SMT检验规范.pdf - 第40页
Subject : SMT In-Line Workman-ship Inspection Standard 拒收之銲點: 圖形 99 CONNECTOR, 拒收 1. 銲錫未全部充滿於零件接著面與銲墊㆖,且零 件 50% 以㆖腳寬超出錫墊範圍。 D - 6
Subject:
SMT In-Line Workman-ship Inspection Standard
D-5 CONNECTOR 零件置放標準及圖例
標準:
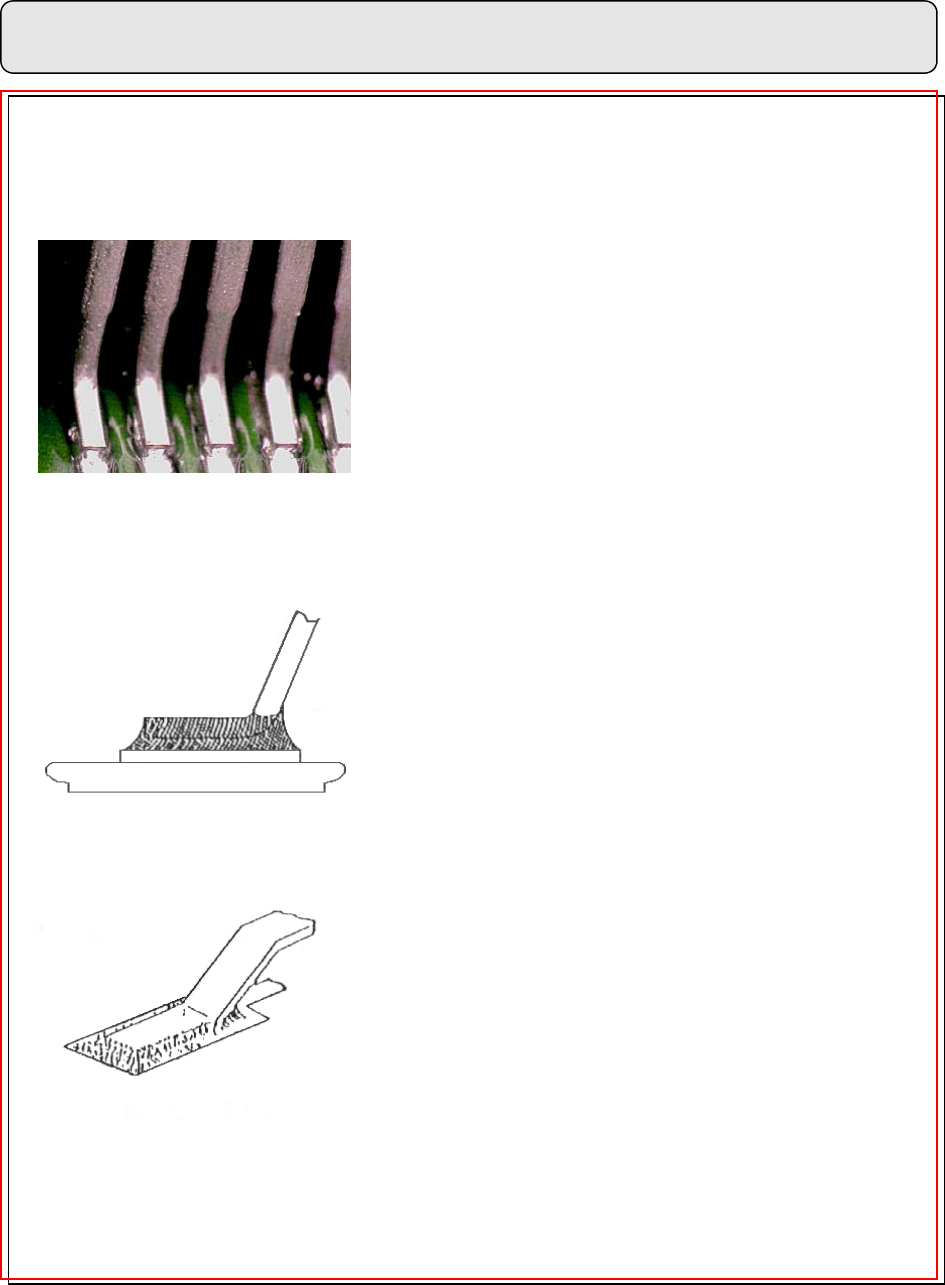
圖形 96 CONNECTOR, 標準
1. 零件腳位於銲墊㆗央。
2. 零件端點與銲墊間皆充滿足夠的銲錫,而且呈
平滑圓弧形。
3. 零件腳與銲接面平貼於銲墊㆖。
圖形 97 CONNECTOR, 標準
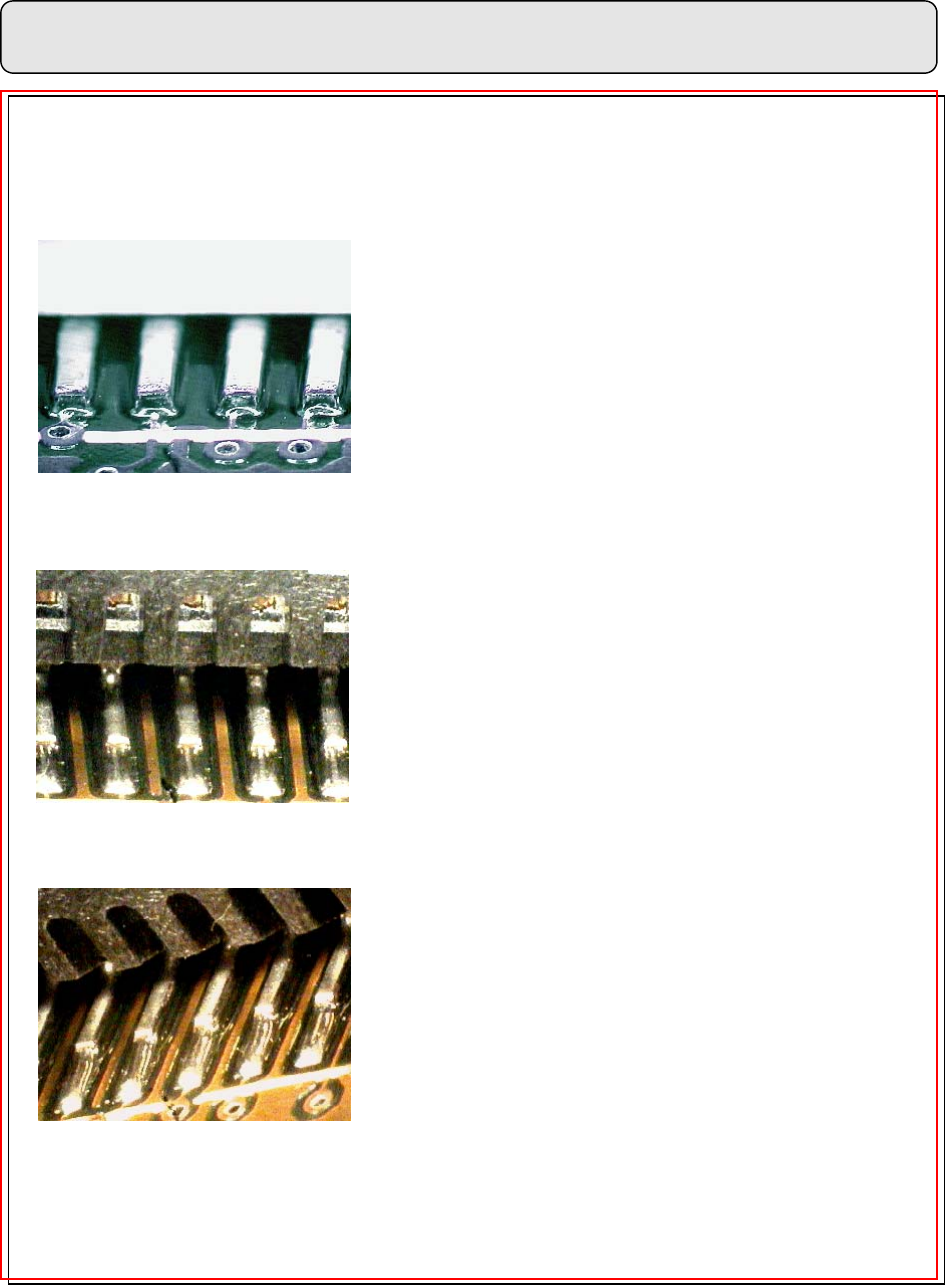
圖形 98 CONNECTOR, 允收
允收之銲點:
1. 零件接著面在銲墊範圍內,且 50%以㆖腳寬位
於錫墊範圍內。
D-5
Subject:
SMT In-Line Workman-ship Inspection Standard
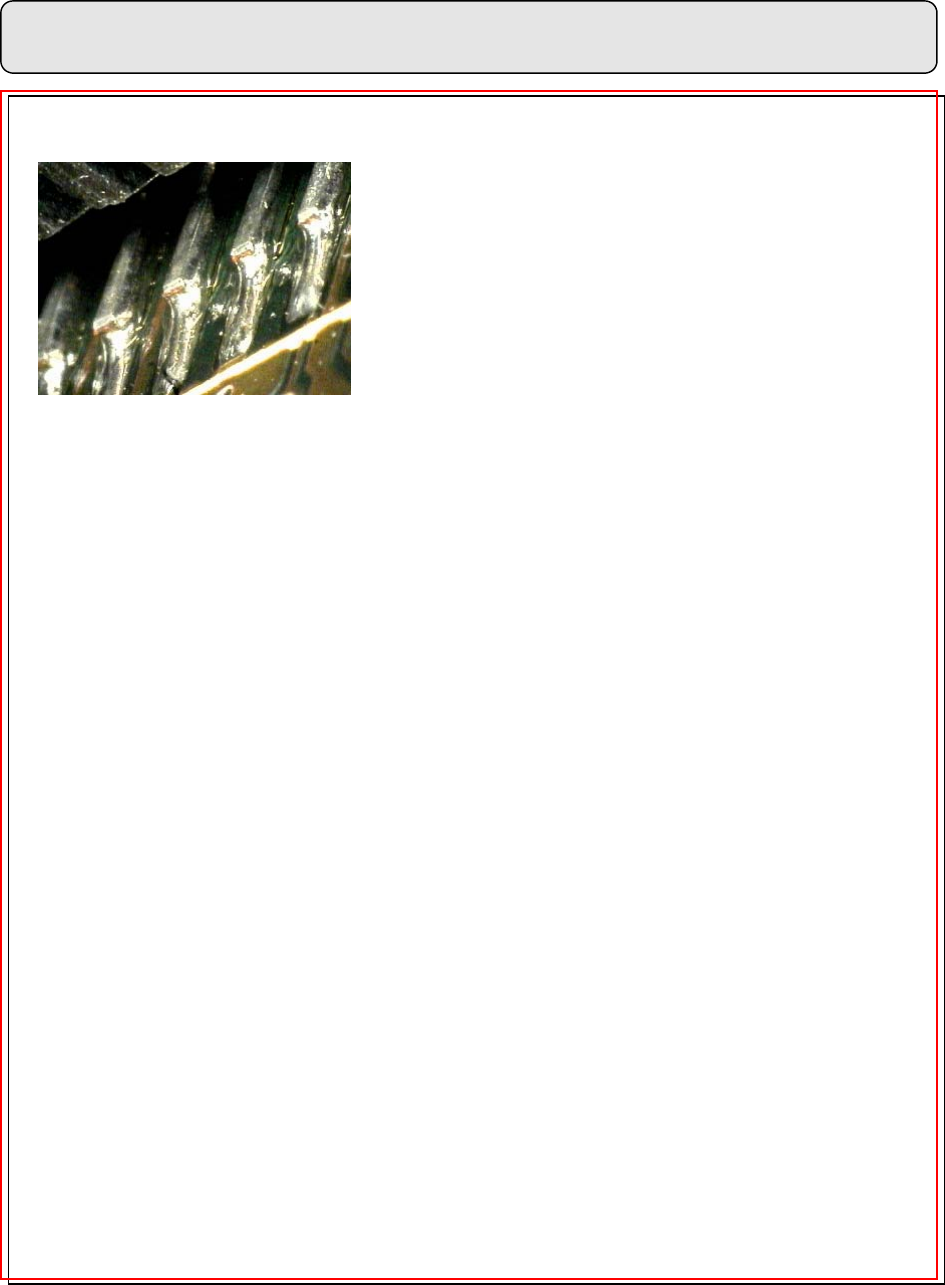
拒收之銲點:
圖形 99 CONNECTOR, 拒收
1. 銲錫未全部充滿於零件接著面與銲墊㆖,且零
件 50%以㆖腳寬超出錫墊範圍。
D-6