SP18 程序手册.pdf - 第77页
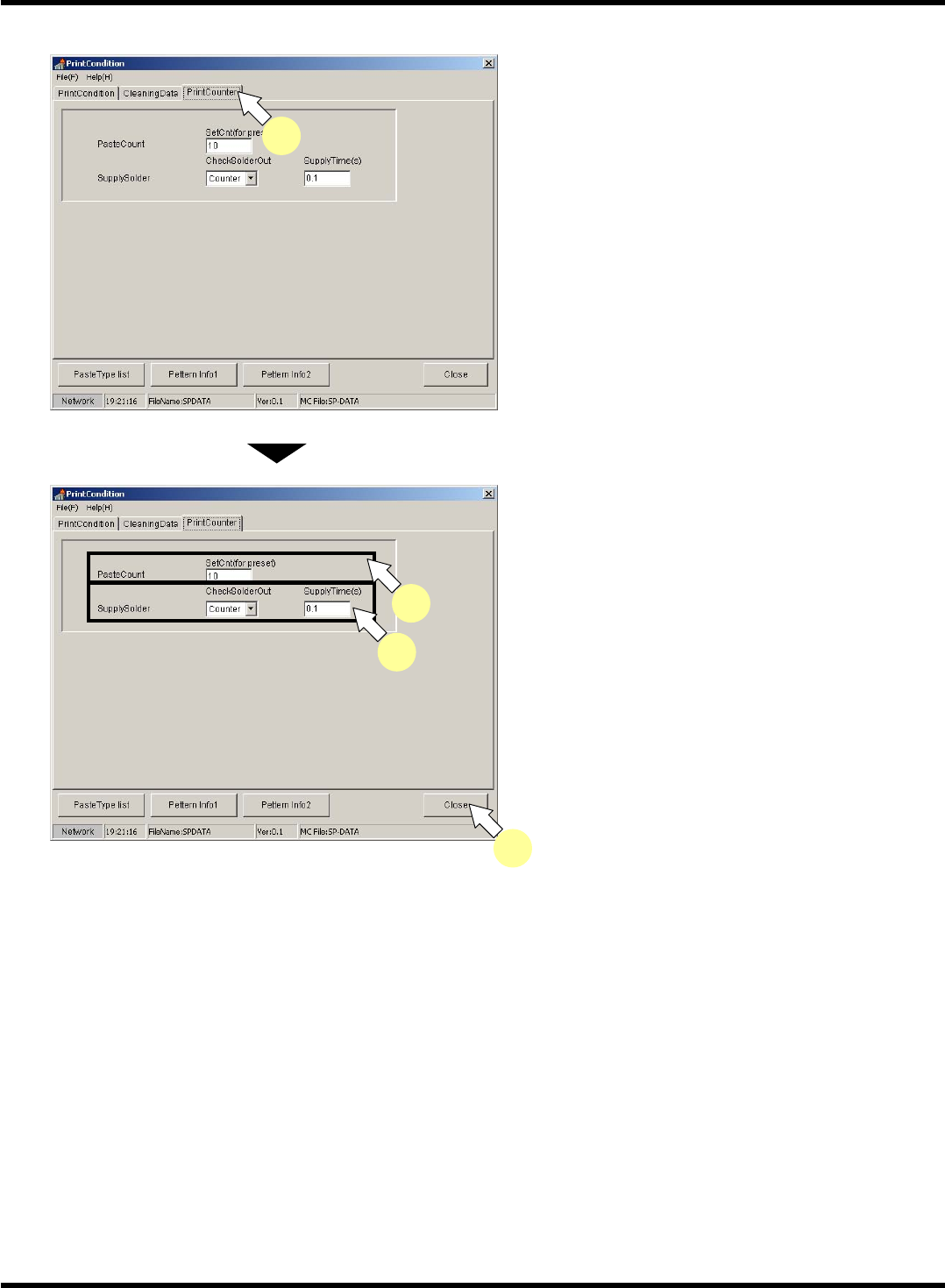
SP18P-L 程序手册 1.5 生产数据的编制 Page 1-39 2. 印刷计数器的编辑 1. 点击 [PrintCounter] ( 印刷计数器 ) 。 • 将显示 <Printcounter> ( 印刷计数器 ) 表。 2. 设定焊膏计数的设定次数。 3. 设定焊料用完确认及吐出时间。 4. 点击 [Close] ( 关闭 ) 。 • 将返回到主菜单。 EJP1A-C-PMA01-A02-02 EJP1A-Pt-00…
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-38
1.5.10
印刷计数器
1.
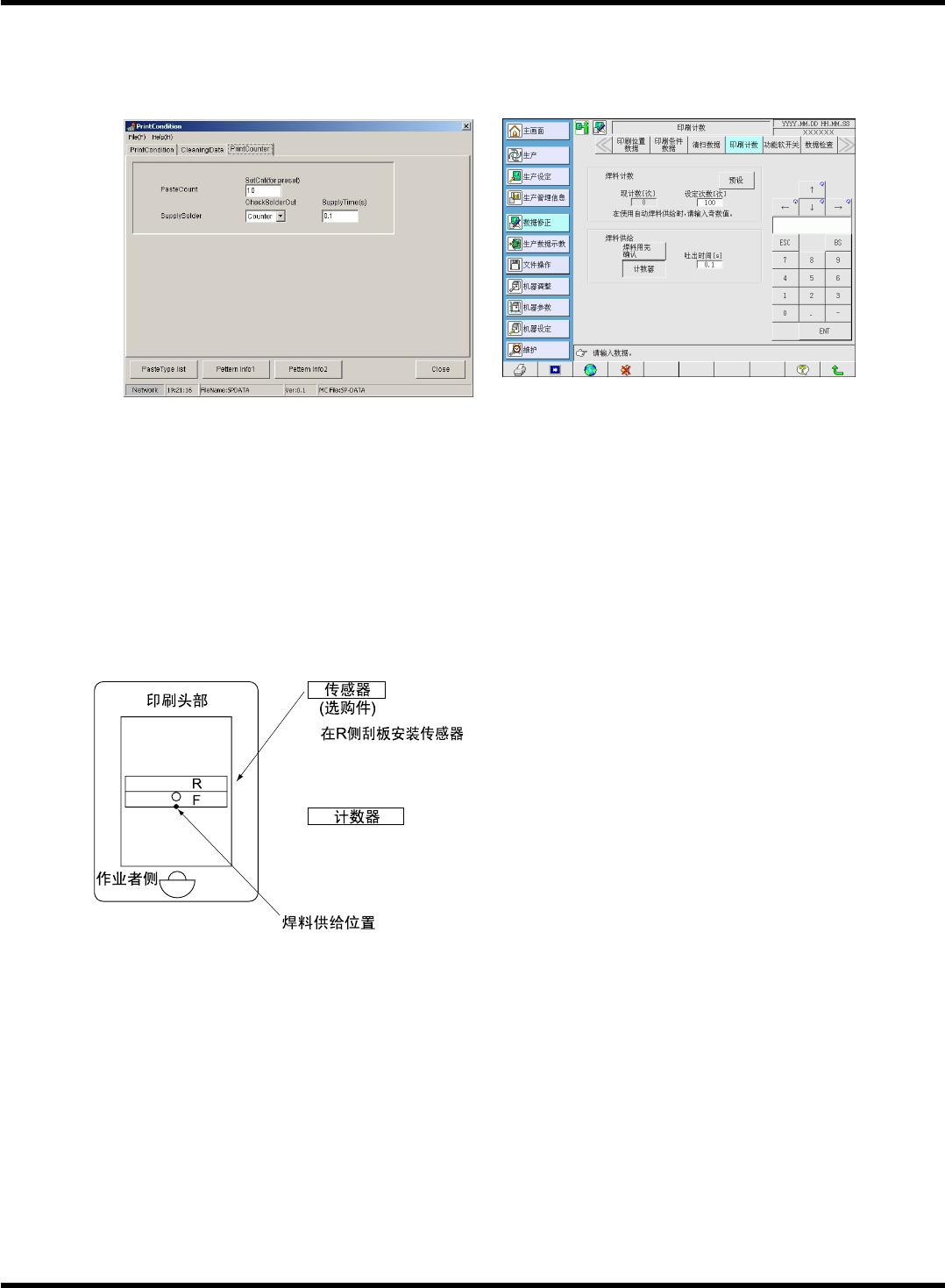
关于印刷计数器
1.
焊膏计数
在自动运转中印刷每
1
枚基板则减去
“1”
直到为
“0”
时停止
(
自动运转―焊料余量确认
)
或进行焊料
的自动供给
(
用选项、功能软开关设定
)
。设定次数输入计数的次数。
2.
焊料供给
A)
焊料用完确认
通过
[
传感器
]
或
[
计数器
]
中任意一个选择,并在此方式下,确认焊料的余量,进行焊料供给。
传感器
(
选购件
)
•
如果指定传感器,则
R
→
F
印刷时通过焊料余
量确认无焊料。焊料不足时,进行焊料的自动
供给
(
通过功能软开关进行设定
)
。
计数器
•
如果指定计数器则以自动运转的印刷方式来逐
一减去焊膏计数的数值,到
“0”
时停止,或进行
焊料的自动供给
(
通过功能软开关进行设定
)
。
∗
无焊料自动供给时请务必指定计数器。
B)
吐出时间
设定焊料自动供给时的焊料吐出时间。
EJP1A-Pt-0004
EJP1A-Dm-0003
EJP1A-613C
EJP1A-C-PMA01-A02-02
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-39
2.
印刷计数器的编辑
1.
点击
[PrintCounter] (
印刷计数器
)
。
•
将显示
<Printcounter> (
印刷计数器
)
表。
2.
设定焊膏计数的设定次数。
3.
设定焊料用完确认及吐出时间。
4.
点击
[Close] (
关闭
)
。
•
将返回到主菜单。
EJP1A-C-PMA01-A02-02
EJP1A-Pt-0004
1
EJP1A-Pt-0004
4
3
2
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-40
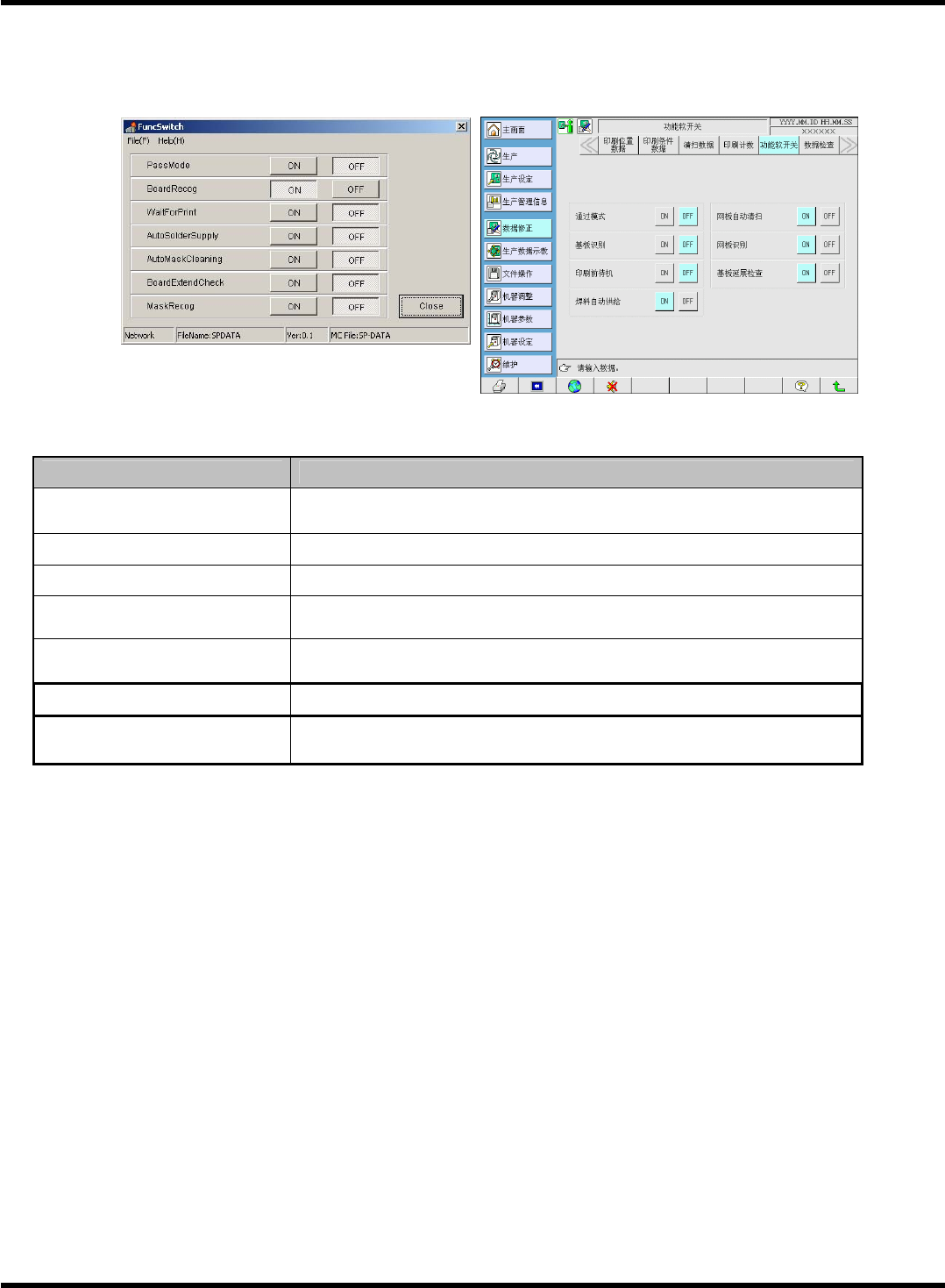
功能软开关
1.5.11
关于功能软开关
1.
功能软开关的设定
设定项目
设定时的功能
PassMode/
通过模式
在自动运转中仅进行基板搬送动作,不进行基板定位动作、识别动作、印
刷动作。
BoardRecog/
基板识别动作
进行基板识别动作,以识别补正动作为基础进行印刷。
WaitForPrint/
印刷前待机
来自后工序的基板要求到达后开始印刷。
AutoSolderSupply/
焊料自动供给
以印刷计数器设定的条件为基础进行自动供给。
AutoMaskCleaning/
网板自动清扫
以清扫数据设定的条件为基础进行网板清扫。
MaskRecog/
网板识别
自动运转的最初进行网板识别,并进行基板和网板的位置调整。
BoardExtendCheck/
基板延展检查
测定基板识别时的
A, B
两点间的距离,当与登录基板存在
0.5 mm
以上
的误差时将会发生错误停止。
EJP1A-C-PMA01-A02-02
EJP1A-Pt-0009
EJP1A-Dm-0006