SP18 程序手册.pdf - 第107页
SP18P-L 程序手册 3.3 各种形状输入数据项目 Page 3-11 形状编号 对象形状 参考编号 对象部品 ( 类别 ) 对应 Ver. 205, 223: ( 示教时 ) 自动设定阈值·照明值 6d 特殊用途 4 224, 225: ( 示教时 ) 自动设定阈值·照明值 网板识别 205, 223: 金属网板 205: 示教、网眼堵塞 223: 位置补正 224, 225: 黑树脂网板 224: 位置补正 V1.00 以后 形…
SP18P-L
程序手册
3.3
各种形状输入数据项目
Page 3-10
形状编号
对象形状
参考编号
对象部品
(
类别
)
对应
Ver.
6c
特殊用途
3
206:
自动设定阈值·照明值
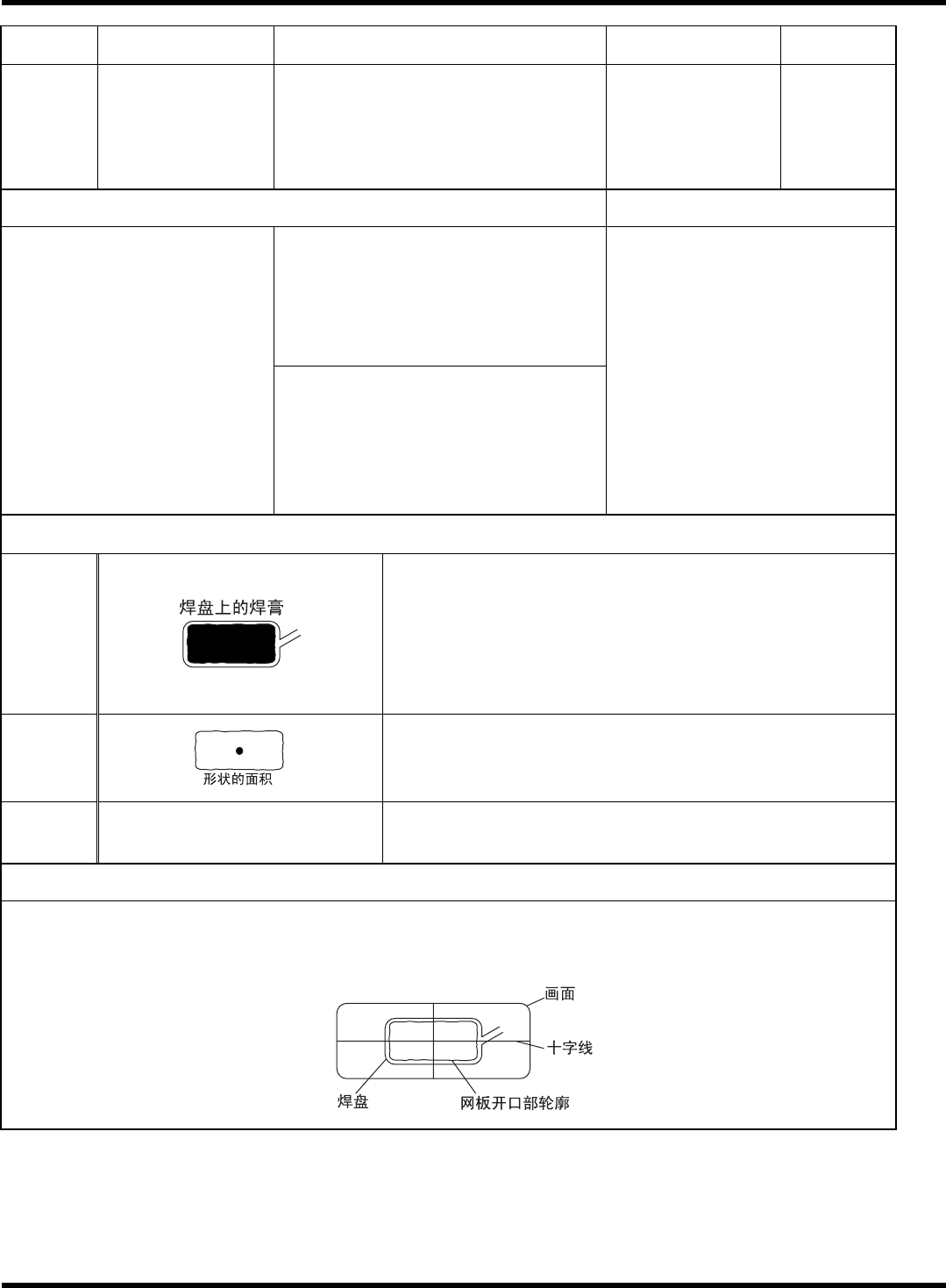
焊膏识别
V1.00
以后
形状以及输入数据
识别方式以及结果
参照下表
判断标准
参照下表
(Top view)
1)
面积
:
与网板开口部
(
示教
)
面积的
比较判断标准值通过机器数据
来设定
(XY
坐标
:
形状的重心
)
可识别的形状
(
仅可识别以下的形状
<
也有一部分例外
> )
形状
识别结果
备注
焊盘外的焊膏除外。
备注
示教时,显示网板开口部的轮廓。请把开口部的轮廓向焊盘中央移动。
1)
EJP1A-C-PMA03-A01-00
SP18P-L
程序手册
3.3
各种形状输入数据项目
Page 3-11
形状编号
对象形状
参考编号
对象部品
(
类别
)
对应
Ver.
205, 223:
(
示教时
)
自动设定阈值·照明值
6d
特殊用途
4
224, 225:
(
示教时
)
自动设定阈值·照明值
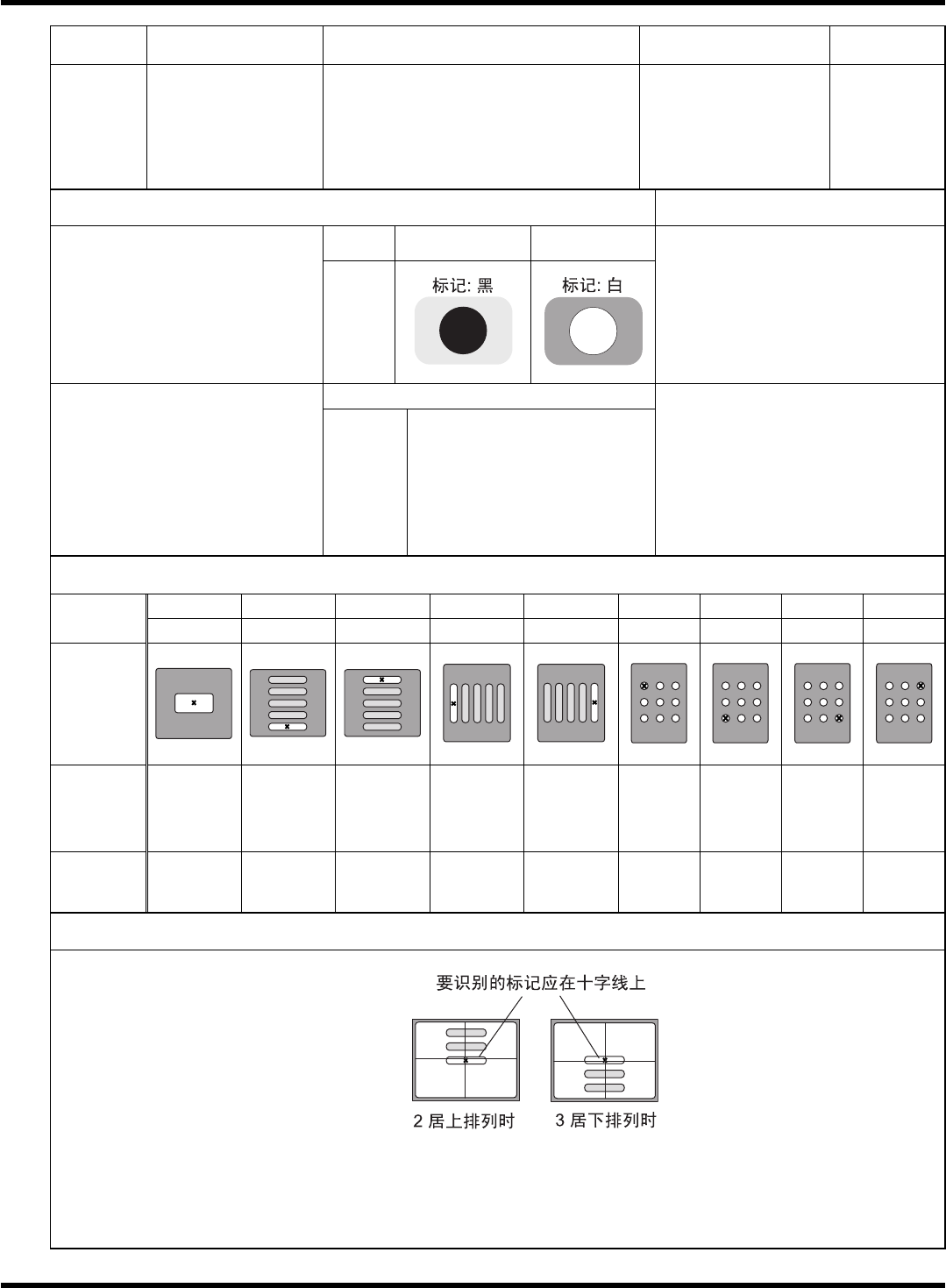
网板识别
205, 223:
金属网板
205:
示教、网眼堵塞
223:
位置补正
224, 225:
黑树脂网板
224:
位置补正
V1.00
以后
形状以及输入数据
识别方式以及结果
金属网板
黑树脂网板
参照下表
颜色二
值图像
参照下表
(XY
坐标
:
形状的重心
)
判断标准
(Top view)
1)
面积
:
与示教时的比较判定基准值通
过机器数据来设定
(XY
坐标
:
形状的重心
)
可识别的形状
(
仅可识别以下的形状
<
也有一部分例外
> )
1 2 3 4 5 6 7 8 9
单独标记
居上排列
居下排列
居右排列
居左排列
右下排列
右上排列
左上排列 左下排列
排列形态
识别结果
画面中央的
标记
画面最下端
的标记
画面最上端
的标记
画面最左端
的标记
画面最右端
的标记
画面左上
角的标记
画面左下
角的标记
画面右下
角的标记
画面右上
角的标记
备注
备注
请务必将需示教的标记移动到识别装置画面的十字线上。
1)
图
1
示教位置的示例
黑树脂网板不进行网眼堵塞识别
(
焊膏识别时
)
。
EJP1A-C-PMA03-A01-00
SP18P-L
程序手册
3.4
轮廓识别错误信息
Page 3-12
3.4
轮廓识别错误信息
3.4.1
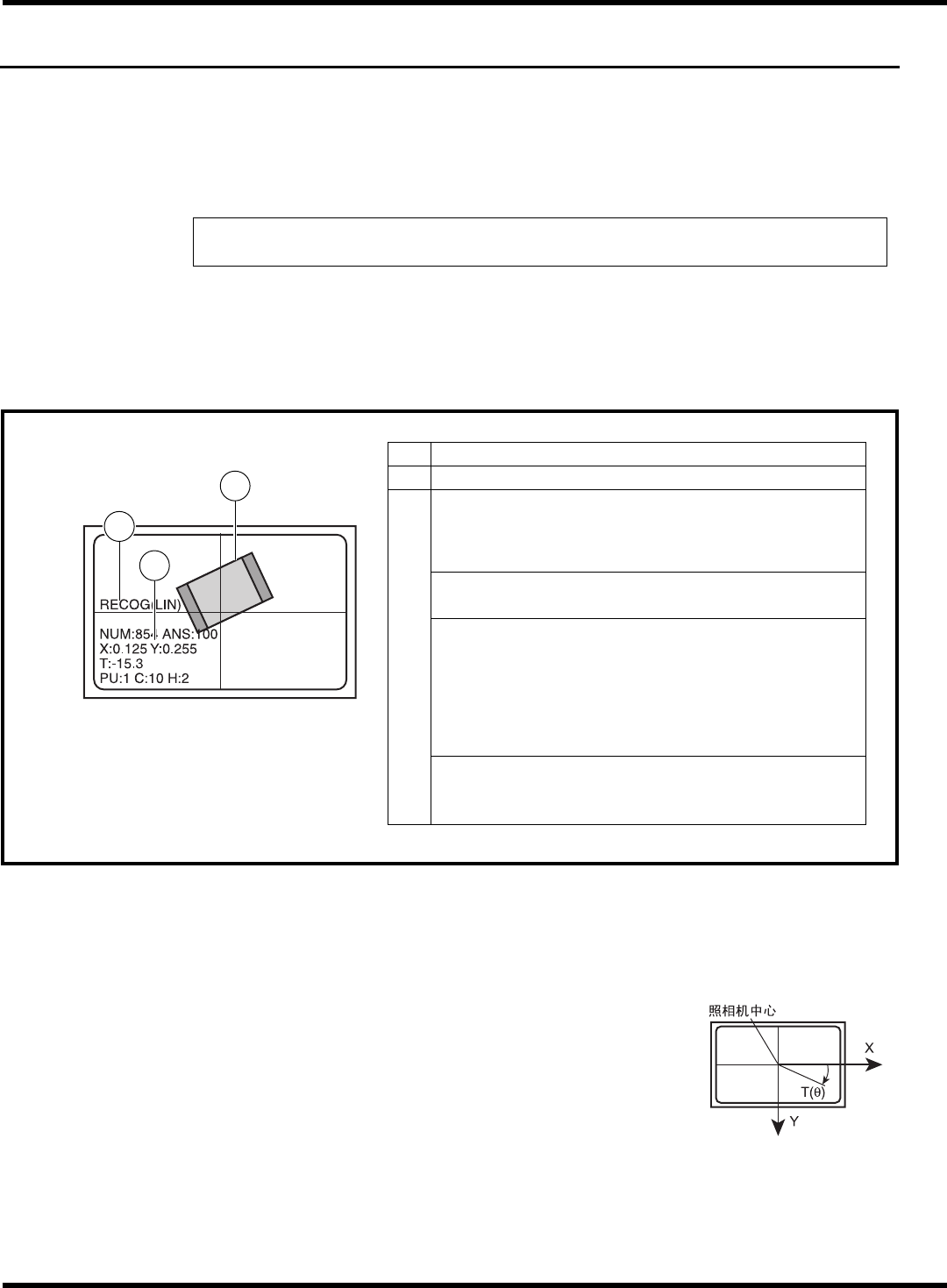
生产中的显示
轮廓识别
(
参考
No. 51
以后
)
时,可根据显示在画面上的识别结果代码
(A:
或
ANS: )
得到识别
结果。
识别结果代码
50
以上
:
识别正常结束
(
显示识别结果坐标、倾斜度。
)
上述以外
:
识别错误
(
不可
)
所谓的识别错误
(
不可
)
是指判定为不可识别或不良元件的情况。
此内容可根据结果代码进行识别。
(
参考
“3.4.3
识别错误信息一览
”)
图
.4-1
识别结果画面
(
运转时
)
识别结果坐标表示从照相机中心
(
十字线中心
)
开始的距离。
(
图
.4-2)
识别结果坐标和倾斜度根据识别参考而定。
图
.4-2
识别画面的坐标系
表示轮廓识别参考。
识别对象
ANS:
识别结果代码
显示识别结果。
识别错误时可根据代码编号获知内容。
NUM:
轮廓点数
显示识别对象的轮廓像素的点数。
X:
识别结果
X
坐标
[mm]
Y:
识别结果
Y
坐标
[mm]
T:
识别结果倾斜度
[
°
]
识别正常结束时显示识别对象的位置
(XY
坐标
)
和倾
斜度。
识别错误时,全部显示为
“0”
。
PU:
装置编号
(PU
编号
)
C:
芯片编号
H:
头编号
EJP1A-C-PMA03-A01-00
3
1
2