西门子贴片机D4培训.pdf - 第44页
三、 D 系列轨道传送皮带张力和测试点介绍 当 D 系列更换新的皮带后, 一定要测试皮带的张力, 否则轨道夹板时会报错, 以下是 D4 皮带的张力参数及测试点。 西门子贴片机 D4 培训报告 第 44 页 共 48 页 44
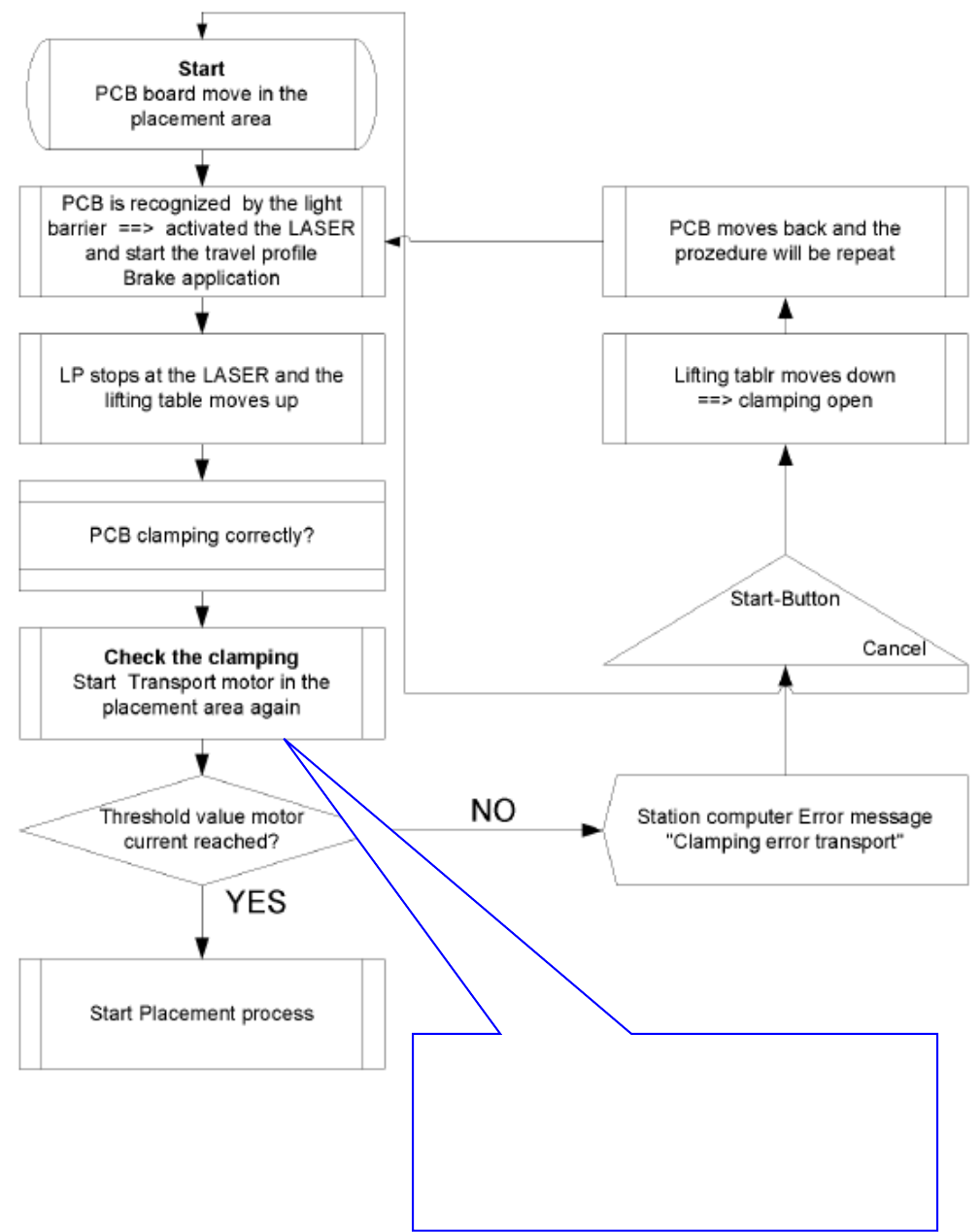
二、Check the PCB board clamping 过程
检查板是否加紧,轨道传皮带再次进行传送,根据夹紧 PCB 板的
程度不同,马达会通过皮带的运动产生一定的电流大小,与夹紧
板所需要的电流大小做比较。当电流达到所需的值时进行贴片,
否则报错。由此可见,PCB 是否被夹紧,是靠皮带再次运转,最
终转化为马达电流大小检测的。所以,更换完轨道的传送皮带后,
皮带张力的大小一定要测试。
西门子贴片机 D4 培训报告 第 43 页 共 48 页
43
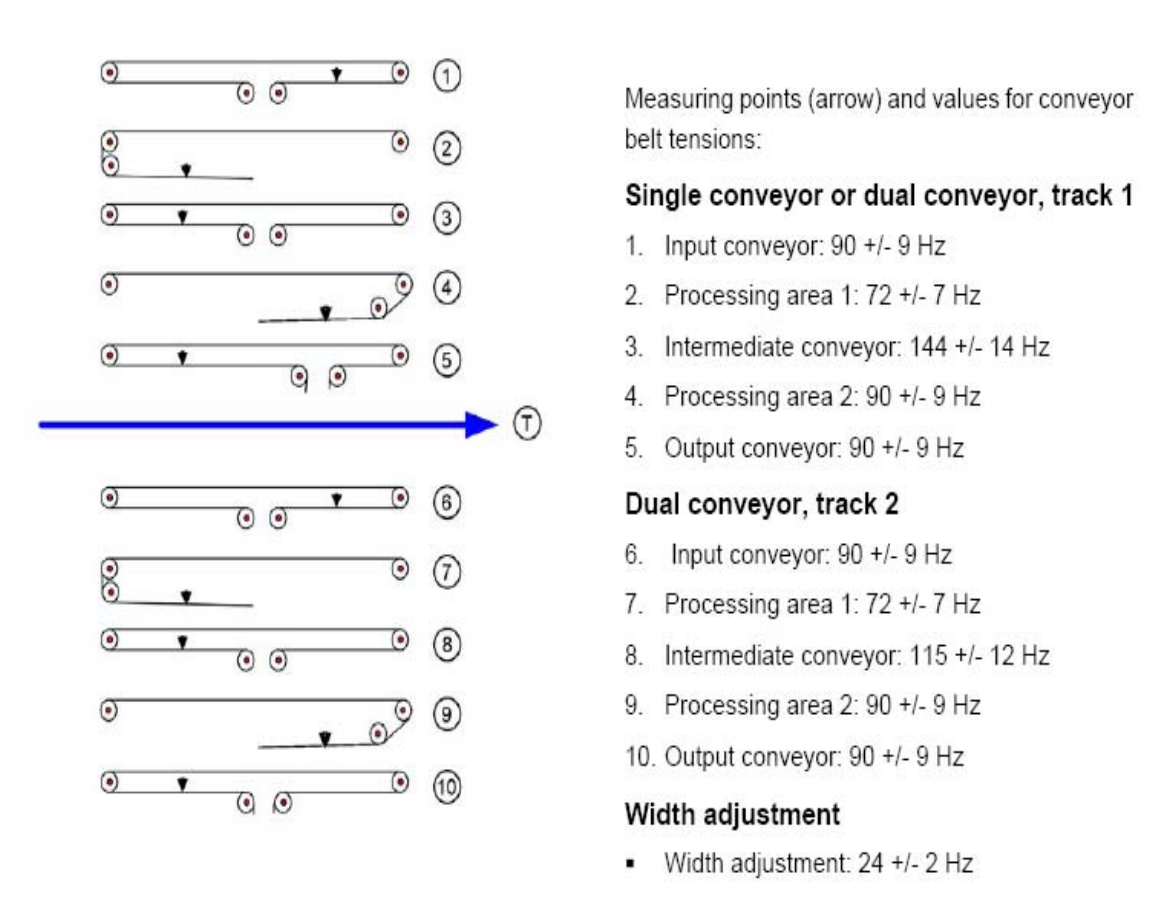
三、D 系列轨道传送皮带张力和测试点介绍
当 D 系列更换新的皮带后,一定要测试皮带的张力,否则轨道夹板时会报错,
以下是 D4 皮带的张力参数及测试点。
西门子贴片机 D4 培训报告 第 44 页 共 48 页
44
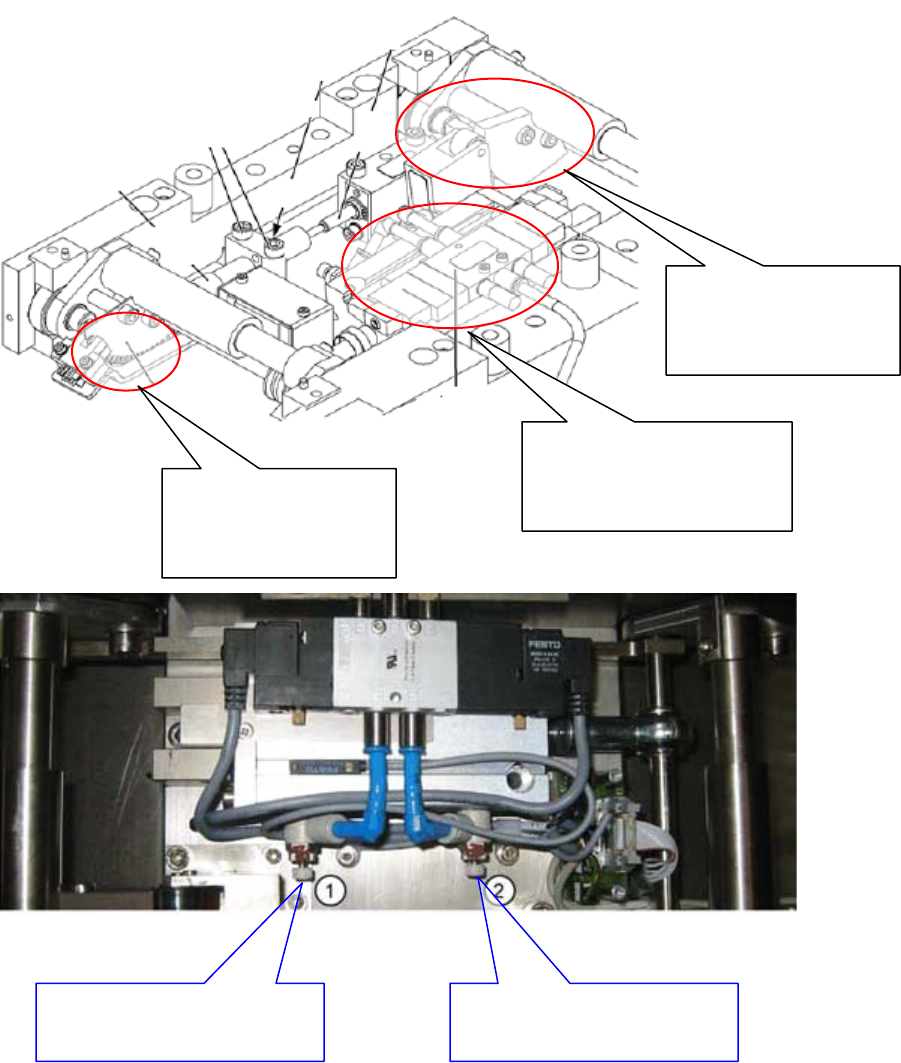
第三节:Lifting Table 结构介绍
1、松开支撑 table 上的 4 个螺丝,取下铁板,便看到 Lifting Table 的结构如下图所示:
2、lifting table 正常下降需要满足的条件: lifting table 正常上升需要满足的条件:
1)叶片下降 7-8 个齿 1) 叶片上升 7-8 个齿
2)下降时间要求 480+/-20ms 2)上升时间要求 500+/-20ms
3)汽缸上的 Sensor 感应到 3)通过软件检测,马达电流达到一定的值
(备注:上升无 Sensor 感应 )
叶片,上面有锯齿,
lifting table 上升时锯
齿随着叶片一起上升
lifting table 上升的缓
冲装置,控制 table 上
升下降速度的稳定性
电磁阀,通过调节进气量的大
小来控制 lifting table 上升、下
降的速度,具体见下图
①旋钮,通过调节进气量的
大小控制 lifting table 下降
②旋钮,通过调节进气量的
大小控制 lifting table 上升
西门子贴片机 D4 培训报告 第 45 页 共 48 页
45