西门子贴片机D4培训.pdf - 第46页
3 、查看 lifting table 上升与下降的时间步骤如 下图所示 : 第一步:进入 sitest → lifting table 上升界面 第三步: 上升时间 519ms 第二步:点击 第三步:上升时间 493ms 第一步:进入 sitest → lifting table 下降界面 第二步:点击 西门子贴片机 D4 培训报告 第 46 页 共 48 页 46
第三节:Lifting Table 结构介绍
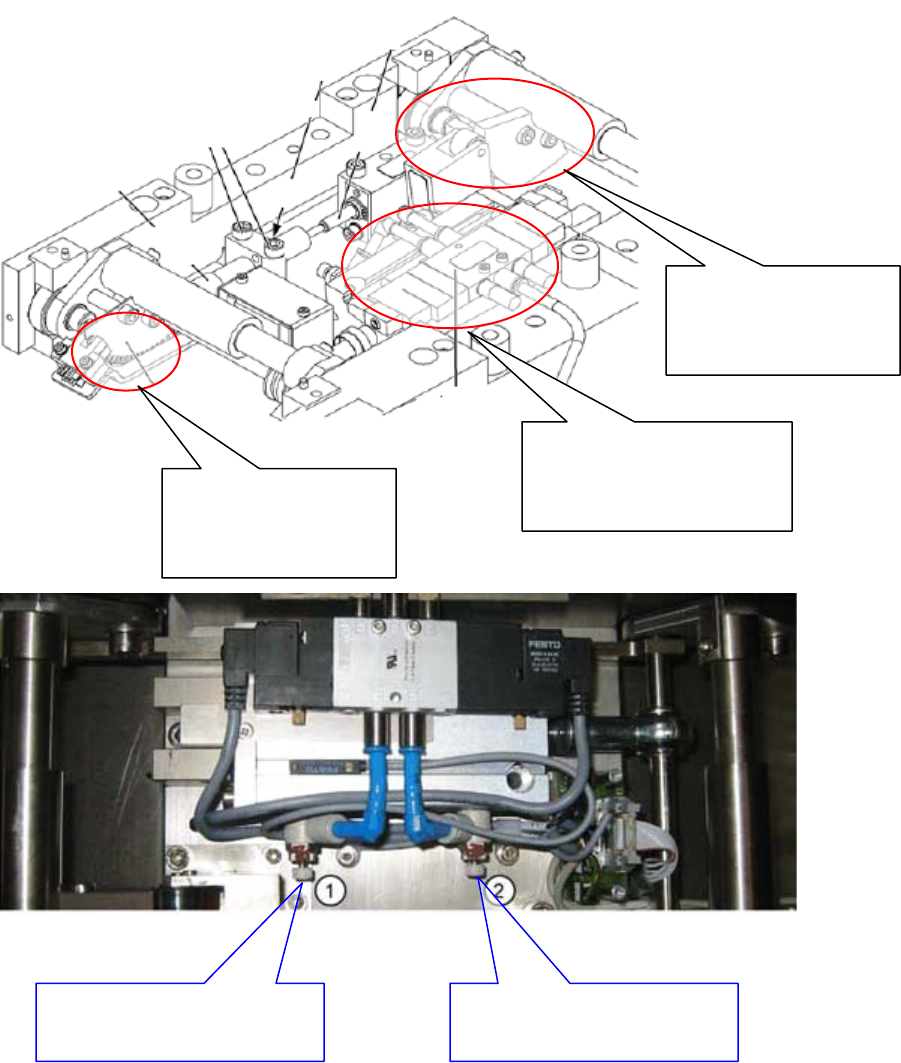
1、松开支撑 table 上的 4 个螺丝,取下铁板,便看到 Lifting Table 的结构如下图所示:
2、lifting table 正常下降需要满足的条件: lifting table 正常上升需要满足的条件:
1)叶片下降 7-8 个齿 1) 叶片上升 7-8 个齿
2)下降时间要求 480+/-20ms 2)上升时间要求 500+/-20ms
3)汽缸上的 Sensor 感应到 3)通过软件检测,马达电流达到一定的值
(备注:上升无 Sensor 感应 )
叶片,上面有锯齿,
lifting table 上升时锯
齿随着叶片一起上升
lifting table 上升的缓
冲装置,控制 table 上
升下降速度的稳定性
电磁阀,通过调节进气量的大
小来控制 lifting table 上升、下
降的速度,具体见下图
①旋钮,通过调节进气量的
大小控制 lifting table 下降
②旋钮,通过调节进气量的
大小控制 lifting table 上升
西门子贴片机 D4 培训报告 第 45 页 共 48 页
45
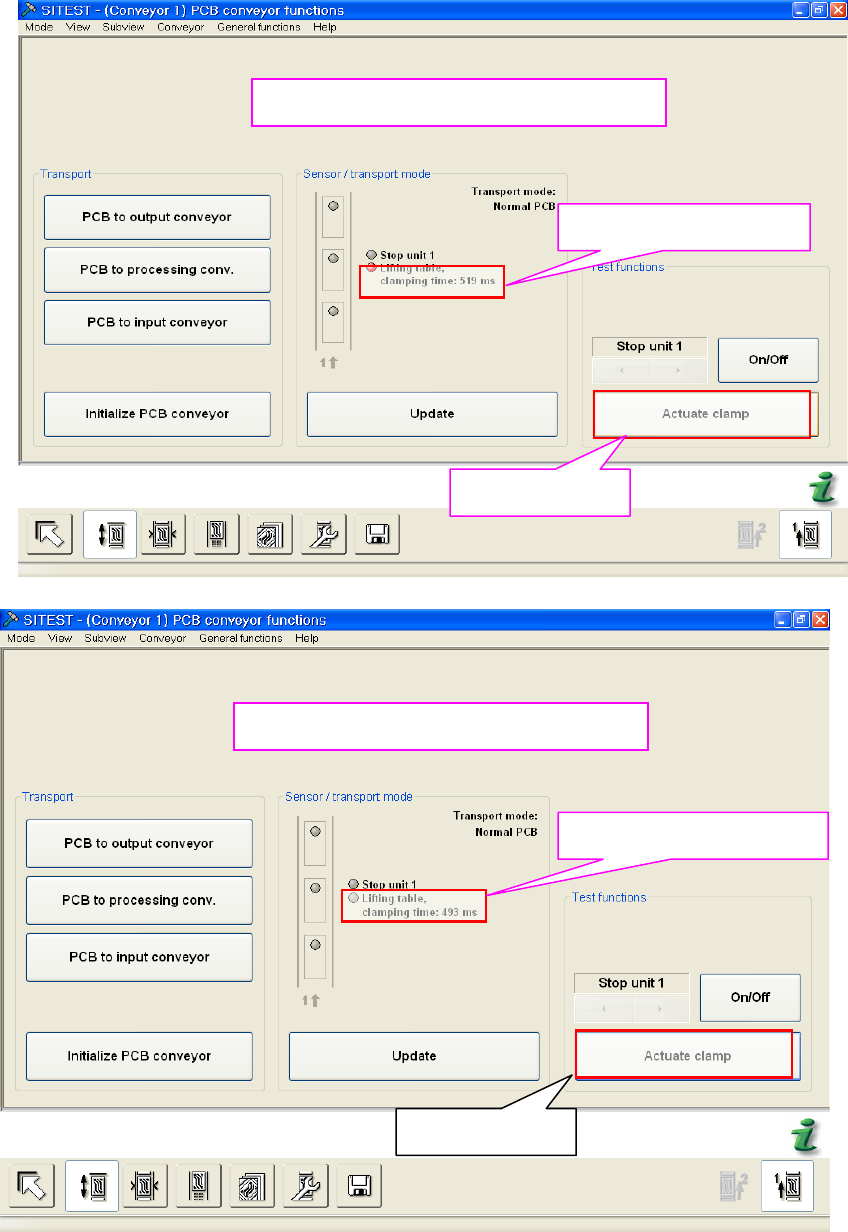
3、查看 lifting table 上升与下降的时间步骤如下图所示:
第一步:进入 sitest→lifting table 上升界面
第三步:上升时间 519ms
第二步:点击
第三步:上升时间 493ms
第一步:进入 sitest→lifting table 下降界面
第二步:点击
西门子贴片机 D4 培训报告 第 46 页 共 48 页
46
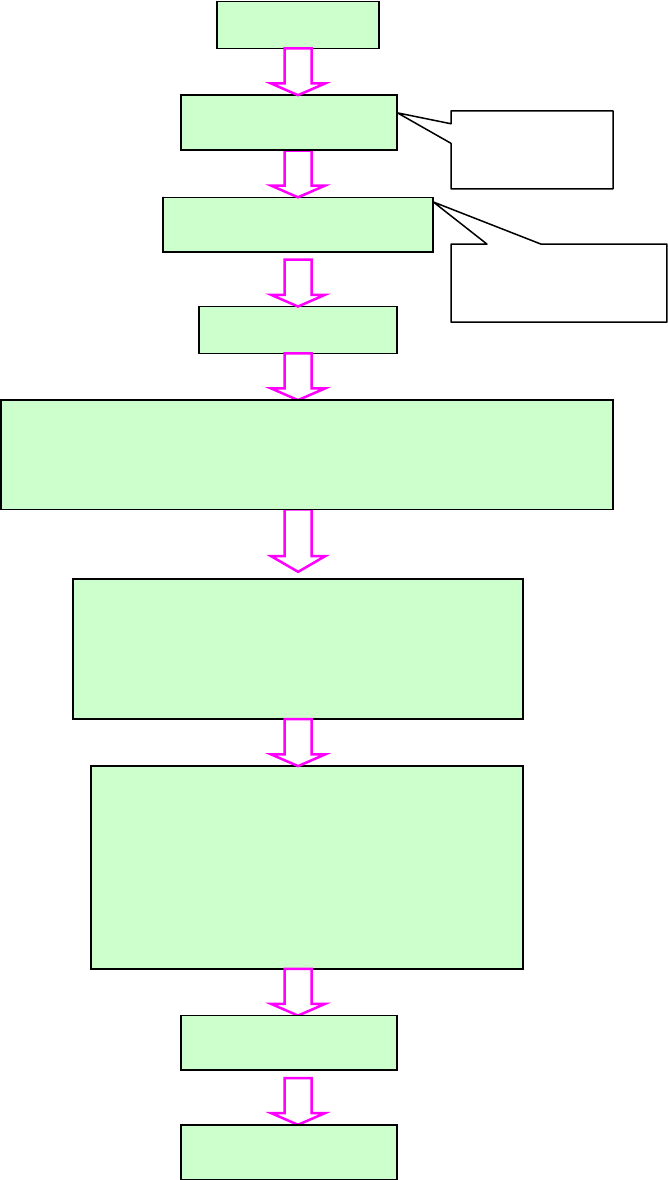
第七章: Calibration 的介绍
第一节:D 系列贴片机 RV 头校准的顺序
Machine Zero point
PCB Camera
Travel range X/Y Axis
calibration the max and min position of the travel range
备注:HS27、HS50 校准中没有此项
HS27、HS50 的 Machine
zero point 校准在最后
校准 Star 轴原点
calibration head
D 系列校准的值
需要除以 2.5
开 始
PCB Mapping
clibration and teach ofposition
①calibration conveyor edges
②calibration conveyor width
③calibration pcb reference corner
④pick-up positions
⑤C&P head nozzle changer
①camere coefficient、Angle
②calibration head offset 1(top)
③calibration head offset 11(bottom)
Head Mapping
西门子贴片机 D4 培训报告 第 47 页 共 48 页
47