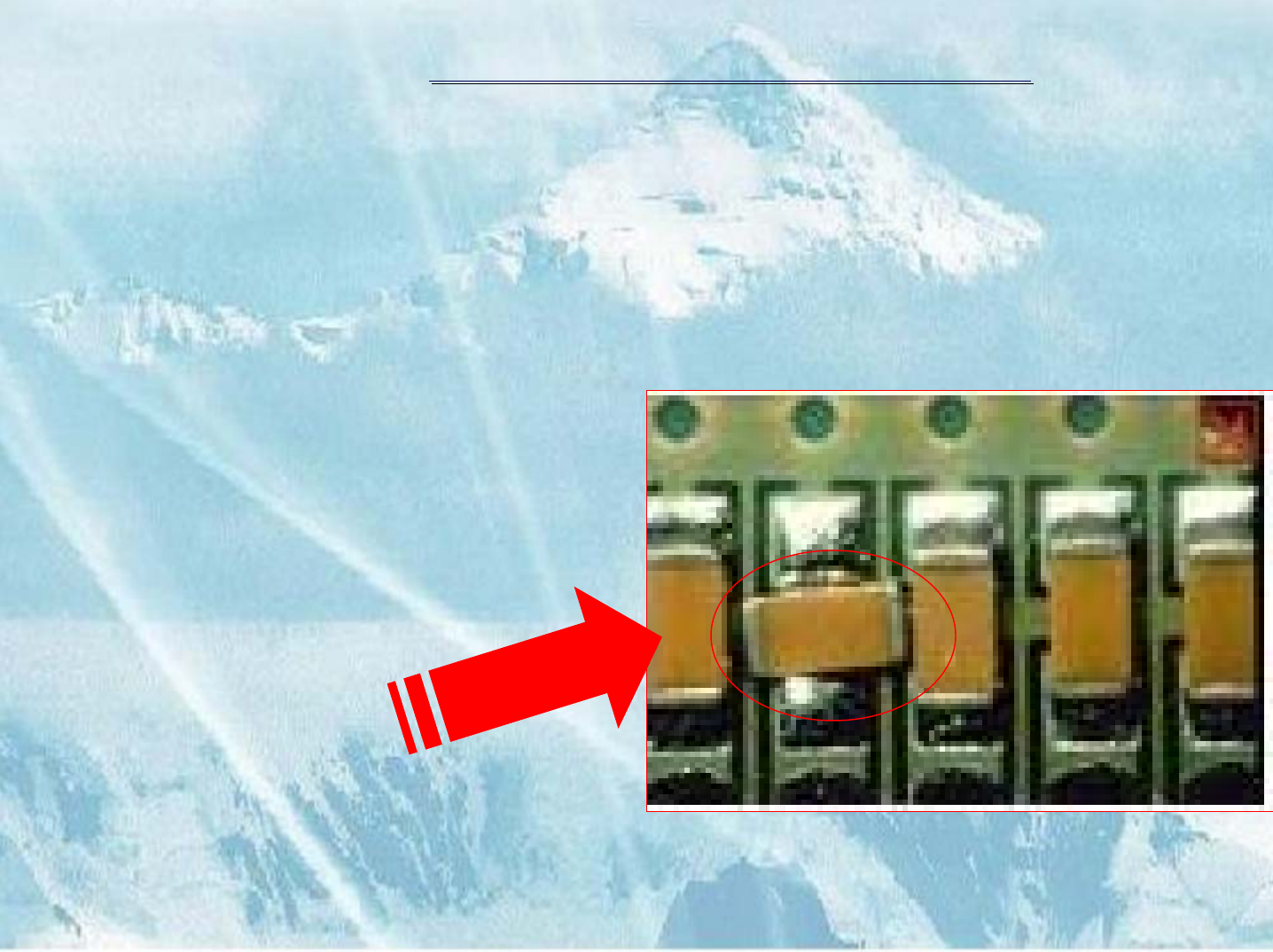
封装体引脚吸料
热风回流焊过程中元件的引脚靠边元器件的一端吸附上了熔融的焊料。整体来讲,
此现象产生的本质原因是温度的差异所造成的。可表现为:
1、 焊料印刷过多。
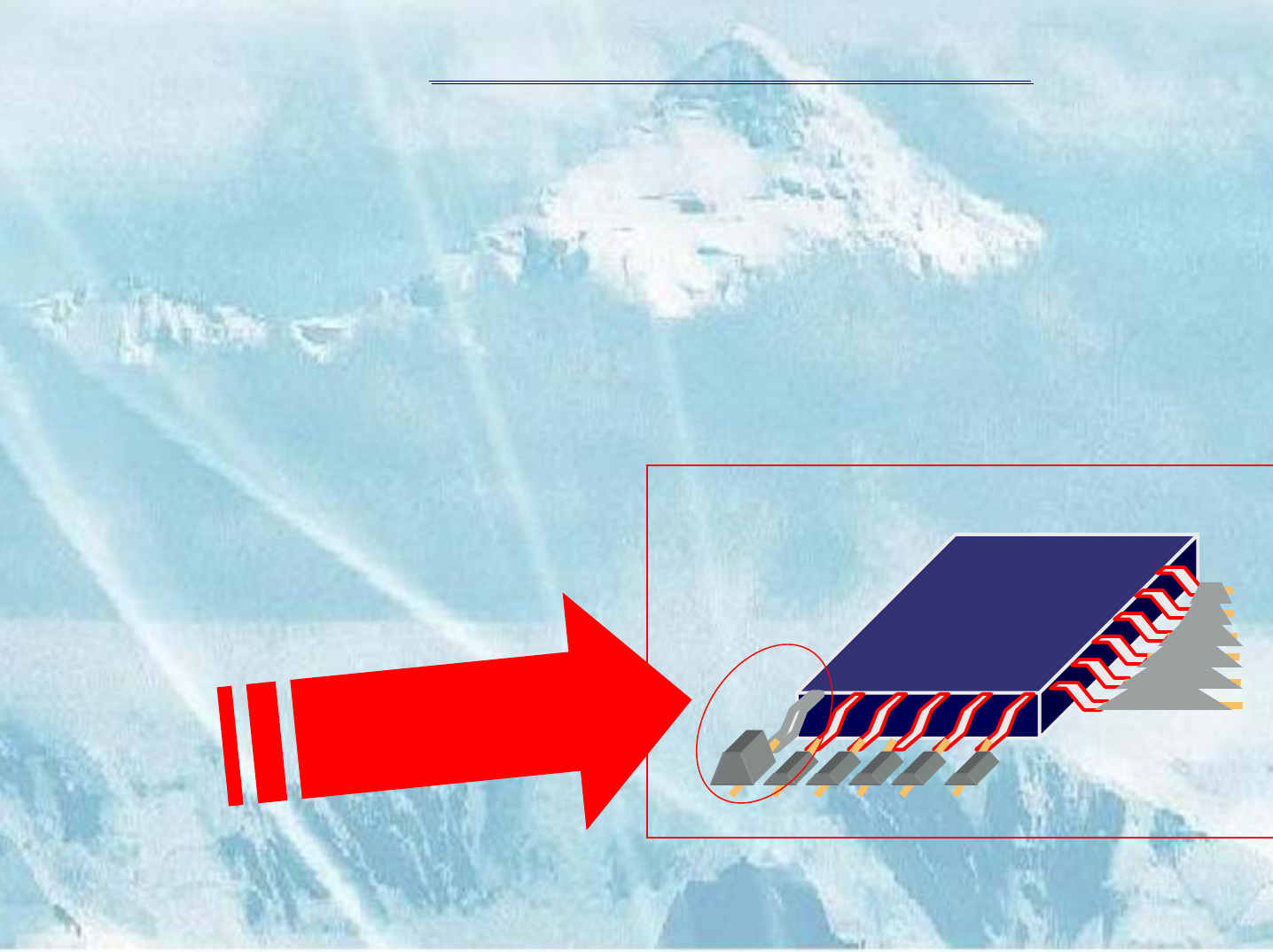
当焊盘表面焊膏印刷过量,PCB在过炉时会导致元件升温速度快于焊盘,焊膏内
的助焊剂会快速地浸润元件引脚最终导致焊料和整个引脚发生润湿过程。
锡
膏
过
量
,
导
致
焊
盘
温
度
与
元
件
引
脚
温
度
出
现
时
间
差
,
2004-10-7 GS SERIES 151
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
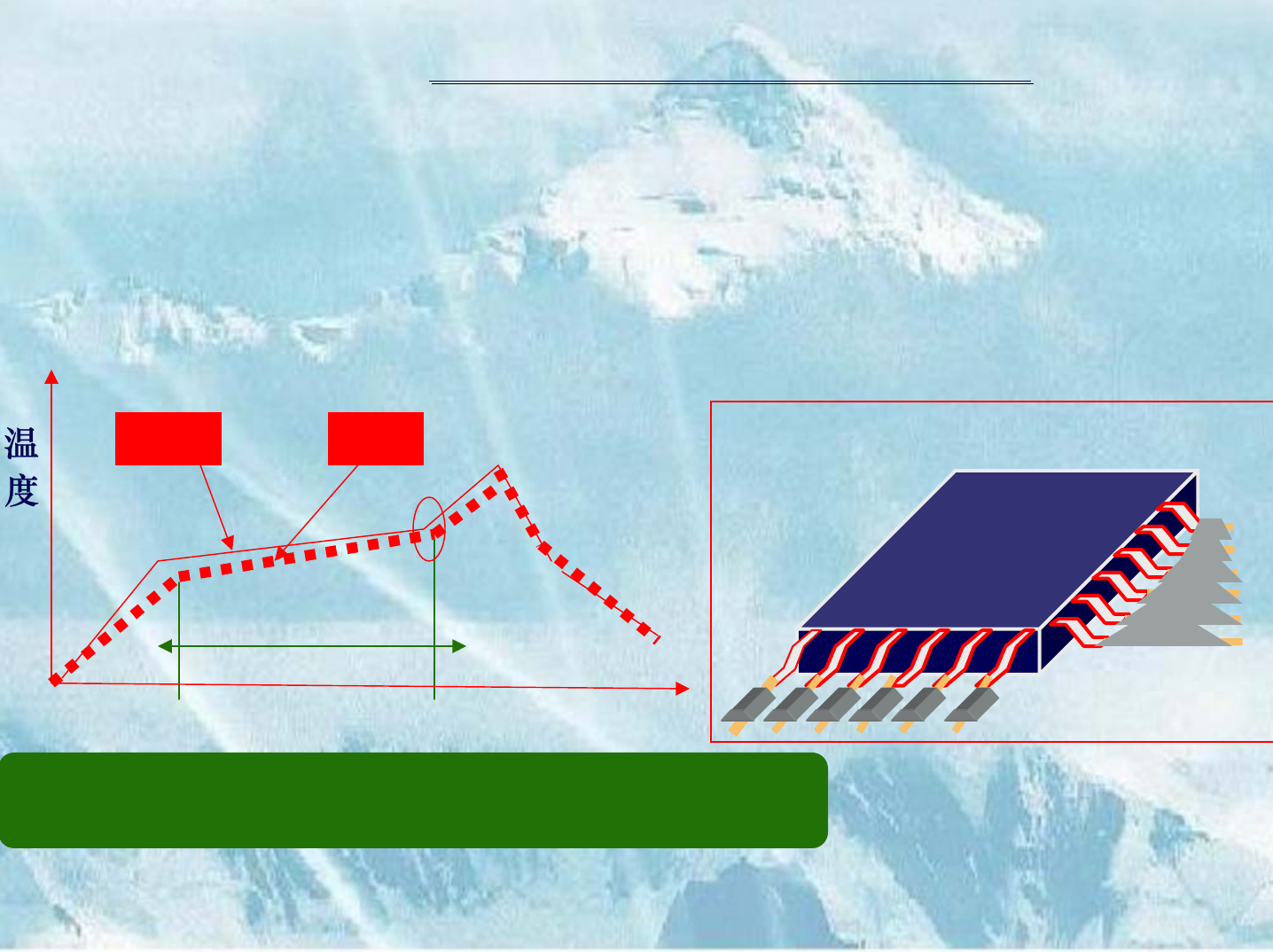
2、 温度设置不当,元件引脚温度高于焊盘。
由于在各温区温度设置的不当会造成升温速率大于焊盘升温的速率,从而导致元
件引脚温度高于焊盘温度,正常的状态下PCB板面温度高于元件引脚。
引脚 焊盘
时间
元件引脚与焊盘大小不一致,需要一定的升温速率和
恒温区域来保障二者的同时达到某一工艺温度的需求