SMT检验规范.pdf - 第42页
Subject : SMT In-Line Workman-ship Inspection Standard 圖形 103 TSOP&QFP , 標準 圖形 104 TSOP&QFP , 標準 A B 圖形 105 焊墊錫少和腳的錫多 , 允收 允收之銲點: 1. 銲點未全部充滿於零件端點與銲墊㆖,但是零 件腳周圍有 50% 以㆖被錫覆蓋者允收。 2. 錫多 : 錫已溢流至零件腳㆖彎處 , 但是未達到 肩部者允收。 D …
Subject:
SMT In-Line Workman-ship Inspection Standard
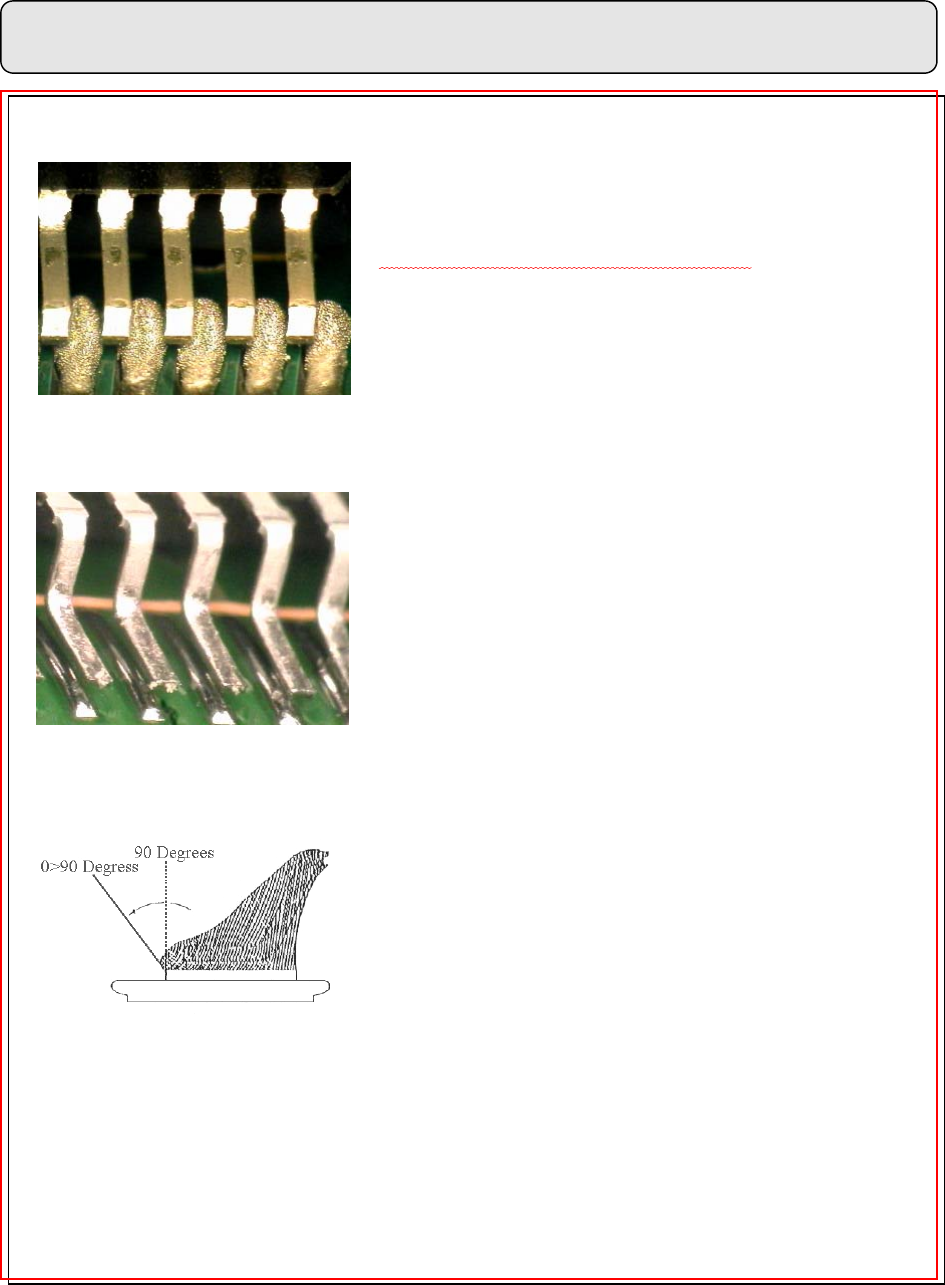
圖形 103 TSOP&QFP , 標準
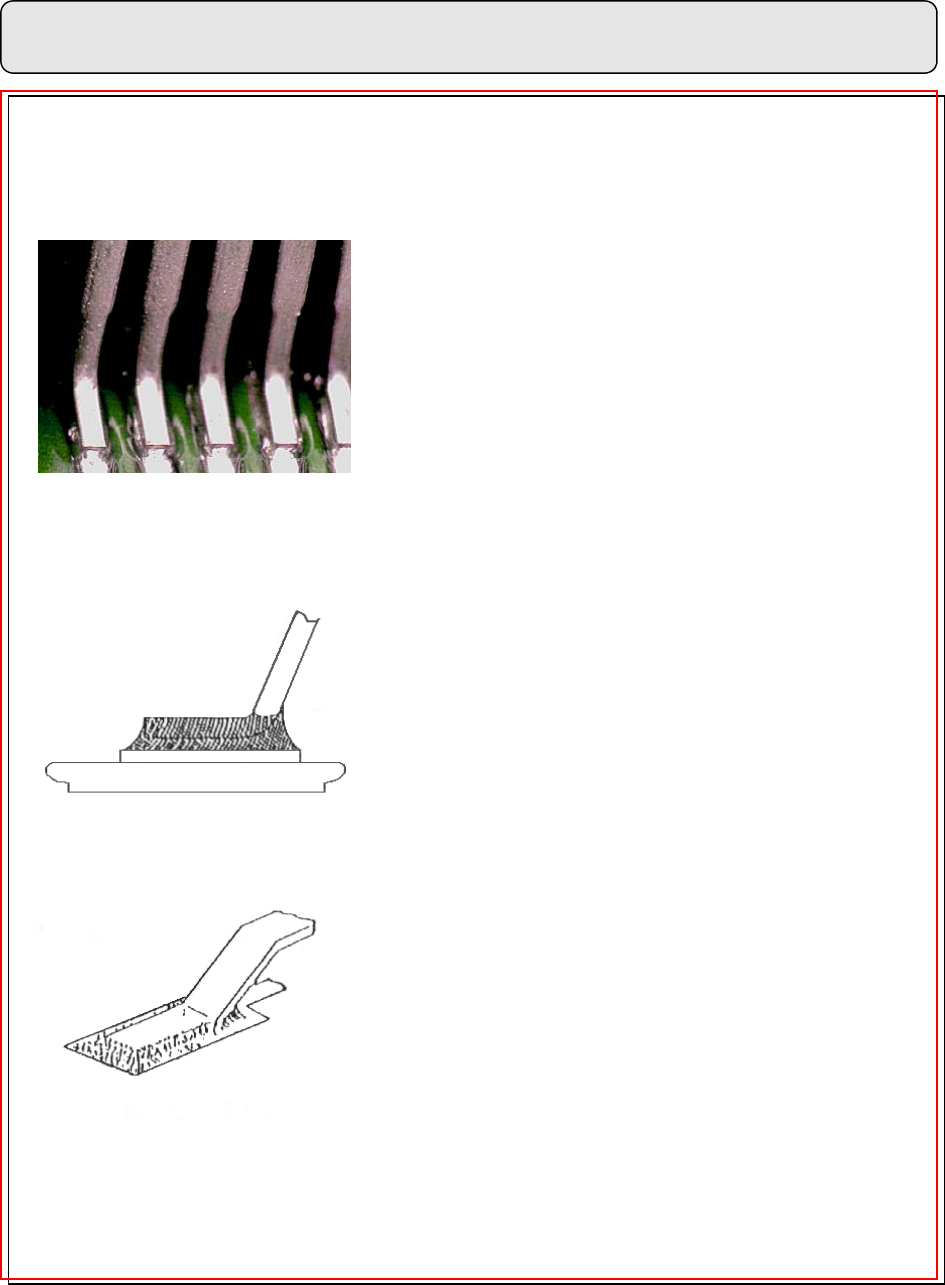
圖形 104 TSOP&QFP , 標準
A
B
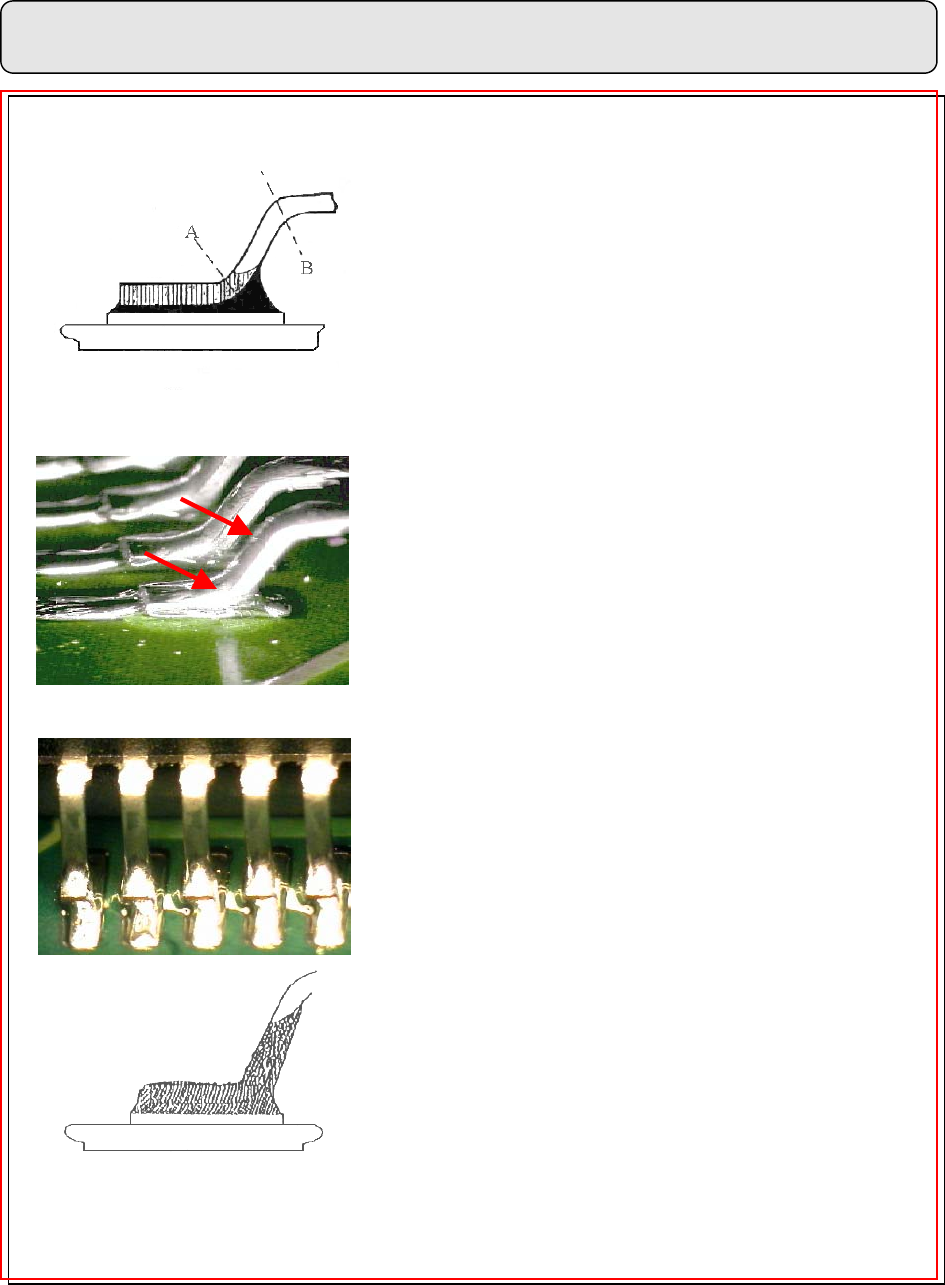
圖形 105 焊墊錫少和腳的錫多, 允收
允收之銲點:
1. 銲點未全部充滿於零件端點與銲墊㆖,但是零
件腳周圍有 50%以㆖被錫覆蓋者允收。
2.
錫多:
錫已溢流至零件腳㆖彎處,但是未達到
肩部者允收。
D-8