SP18 程序手册.pdf - 第75页
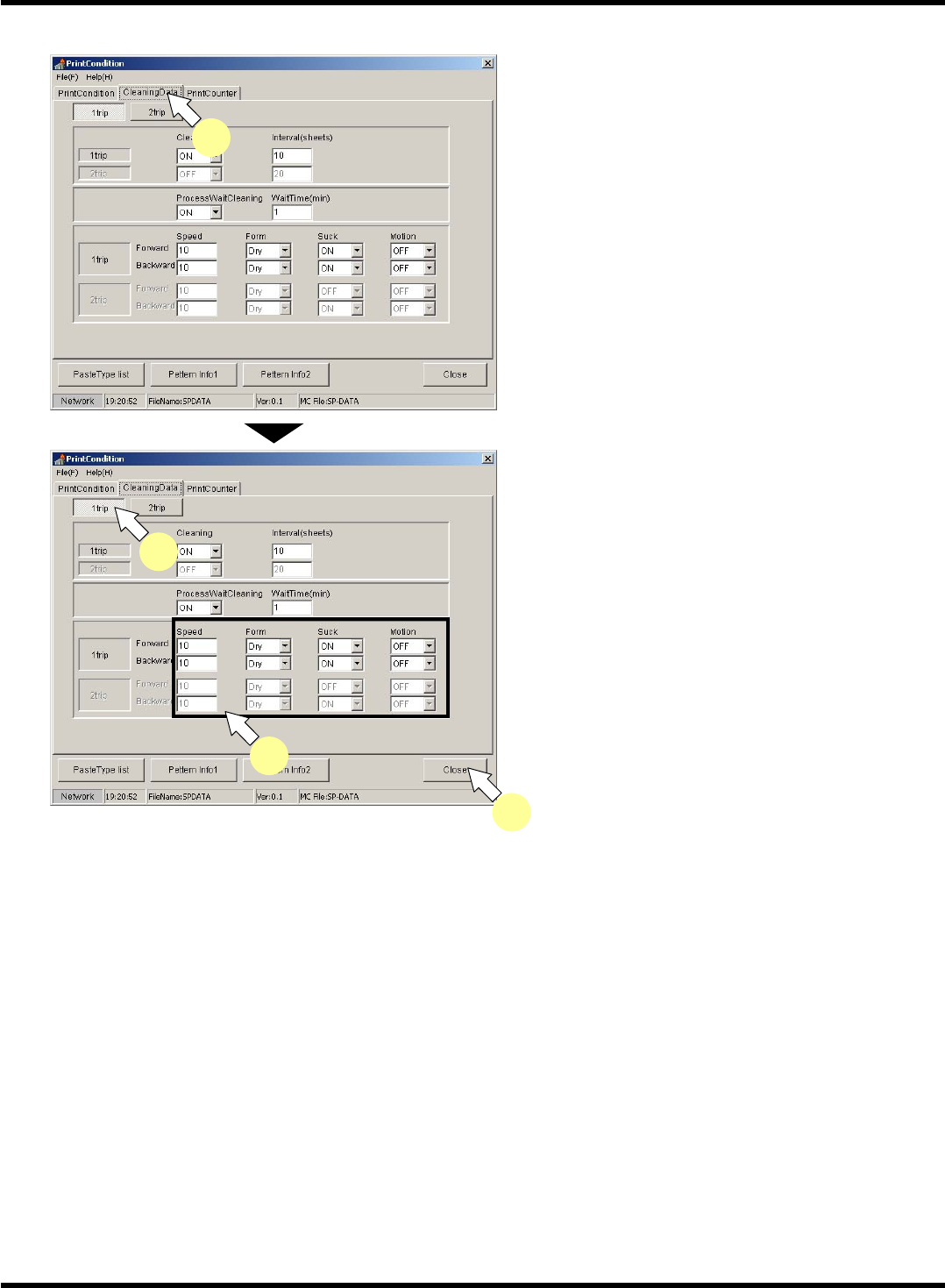
SP18P-L 程序手册 1.5 生产数据的编制 Page 1-37 2. 清扫数据的编辑 1. 点击 [CleaningData] ( 清扫数据 ) 。 • 将显示 <Cleanin gData> ( 清扫数据 ) 表。 2. 选择清扫方法。 • 使用本机侧的接触面板操作时, 通过 [1 次往返 ]/ [2 次往返 ] 的按钮进行切换。 3. 设定清扫时的速度、方式、吸引、动作。 4. 点击 [Close] ( 关闭 ) …
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-36
网板清扫的概念
往
干
1
次往返
返
干
焊料球和焊剂的清除
往
湿
薄膜状残留焊剂的清除
2
次往返
返
干
残留溶剂的清除
∗
焊膏
=
焊料球
+
焊剂
干式清扫
:
焊料球和焊剂的清除
(
网板开口部和网板背面
)
湿式清扫
:
薄膜状残留焊剂的清除
(
网板背面
)
网板清扫推荐条件
清扫节拍
(
当基板尺寸为
510
×
460
时
)
1
往返时间
:
约
30
秒
2
往返时间
:
约
70
秒
速度
mm /s
方式
吸引
往
50
干
ON
1
次往返
返
50
干
ON
往
30
湿
OFF
2
次往返
返
50
干
OFF
∗
通常使用
1
次往返模式,并定期使用
2
次往返模式的湿式清扫。
∗
在上述条件下清扫性能不良时,请进一步降低清扫速度。
要求
在使用湿式时请尽可能在
2
次往返模式中第
2
次往返的
“
去
”
时使用。
在
1
次往返模式下使用湿式时,根据某些焊料种类的不同,有可能会降低清扫的性能。
EJP1A-C-PMA01-A02-02
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-37
2.
清扫数据的编辑
1.
点击
[CleaningData] (
清扫数据
)
。
•
将显示
<CleaningData> (
清扫数据
)
表。
2.
选择清扫方法。
•
使用本机侧的接触面板操作时,通过
[1
次往返
]/
[2
次往返
]
的按钮进行切换。
3.
设定清扫时的速度、方式、吸引、动作。
4.
点击
[Close] (
关闭
)
。
•
将返回到主菜单。
EJP1A-C-PMA01-A02-02
EJP1A-Pt-0008
1
EJP1A-Pt-0008
2
3
4
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-38
1.5.10
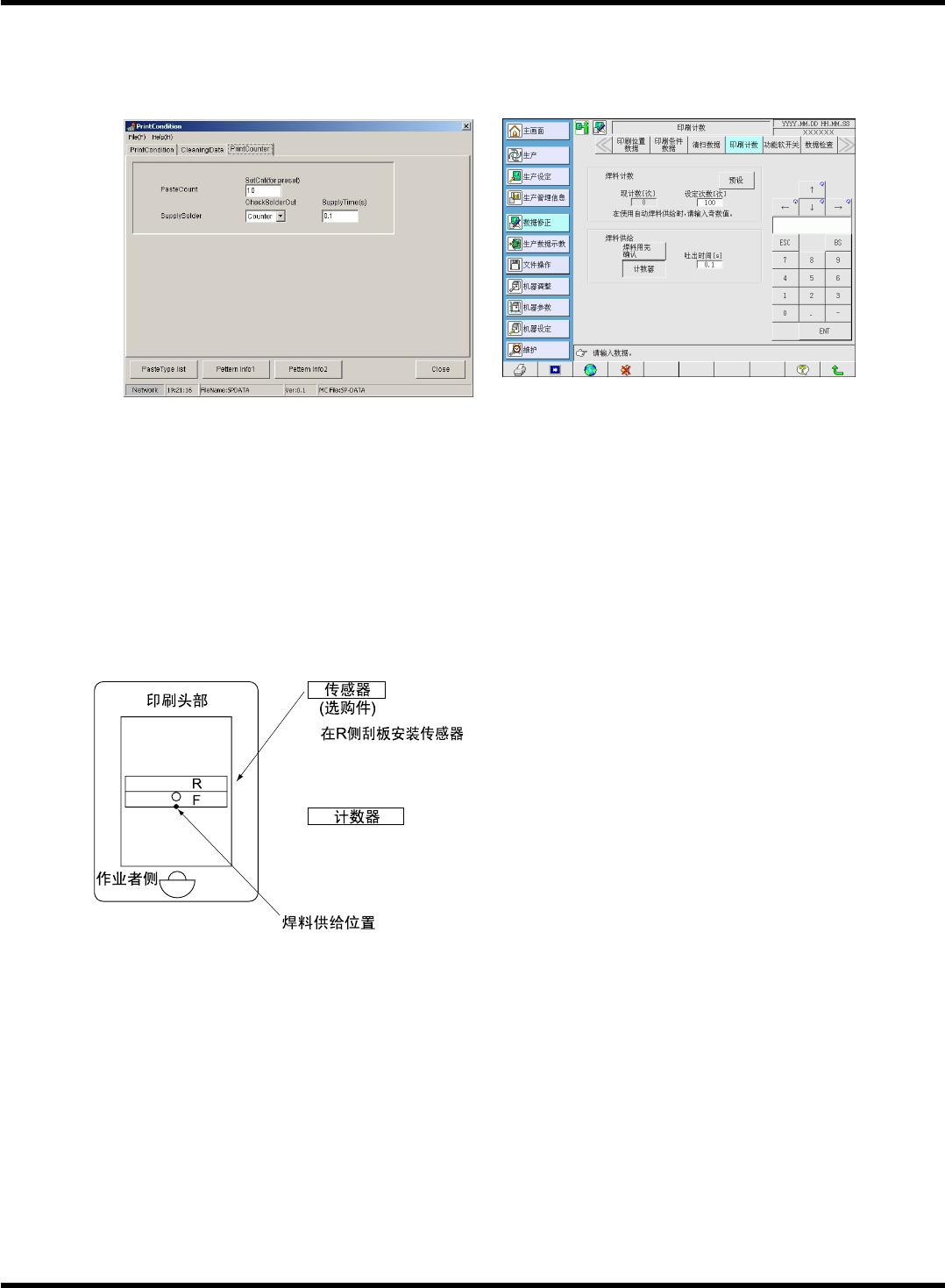
印刷计数器
1.
关于印刷计数器
1.
焊膏计数
在自动运转中印刷每
1
枚基板则减去
“1”
直到为
“0”
时停止
(
自动运转―焊料余量确认
)
或进行焊料
的自动供给
(
用选项、功能软开关设定
)
。设定次数输入计数的次数。
2.
焊料供给
A)
焊料用完确认
通过
[
传感器
]
或
[
计数器
]
中任意一个选择,并在此方式下,确认焊料的余量,进行焊料供给。
传感器
(
选购件
)
•
如果指定传感器,则
R
→
F
印刷时通过焊料余
量确认无焊料。焊料不足时,进行焊料的自动
供给
(
通过功能软开关进行设定
)
。
计数器
•
如果指定计数器则以自动运转的印刷方式来逐
一减去焊膏计数的数值,到
“0”
时停止,或进行
焊料的自动供给
(
通过功能软开关进行设定
)
。
∗
无焊料自动供给时请务必指定计数器。
B)
吐出时间
设定焊料自动供给时的焊料吐出时间。
EJP1A-Pt-0004
EJP1A-Dm-0003
EJP1A-613C
EJP1A-C-PMA01-A02-02