SP18 程序手册.pdf - 第68页
SP18P-L 程序手册 1.5 生产数据的编制 Page 1-30 印压示教数据一览 显示已进行印压示教的刮板数据一览 ( 刮板长度、刮板种类 ) 。 如果更换刮板, 根据刮板的材质等重量也会发生变化, 实际的印压会与设定值 产生差异。 因此, 请 务必在生产前进行一次印压示教。 ( 操作手册 ) 但是,如 果进行一次印压示教, 则进行印压示教后的刮板的数据作为示教数据 ,被 登录在 < 印压示 教数据一览 > 上。 …
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-29
3.
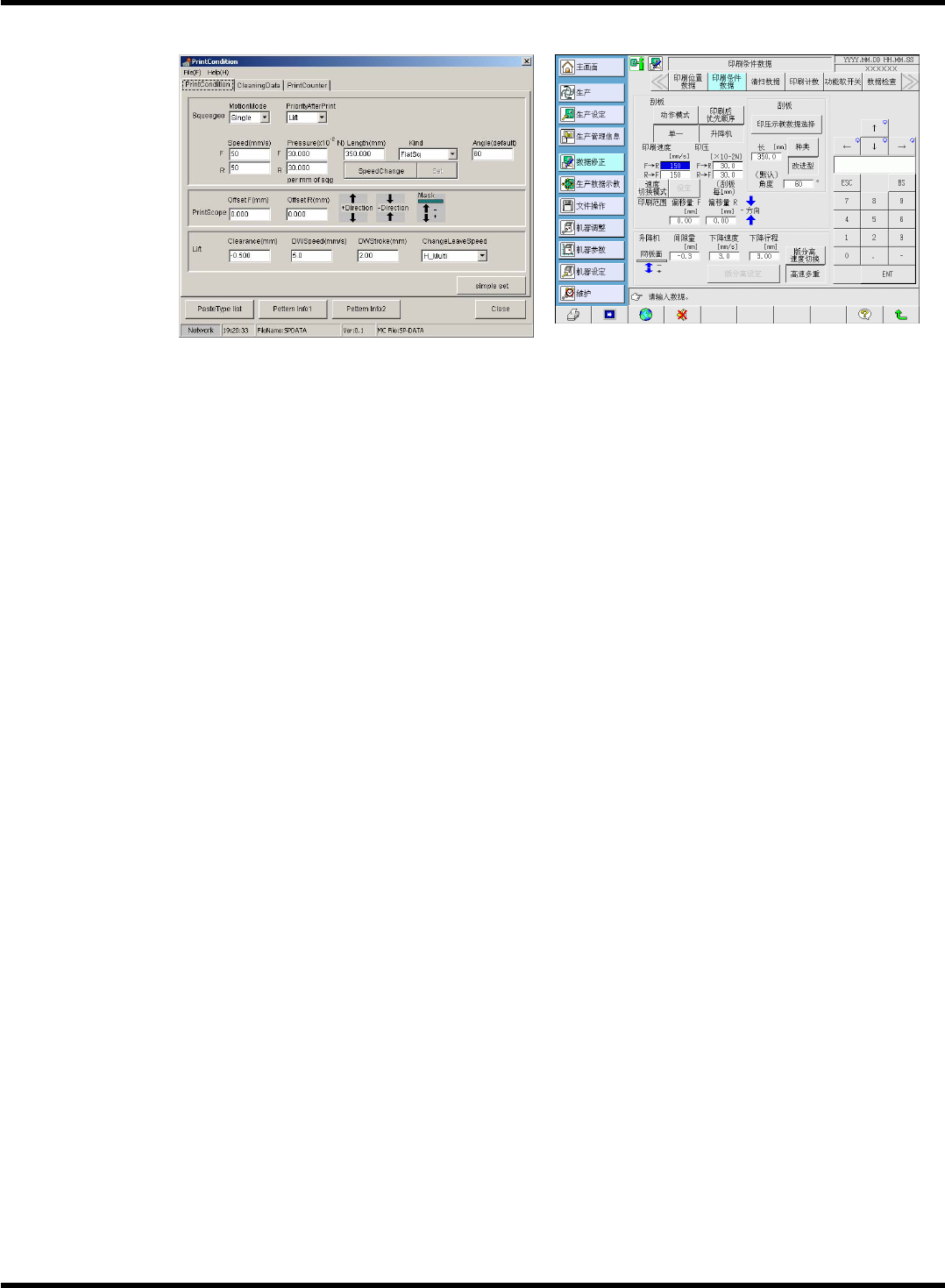
关于印刷条件数据
1.
刮板
A)
动作模式
进行单方向印刷动作
(
单
)
,往返印刷动作
(
双
)
的选择。
B)
印刷后优先顺序
印刷后,设定升降机和刮板哪一个先运行,或同时运行。
升降机
(Lift)
:
在下降状态固定刮板并进行版分离,之后使刮板上升。
刮板
:
使刮板上升后,进行版分离。
同时
:
刮板上升和版分离同时开始。
支架
:
升降机在印刷的高度上以夹持器支撑网板,仅在支架上进行版分离。由于基板必
须被吸着,故有必要使用真空泵进行基板吸着。
C)
印刷速度
印刷动作时的刮板移动速度。
D)
印压
印刷动作时向刮板增加的力量。
E)
长度
输入刮板的长度。
∗
C. ~ E.
根据焊膏的种类,基板尺寸·网板数据等的条件输入相应的数据。
F)
种类
从
“
平
”
、
“Advanced” (
改进
)
中选择刮板种类。
使用改进型刮板时,设定为
“Advanced” (
改进
)
。
G)
印压示教数据选择
按开关,则显示
<
印压示教数据一览
>
画面。
E
J
P1A-Pt-
0003
EJP1A-Dm-0029
EJP1A-C-PMA01-A02-02
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-30
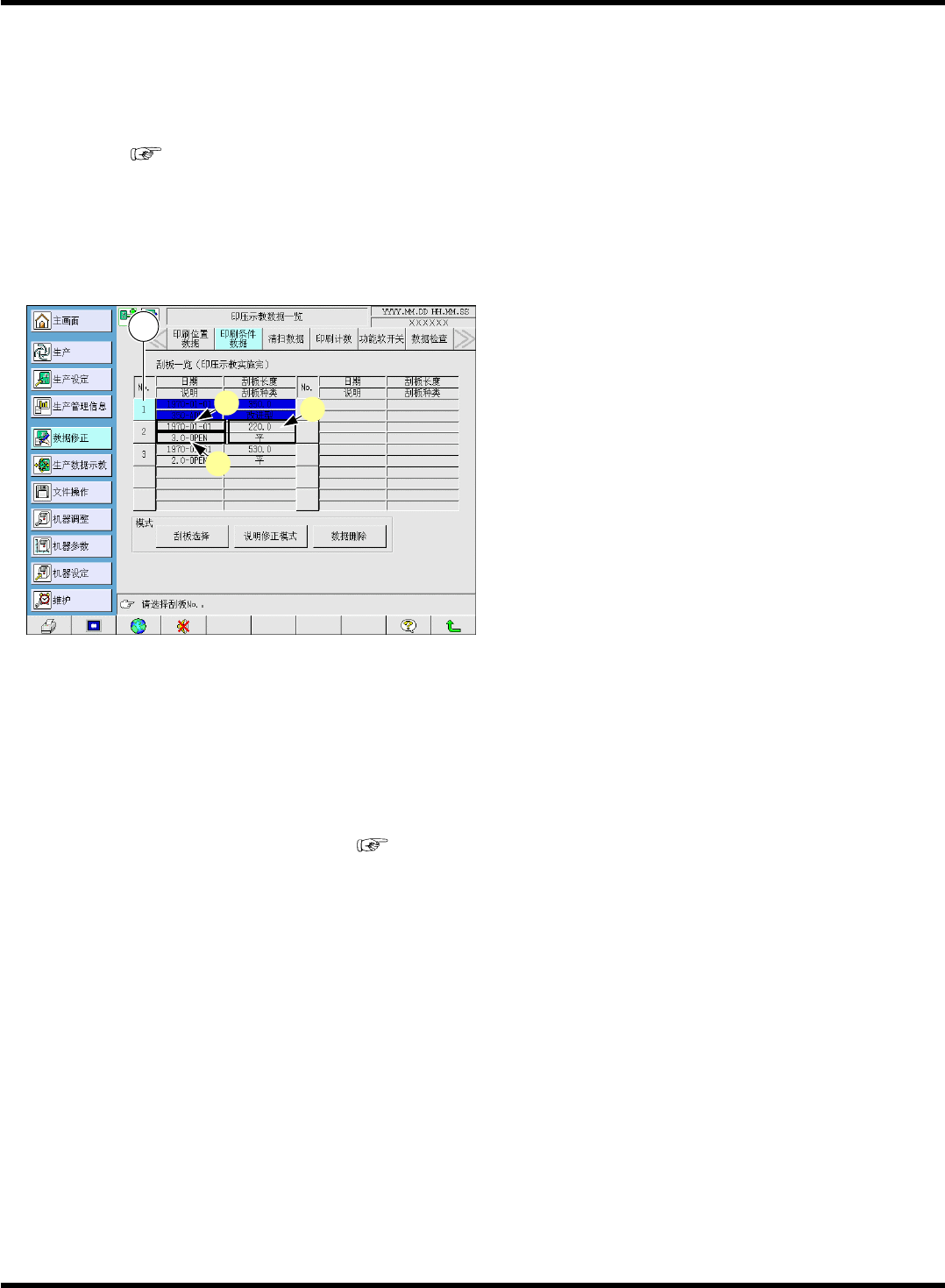
印压示教数据一览
显示已进行印压示教的刮板数据一览
(
刮板长度、刮板种类
)
。
如果更换刮板,根据刮板的材质等重量也会发生变化,实际的印压会与设定值产生差异。因此,请
务必在生产前进行一次印压示教。
(
操作手册
)
但是,如果进行一次印压示教,则进行印压示教后的刮板的数据作为示教数据,被登录在
<
印压示
教数据一览
>
上。
登录后,请从画面中选择使用的刮板。
∗
如果按使用刮板的
No.
,则刮板的长度和刮板
的种类将反映在印刷条件数据上。
a.
显示进行印压示教的日期。
b.
即使刮板的长度,种类相同,但材质不同的刮板仍可登录。
(
例
:
氨基钾酸乙酯刮板、金属刮板等
)
c.
为区别不同材质的刮板,在日期下显示说明。
说明请在印压示教结束后输入。
(
操作手册
)
EJP1A-C-PMA01-A02-02
EJP1A-Dm-0023
1
b
a
c
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-31
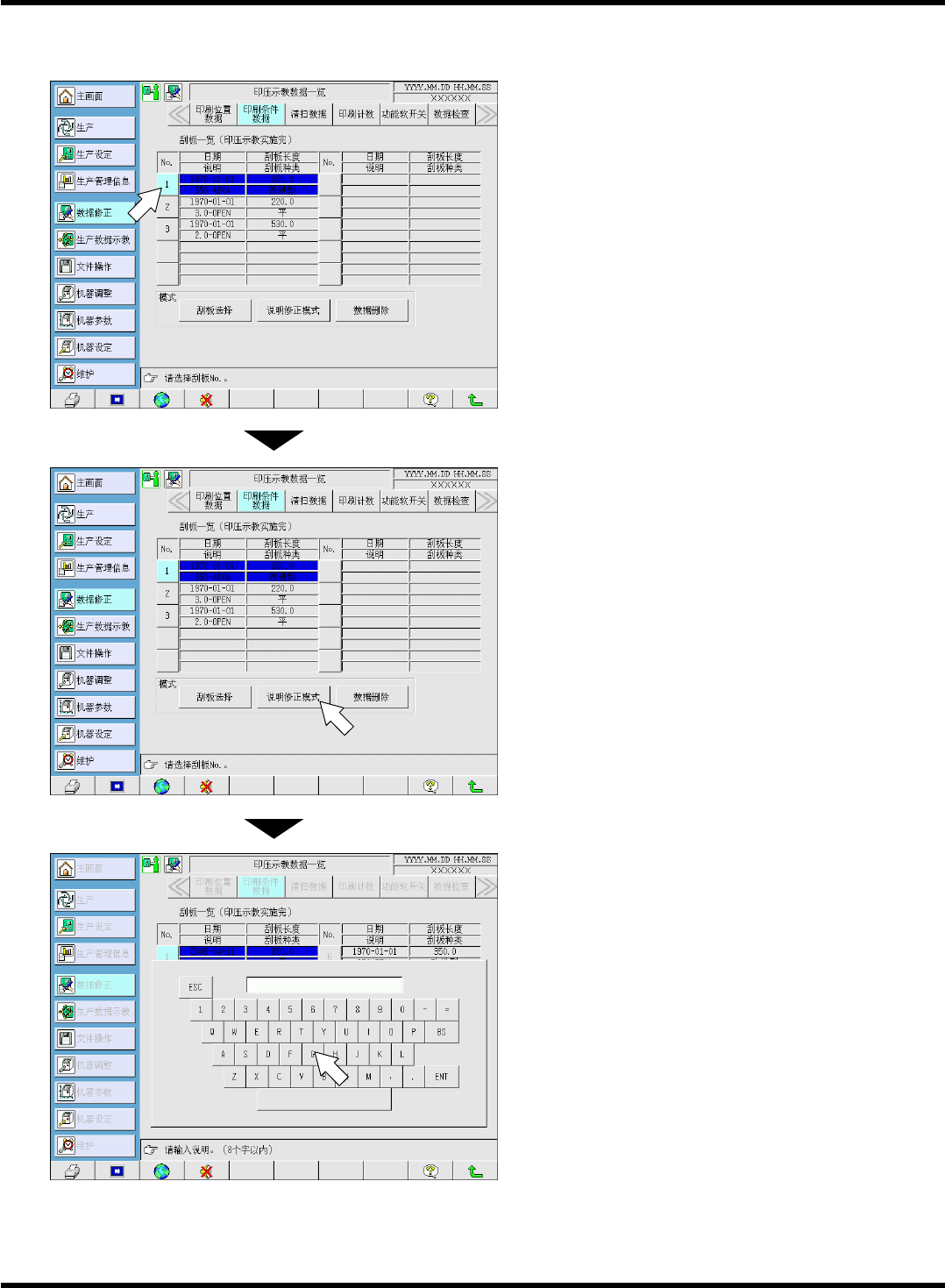
说明修正方法
•
如果按刮板的
No
,开关将切换为蓝色显示。
•
如果按
[
说明修正模式
]
,将显示说明输入画面。
•
请输入
8
个字符以内的说明。
EJP1A-C-PMA01-A02-02
EJP1A-Dm-0023
EJP1A-Dm-0024
EJP1A-Dm-0023