SP18 程序手册.pdf - 第67页
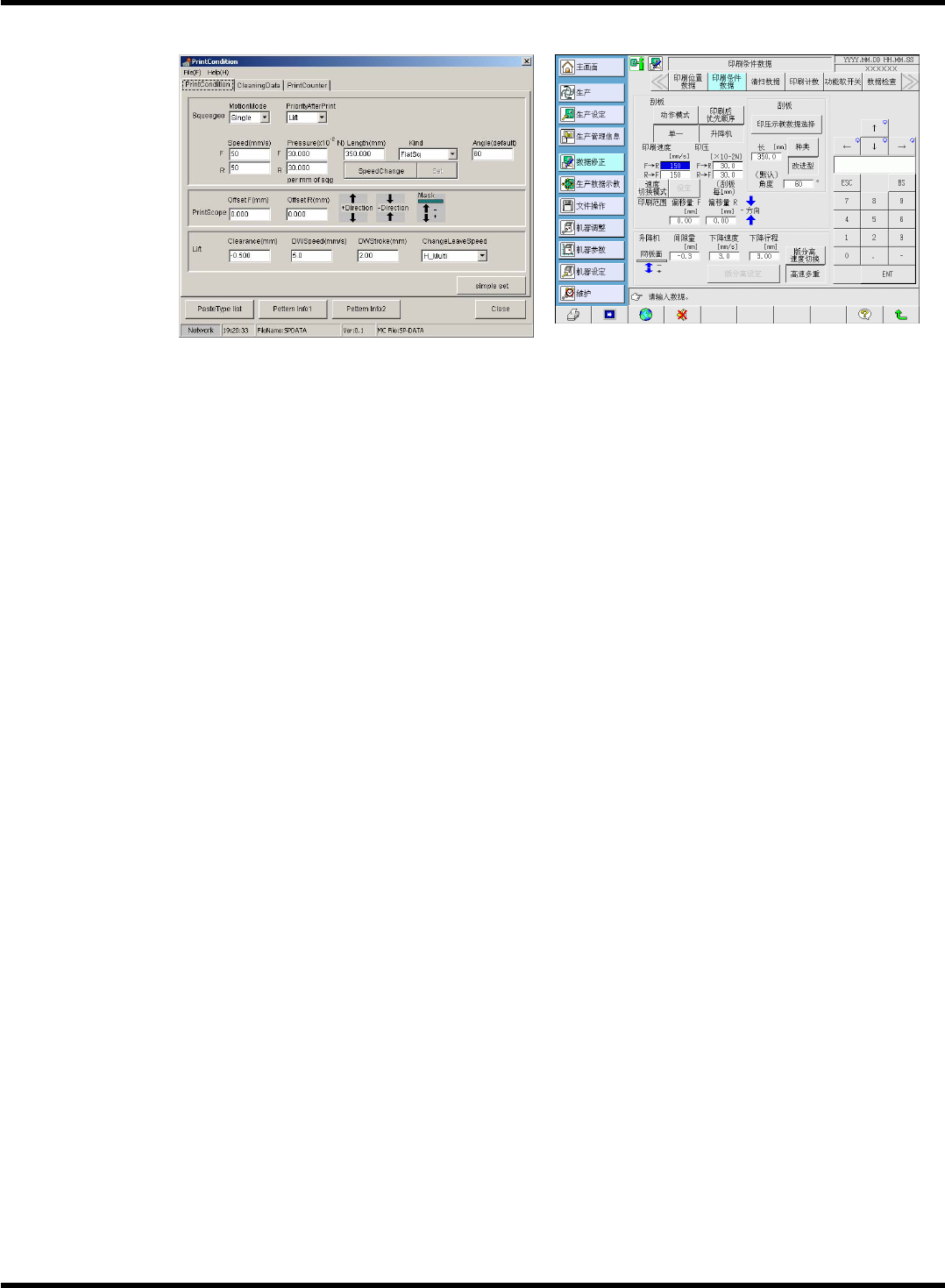
SP18P-L 程序手册 1.5 生产数据的编制 Page 1-29 3. 关于印刷条件数据 1. 刮板 A) 动作模式 进行单方向印刷动作 ( 单 ) ,往返印刷动作 ( 双 ) 的选择。 B) 印刷后优先顺序 印刷后,设定升降机和刮板哪一个先 运行,或同时运行。 升降机 (Lift) : 在下降状态固定刮板并进行版分离, 之后使刮板上升。 刮板 : 使刮板上升后,进行版分离。 同时 : 刮板上升和版分离同时开始。 支架 : 升降机在…
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-28
∗
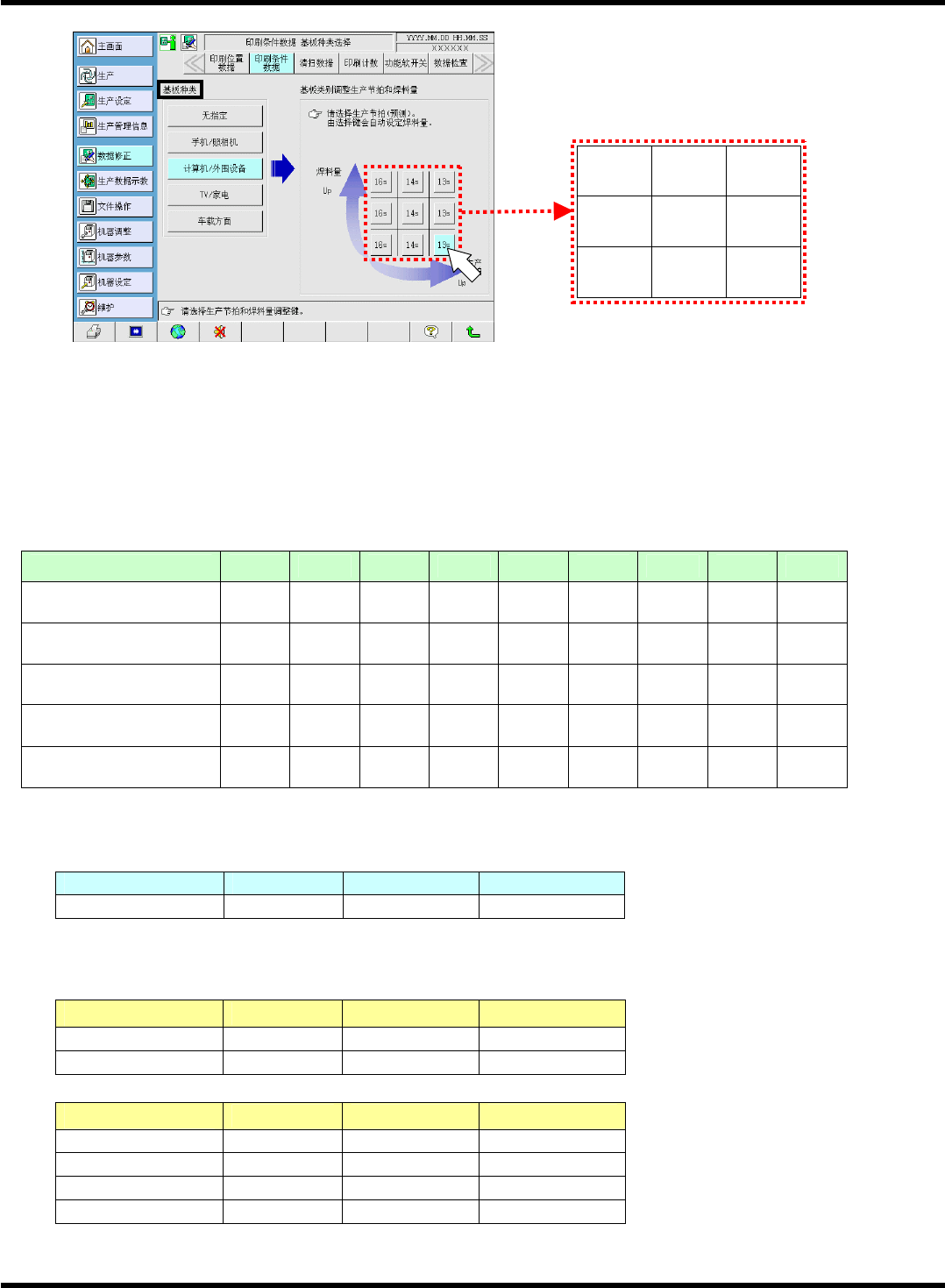
基板种类为大体的基准。请将它当作新设定条件时的初期设定而利用。
∗
在调整用按钮上显示各钮所选的预测循环时间
(
不含搬送时间
)
。
∗
在基板种类选择画面,选择按钮就要如下一样设定印刷速度和印压数据。
(
表
A)
上段
:
印刷速度
(mm/s)
下段
:
印压
(
×
10
-2
N
/mm)
基板种类
/
调整按钮
左上
上
右上
左
中央
右
左下
下
右下
无指定
25
25
50
35
75
40
25
20
50
30
75
35
25
15
50
25
75
30
行动电话
/
照相机
40
30
60
35
80
40
40
25
60
30
80
35
40
20
60
25
80
30
电脑
/
周边机器
50
35
100
45
130
50
50
30
100
40
130
45
50
25
100
35
130
40
电视
/
器家庭电器
25
25
50
35
75
40
25
20
50
30
75
35
25
15
50
25
75
30
汽车装载用品
25
25
50
35
75
40
25
20
50
30
75
35
25
15
50
25
75
30
∗
印刷条件设定支持画面的印刷速度以及印压数据根据材料的变化有可能不预告被变更。
版分离条件
间隙 速度 行程 种类
任意
5.0 3.0
高速多重
清扫条件
往返 间隔
:
5
枚
模式 吸引 速度
往 干式
ON 50
回 干式
ON 50
往返 间隔
:
20
枚
模式 吸引 速度
往 干式
ON 50
回 干式
ON 50
往 湿式
OFF 30
回 湿式
OFF 100
左上
上
右上
左
中央
右
左下
下
右下
EJP1A-C-PMA01-A02-04
EJP1A-Dm-0032
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-29
3.
关于印刷条件数据
1.
刮板
A)
动作模式
进行单方向印刷动作
(
单
)
,往返印刷动作
(
双
)
的选择。
B)
印刷后优先顺序
印刷后,设定升降机和刮板哪一个先运行,或同时运行。
升降机
(Lift)
:
在下降状态固定刮板并进行版分离,之后使刮板上升。
刮板
:
使刮板上升后,进行版分离。
同时
:
刮板上升和版分离同时开始。
支架
:
升降机在印刷的高度上以夹持器支撑网板,仅在支架上进行版分离。由于基板必
须被吸着,故有必要使用真空泵进行基板吸着。
C)
印刷速度
印刷动作时的刮板移动速度。
D)
印压
印刷动作时向刮板增加的力量。
E)
长度
输入刮板的长度。
∗
C. ~ E.
根据焊膏的种类,基板尺寸·网板数据等的条件输入相应的数据。
F)
种类
从
“
平
”
、
“Advanced” (
改进
)
中选择刮板种类。
使用改进型刮板时,设定为
“Advanced” (
改进
)
。
G)
印压示教数据选择
按开关,则显示
<
印压示教数据一览
>
画面。
E
J
P1A-Pt-
0003
EJP1A-Dm-0029
EJP1A-C-PMA01-A02-02
SP18P-L
程序手册
1.5
生产数据的编制
Page 1-30
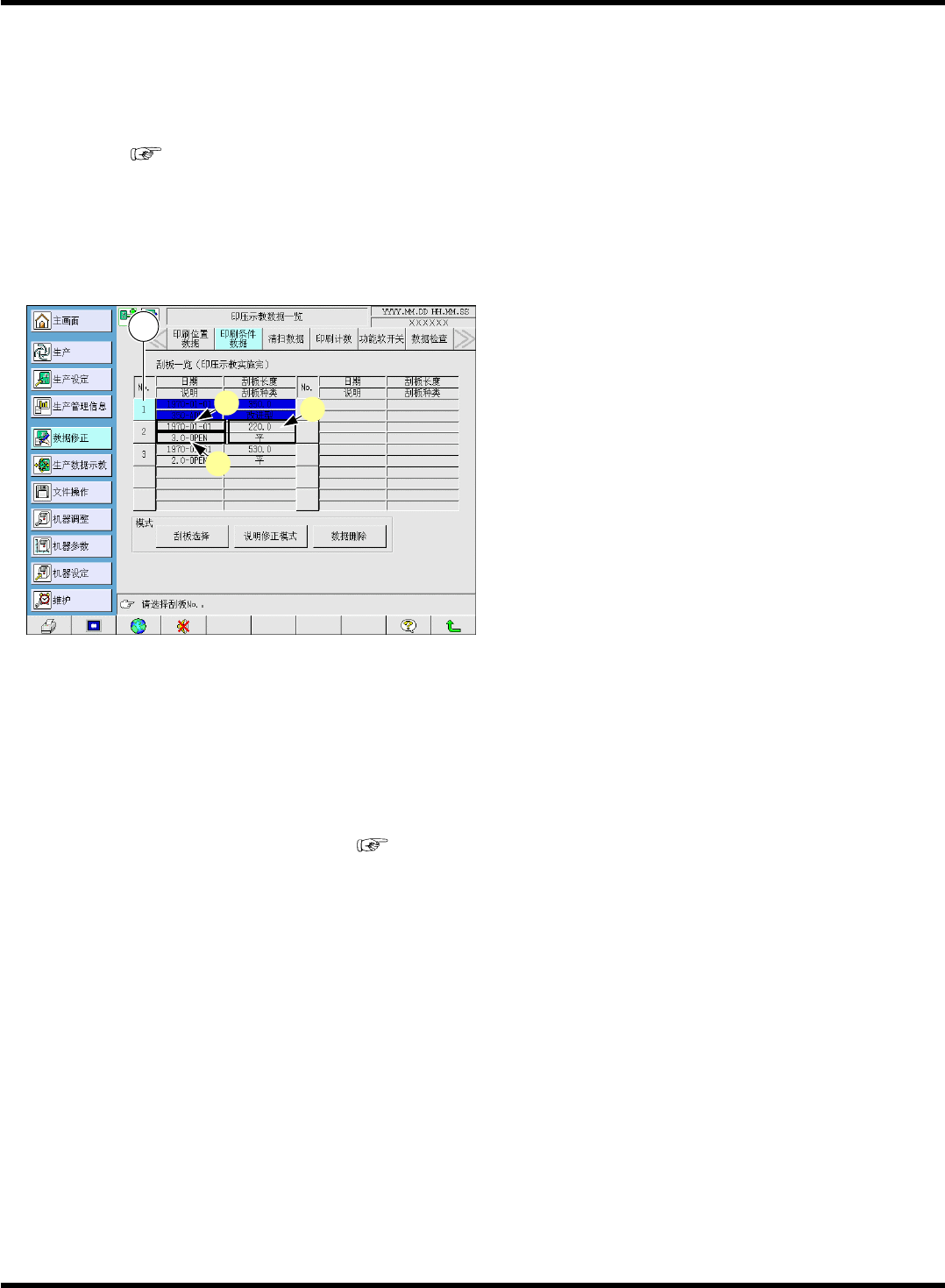
印压示教数据一览
显示已进行印压示教的刮板数据一览
(
刮板长度、刮板种类
)
。
如果更换刮板,根据刮板的材质等重量也会发生变化,实际的印压会与设定值产生差异。因此,请
务必在生产前进行一次印压示教。
(
操作手册
)
但是,如果进行一次印压示教,则进行印压示教后的刮板的数据作为示教数据,被登录在
<
印压示
教数据一览
>
上。
登录后,请从画面中选择使用的刮板。
∗
如果按使用刮板的
No.
,则刮板的长度和刮板
的种类将反映在印刷条件数据上。
a.
显示进行印压示教的日期。
b.
即使刮板的长度,种类相同,但材质不同的刮板仍可登录。
(
例
:
氨基钾酸乙酯刮板、金属刮板等
)
c.
为区别不同材质的刮板,在日期下显示说明。
说明请在印压示教结束后输入。
(
操作手册
)
EJP1A-C-PMA01-A02-02
EJP1A-Dm-0023
1
b
a
c