SP18 程序手册.pdf - 第53页
SP18P-L 程序手册 1.5 生产数据的编制 Page 1 -15 1.5.3 基板定位数据 1. 关于基板定位数 据 1. Y 方向夹具动作时限 设定基板固定时的支架 和夹具的动作时限。在默认状态下,为 “Lower” ( 下限 ) 。 ( 共用其他生产数据 时除外。 ) 支架上限 支架下限 支架上限 : 支撑块上升到上限后, 经过已设定的 “Delaytime” ( 延迟时间 ) 后,开始上基板夹具 。 基板材质为陶瓷,铁等 材…
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-14
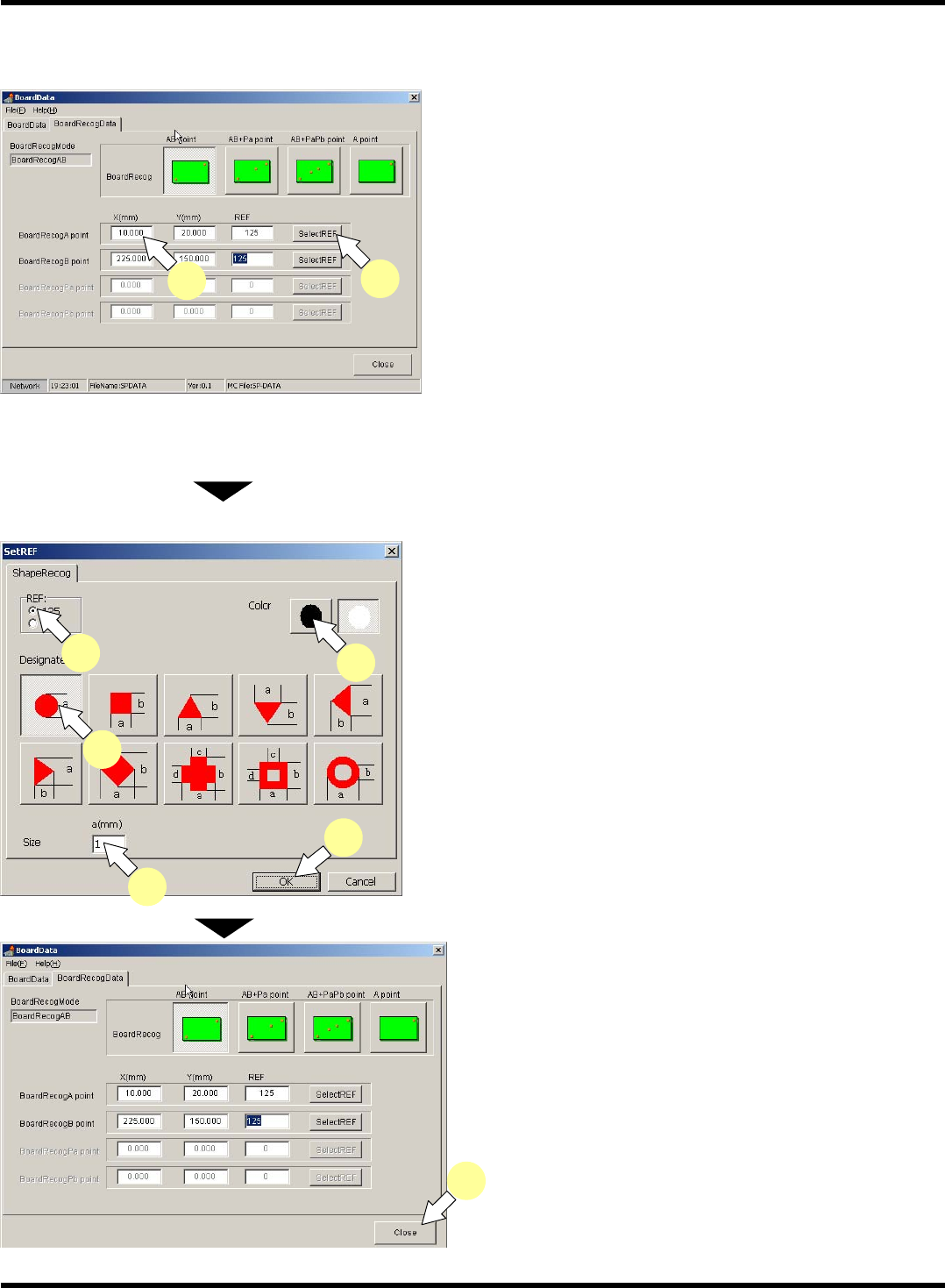
2.
基板识别数据的编辑
∗
功能软开关的基板识别在
OFF
时不能进行编辑。
1.
点击主菜单上的
[BoardRecogData] (
基板
识别数据
)
。
•
将显示
<BoardData> (
基板数据
)
窗口的
<BoardRecogData> (
基板识别数据
)
表。
2.
输入基板识别
A
点的坐标。
3.
点击
[SelectREF] (REF
选择
)
。
•
使用本机的接触面板操作时,将显示
<SetREF>
(REF
设定
)
窗口。
125
: 形状指定
(
自动
)
→
第一次进行基板识别时,系
统将会自动调整照明值。
126
:
形状指定
(
手动
)
→
用基板识别示教来指定照
明值。
47
∼
51
:
1
点区块
→
不按照标记而按照图象的匹配来
进行识别。不能使用整体示教。
4.
选择
REF
、形状、颜色,输入尺寸,点击
[OK]
。
•
<SetREF> (REF
设定
)
窗口关闭,
将显示
<BoardRecogData> (
基板识别数据
)
表。
5.
重复步骤
2. ~ 4.
输入
B
点的数据。
∗
选择
AB
+
Pa, AB
+
PaPb
时,
也请以同样方式输入
Pa, Pb
。
6.
点击
[Close] (
关闭
)
。
•
将返回主菜单。
EJP1A-C-PMA01-A02-01
EJP1A-Pt-0006
2
3
EJP1A-Pt-0021
4
4
4
4
4
EJP1A-Pt-0006
6
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-15
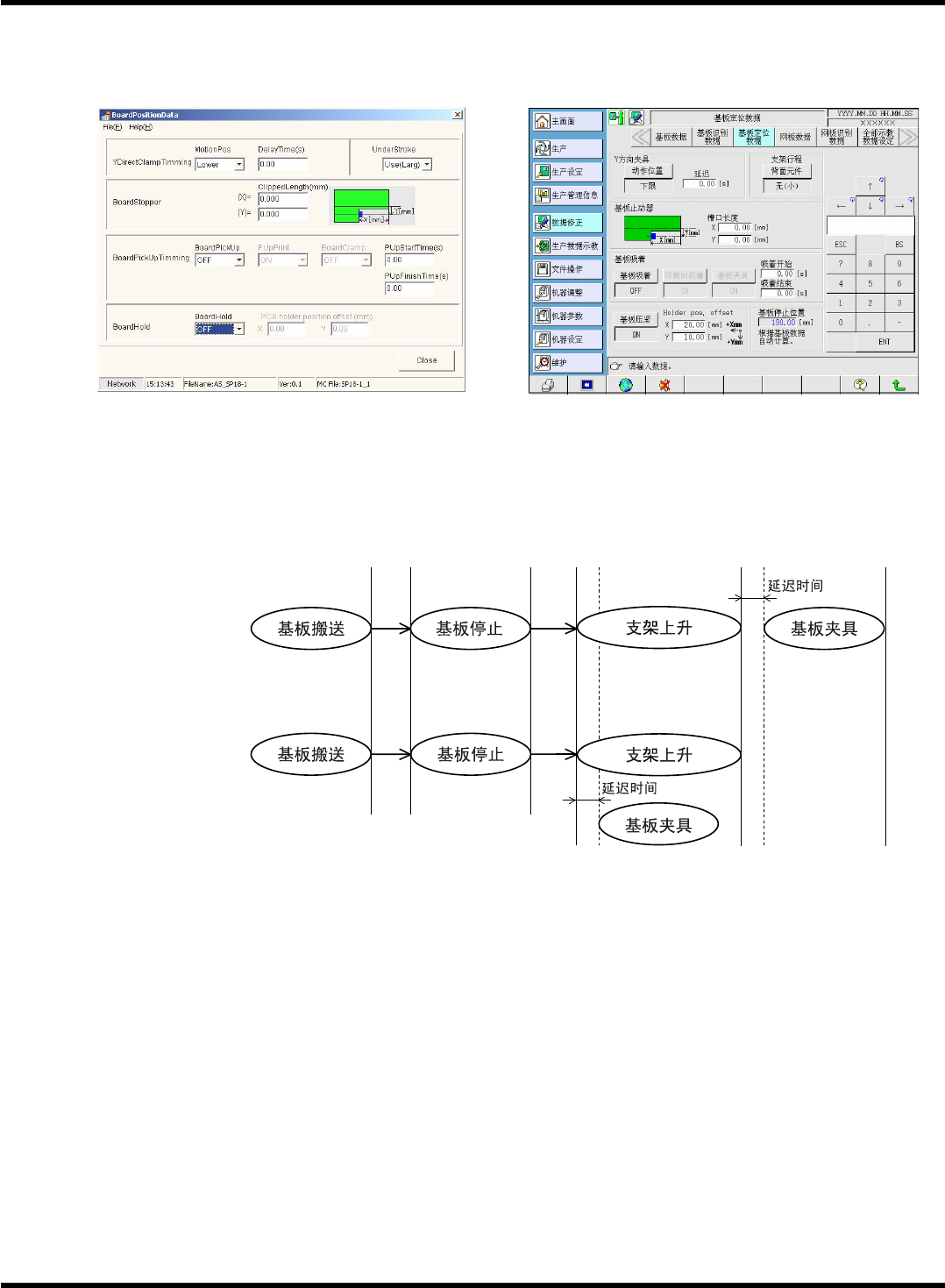
1.5.3
基板定位数据
1.
关于基板定位数据
1. Y
方向夹具动作时限
设定基板固定时的支架和夹具的动作时限。在默认状态下,为
“Lower” (
下限
)
。
(
共用其他生产数据
时除外。
)
支架上限
支架下限
支架上限
:
支撑块上升到上限后,经过已设定的
“Delaytime” (
延迟时间
)
后,开始上基板夹具。
基板材质为陶瓷,铁等材料时也具有良好的效果。
支架下限
:
支撑块上升开始后,经过已设定的
“Delaytime” (
延迟时间
)
后,开始上基板夹具。
基板材质为玻璃环氧、纸苯酚等材料时也具有良好效果。
2.
支架行程
设定基板搬送中的支架的待机位置
(
高度
)
。
通常以
“Unuse(Small)” (
无
(
小
))
使用。搬送反面实装完了的基板,并且该元件的高度在
10 mm
以
上时,请设定为
“Use(Larg)” (
有
(
大
))
。此时,在支架下降到最下限度的状态下搬送基板。
EJP1A-Pt-0025
EJP1A-Dm-0030
1D3C-665C
EJP1A-C-PMA01-A02-01
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-16
3.
基板止动器定位
基板止动器在照相机装置上。没有特别指定
(
切口长度
=0)
时,在基板的中心定位。对有切口等的
基板,避开该部分,可进行有稳定性的搬入处理。
另外,基板检测传感器因感应出支架而错误动作时,可把传感器挪到不会感应出支架的位置。
例
1)
左
→
右流向
例
2)
左
→
右流向
中心附近有切口时
切口中有平坦处的情况
EJP1A-607E EJP1A-608E
4.
基板吸着动作时限
为防止基板定位和印刷中的基板偏移,用吸着块
Z (
选购件
)
固定基板。并设定吸着开始时间、结
束时间,测定与夹紧动作的时限。
吸着开始时间
:
基板支架开始上升时,定时器
= 0
吸着开始时间请输入基板夹具动作延迟时间
+
0.3
秒左右的时间。
吸着结束时间
:
基板印刷后排出基板,基板支架开始下降时,定时器
= 0
有可能因在吸着“OFF”的同时基板弯曲恢复,而引起基板跳跃,这是基板落下的原因。
此时,请输入
+
0.1
秒左右。
印刷时吸着
:
设定印刷时是否进行基板吸着。
因有通过孔等,存在吸着时焊料洇出的情况。
此时请将印刷时吸着设定为
“OFF”
。
印刷时把吸着设定为
“OFF”
,在版分离动作后再次进行吸着。
基板夹紧
:
设定基板吸着时是否进行基板夹紧。
通常状态下的基板定位动作中,进行夹紧动作,但仅在基板吸着设定为
“ON”
,基板夹紧设定为
“OFF”
时,不进行基板夹紧动作。
因对极薄的基板进行基板夹紧而引起基板弯曲,无法正常保持时设定为
“OFF”
。
(
只吸着保持基
板。
)
5.
基板压紧
使用薄基板或弯曲基板时使用。通常设定为
“OFF”
。推荐将基板吸着设定为
“ON”
时,也将基板压紧
设定为
“ON”
。
压紧位置偏移量
:
使用基板压紧功能时,或基板切割位置位于基板的中心位置时设定此项。
以基板中心位置为基准,输入其偏移量。作为偏移量数据,请设定与基板中心点最接近的位置。
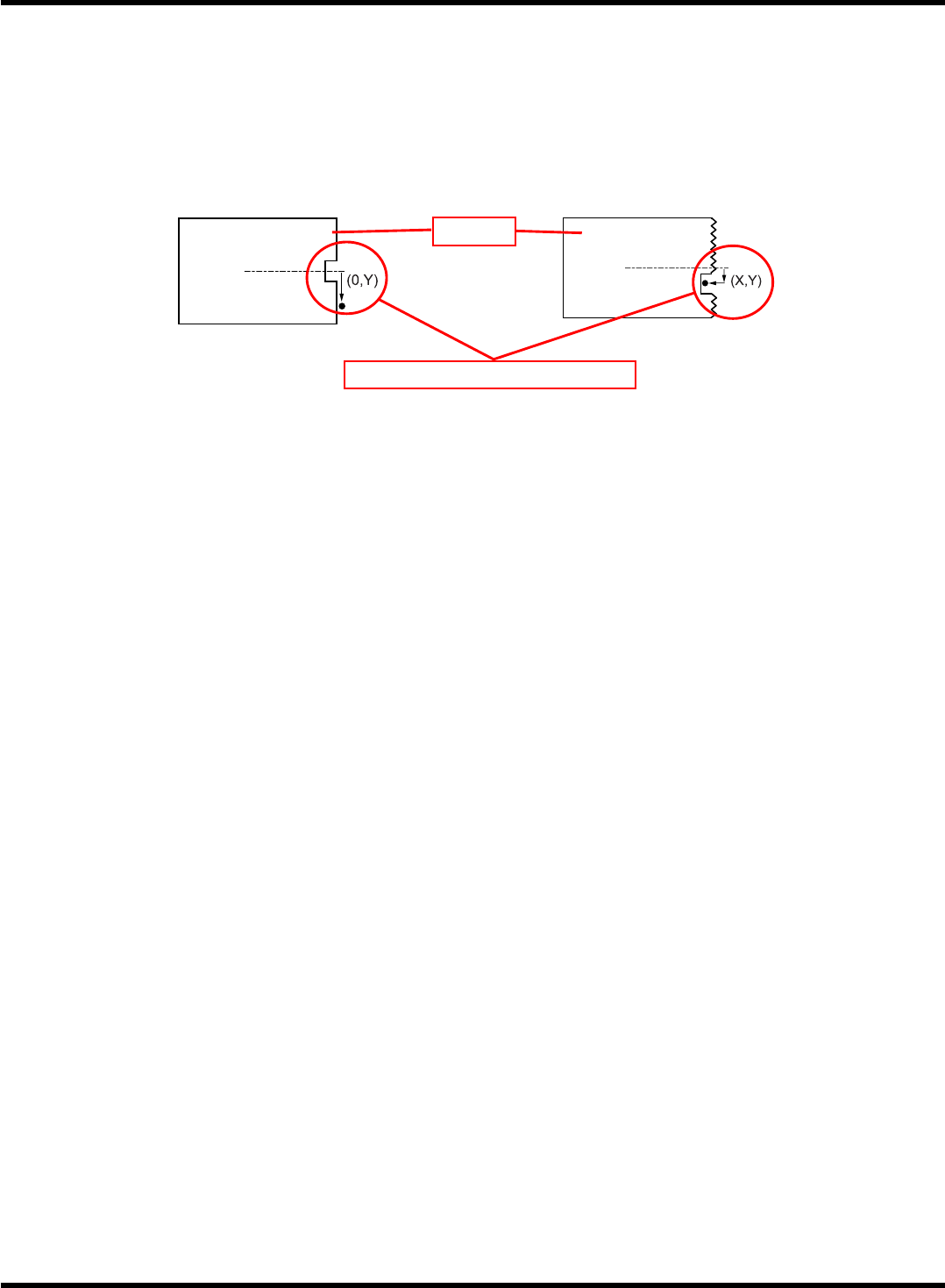
6.
基板停止位置
(
仅限于
SP
本体
)
显示基板在
XY
工作台上的夹紧位置
(
仅显示
)
。这是根据基板尺寸
X
、网板制版标准、网板制版标
准原点
(X)
为基准自动计算的。
EJP1A-C-PMA01-A02-01
缺口尺寸
(
输入该尺寸
)
基板