SP18 程序手册.pdf - 第70页
SP18P-L 程序手册 1.5 生产数据的编制 Page 1-32 2. 印刷范围 输入刮板的印刷动作范围。 如果不输入任何数据,则从基板的一 端开始印刷至另一端。当印 刷领域仅限于基板上的一部分时 , 可通过输入并调整此值来提高节拍时 间。 3. 升降机 A) 间隙 进行网板与基板间的间隙调整。输入 值为 “0” 时,间隙为 “0” 。 为了使网板和基板更好地相贴紧,通 常请输入 “ − 0.3 ~ − 0.1” 。 B) 下降速度…
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-31
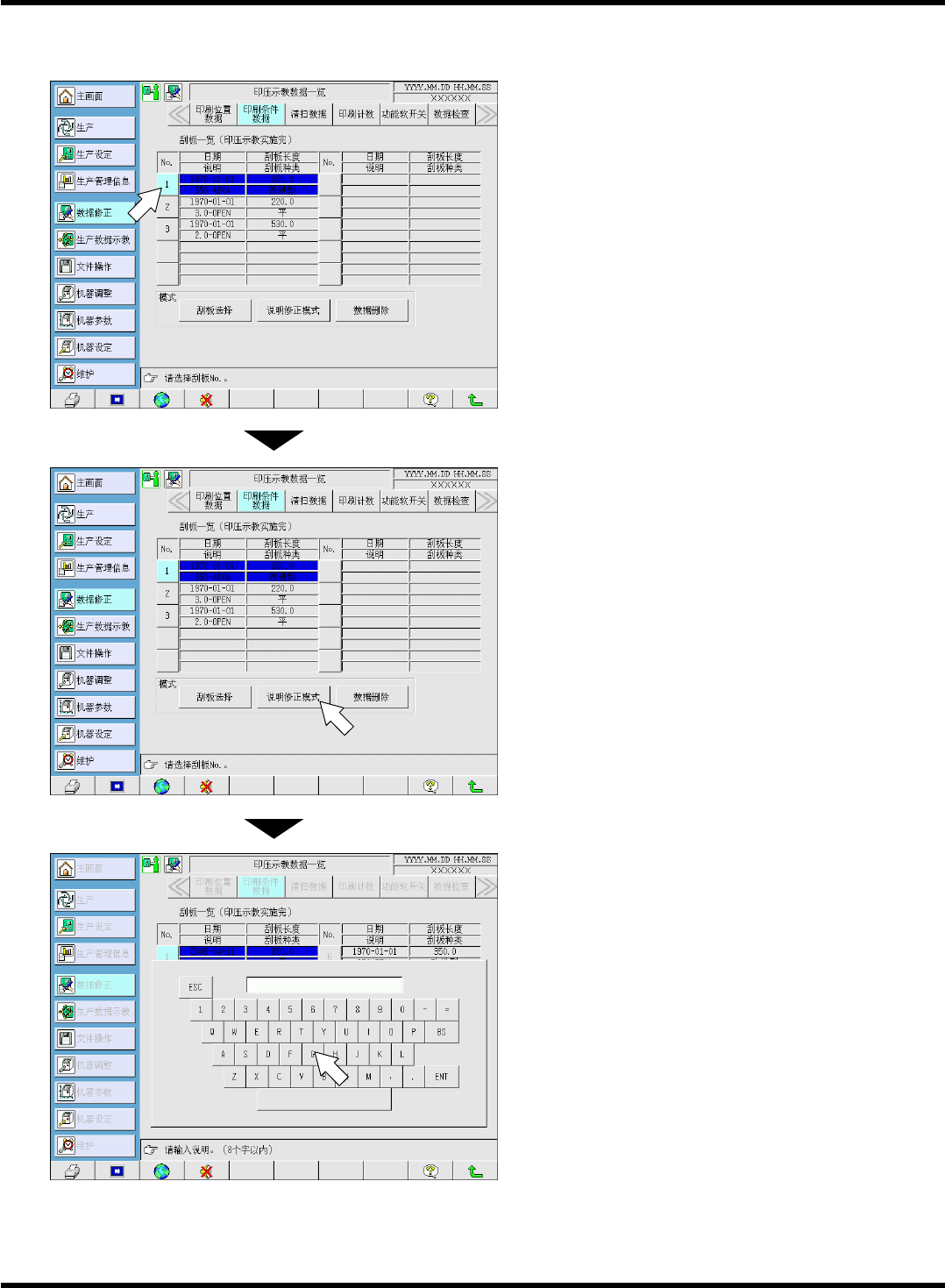
说明修正方法
•
如果按刮板的
No
,开关将切换为蓝色显示。
•
如果按
[
说明修正模式
]
,将显示说明输入画面。
•
请输入
8
个字符以内的说明。
EJP1A-C-PMA01-A02-02
EJP1A-Dm-0023
EJP1A-Dm-0024
EJP1A-Dm-0023
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-32
2.
印刷范围
输入刮板的印刷动作范围。
如果不输入任何数据,则从基板的一端开始印刷至另一端。当印刷领域仅限于基板上的一部分时,
可通过输入并调整此值来提高节拍时间。
3.
升降机
A)
间隙
进行网板与基板间的间隙调整。输入值为
“0”
时,间隙为
“0”
。
为了使网板和基板更好地相贴紧,通常请输入
“
−
0.3 ~
−
0.1”
。
B)
下降速度
对脱版稳定所需的版分离速度进行调整。
C)
下降行程
对脱版稳定所需的版分离距离进行调整。
考虑到脱版时的网板弯曲、焊料扩展,通常输入
2.5 mm
左右。
D)
版分离速度切换
下降速度有以下
3
种。
高速多重版分离与加速度版分离相比,具有能够发挥多种的焊料的特性,提高版分离性能的改进型
功能。
有良好的脱版性并能够缩短作业周期时间。
高速多重
(
推荐
)
:
一次加速到比下降速度更高的速度,最终达到下降速度。
等速度
:
等速下降,其幅度为下降行程的距离。
多阶段
:
可任意制作速度模式。
说明
高速多重时
(
输入值
)
等速度时
(
输入值
)
下降速度
下降行程
(
输入值
)
EJP1A-612E
1
2
3
4
EJP1A-C-PMA01-A02-02
EJP1A-611E
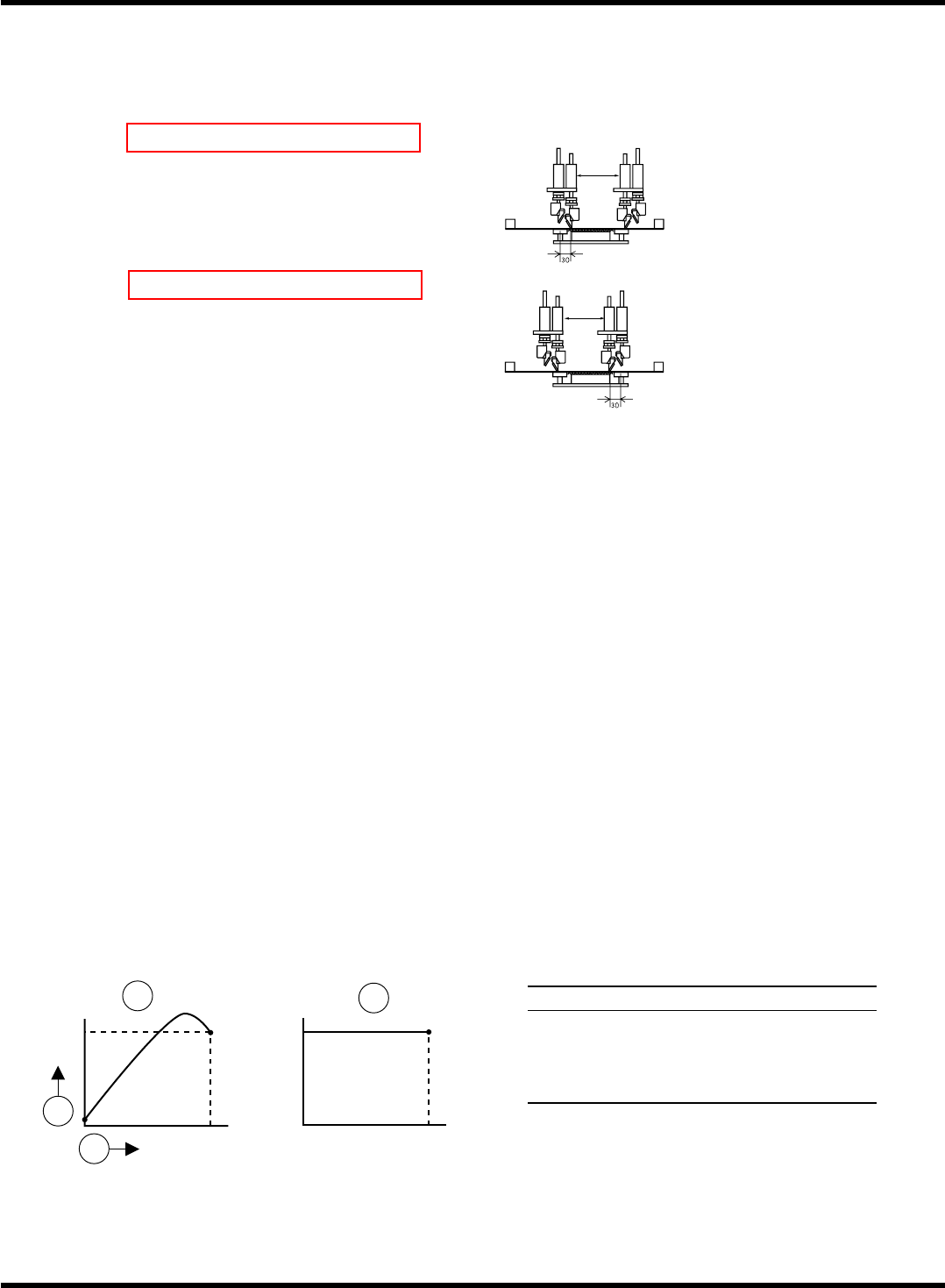
对补偿值
F
输入
−
30
时
对补偿值
R
输入
−
30
时
印刷范围缩小
30 mm
。
作业者侧
作业者侧
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-33
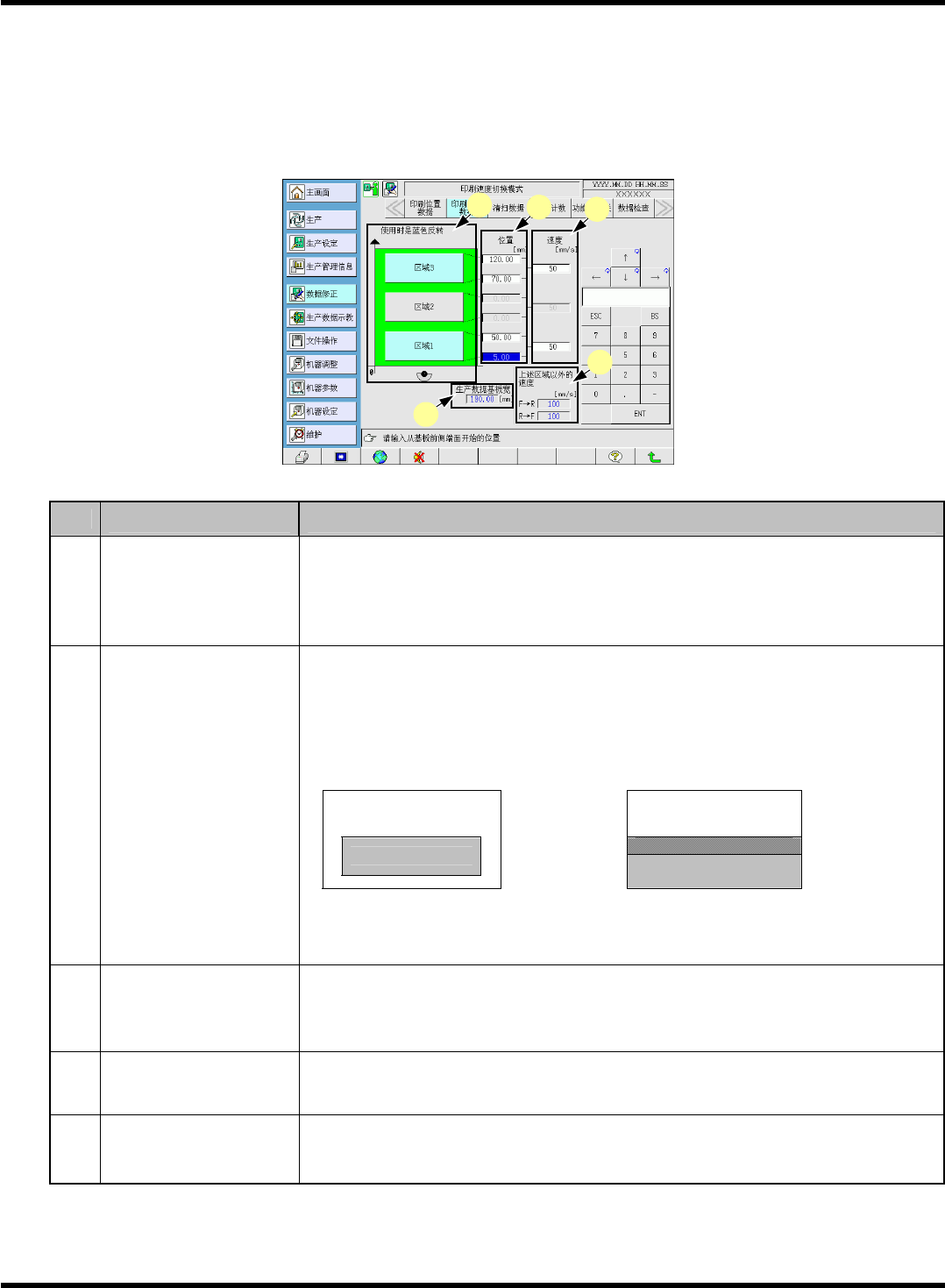
4.
速度切换模式
在通过孔印刷、微细间距印刷等过程中、需在印刷过程中控制焊料的填充量时使用。
按
[
速度切换模式
]
将变为蓝色反转显示,右侧面的
[
设定
]
则成为有效
(
用黑色显示
)
。如果按
[
设定
]
将转换为
<
印刷速度切换模式
>
画面。
印刷速度切换模式的设定
No.
项目
内容说明
a
‘
区域
’
设定是否使用各区域
(
区域
1~
区域
3)
。
按各区域的开关,选择是否使用。使用区域时,开关显示为蓝色反转。
∗
区域
:
被分割的印刷范围
设定各区域的范围。基板前侧端面作为
0 mm
并进行输入。各区域的设定范围是
0 mm ~
基板宽度,但当区域间相互干扰时,将变为数据检查错误。
如果进行如下所示区域的位置设定,将发生数据检查错误。
当某区域包含其他区域时
当某区域与其他区域重合时
区域
2
区域
2
区域
1
互相重合的区域
区域
1
b
‘
位置
’
另外,设定印刷条件数据的印刷范围偏移量时,设定范围会因印刷范围偏移值的设
定而相应变窄。
c
‘
速度
’
在各区域的范围内设定印刷速度。
速度的设定范围是
5.0 mm/s ~ 400.0 mm/s
。另外,区域外则以印刷条件数据设定
的印刷速度来进行印刷。
d
‘
生产数据基板宽
’
显示以数据修正的基板数据设定的基板宽度。不能进行数据的变更。
e
‘
上述区域以外的速度
’
显示以印刷条件数据设定的印刷速度
(F
→
R, R
→
F)
。不能进行数据的变更。
EJP1A-C-PMA01-A02-02
EJP1A-Dm-0025
a
b
c
d
e