SMT检验规范.pdf - 第45页
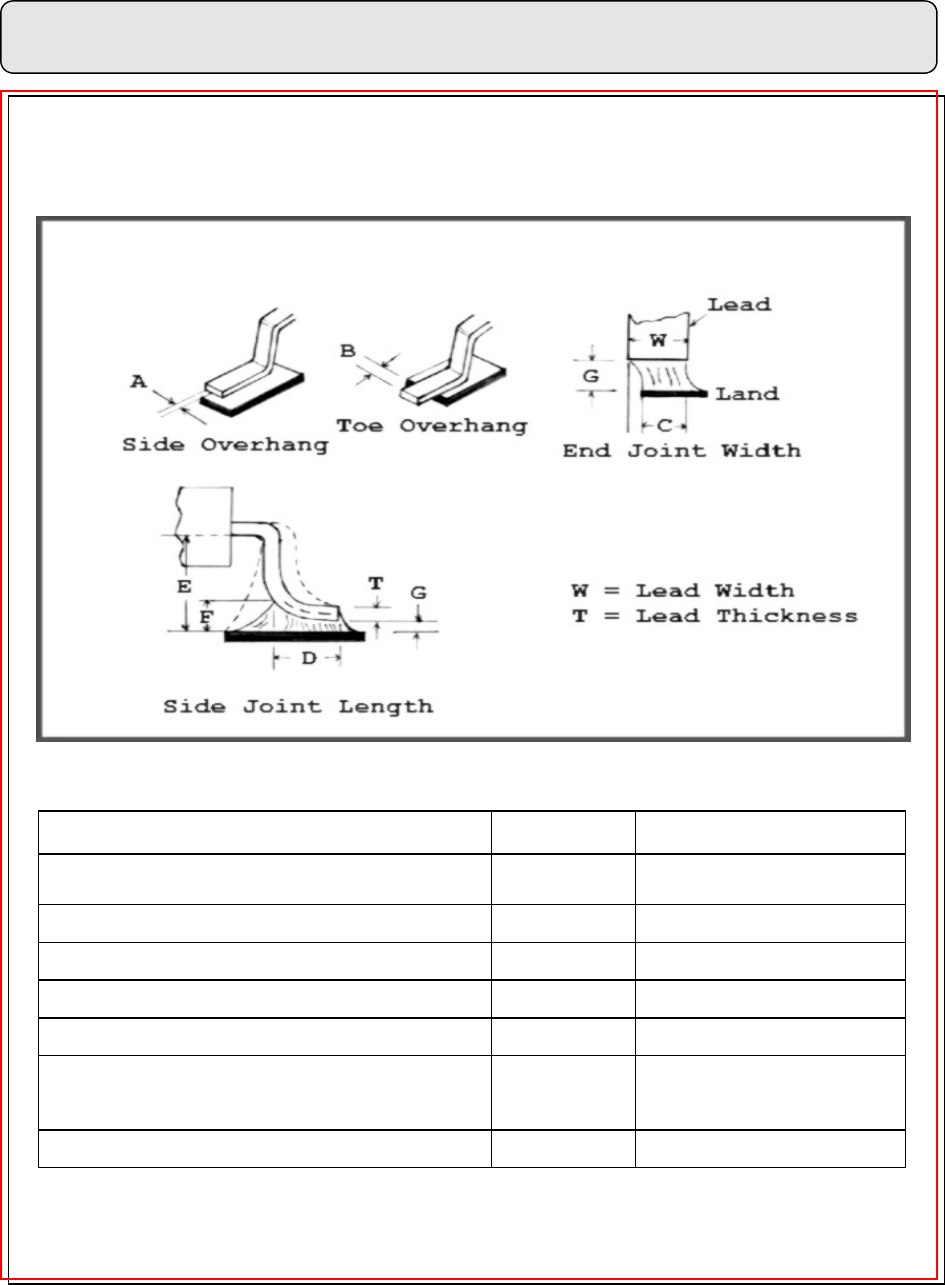
Subject : SMT In-Line Workman-ship Inspection Standard D-7 Gull-Wing 零件置放焊點標準解說圖表 圖形 111 Gull Wing 焊點尺寸圖 Feature Dim. ≧ IPC Class 3 最大側向(面)偏移 A ≦ 1/5W 最大趾向(面)偏移 B ≦ 0 最大端向(面)偏移 B ≦ 0 最小端向(面)焊(接、點)寬度 C ≧4/5W 最小側向(面)焊(接、點)…
Subject:
SMT In-Line Workman-ship Inspection Standard
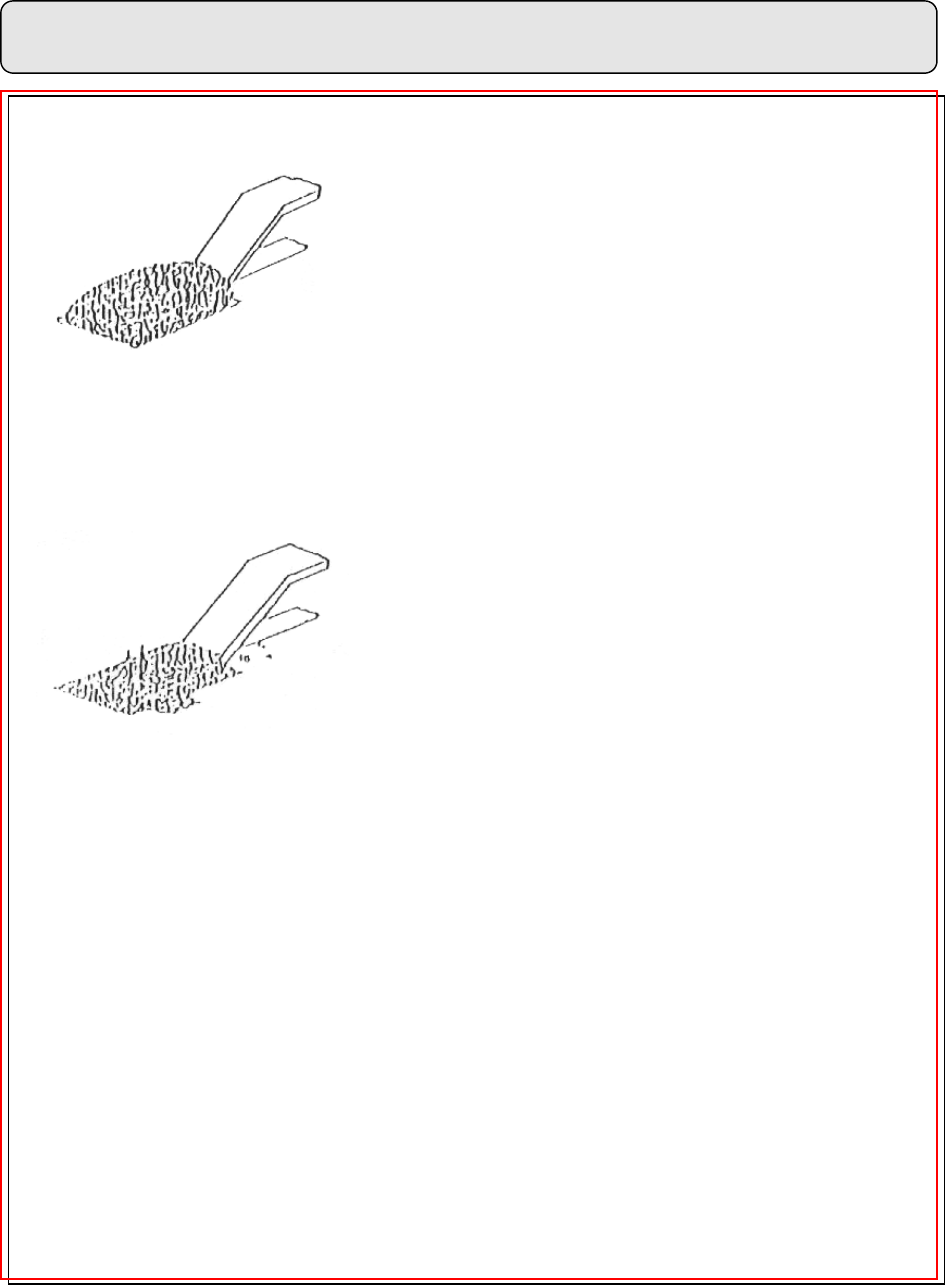
圖形 109 TSOP&QFP 錫過多, 拒收
圖形 110 TSOP&QFP 錫溢出 , 拒收
D-10
Subject:
SMT In-Line Workman-ship Inspection Standard
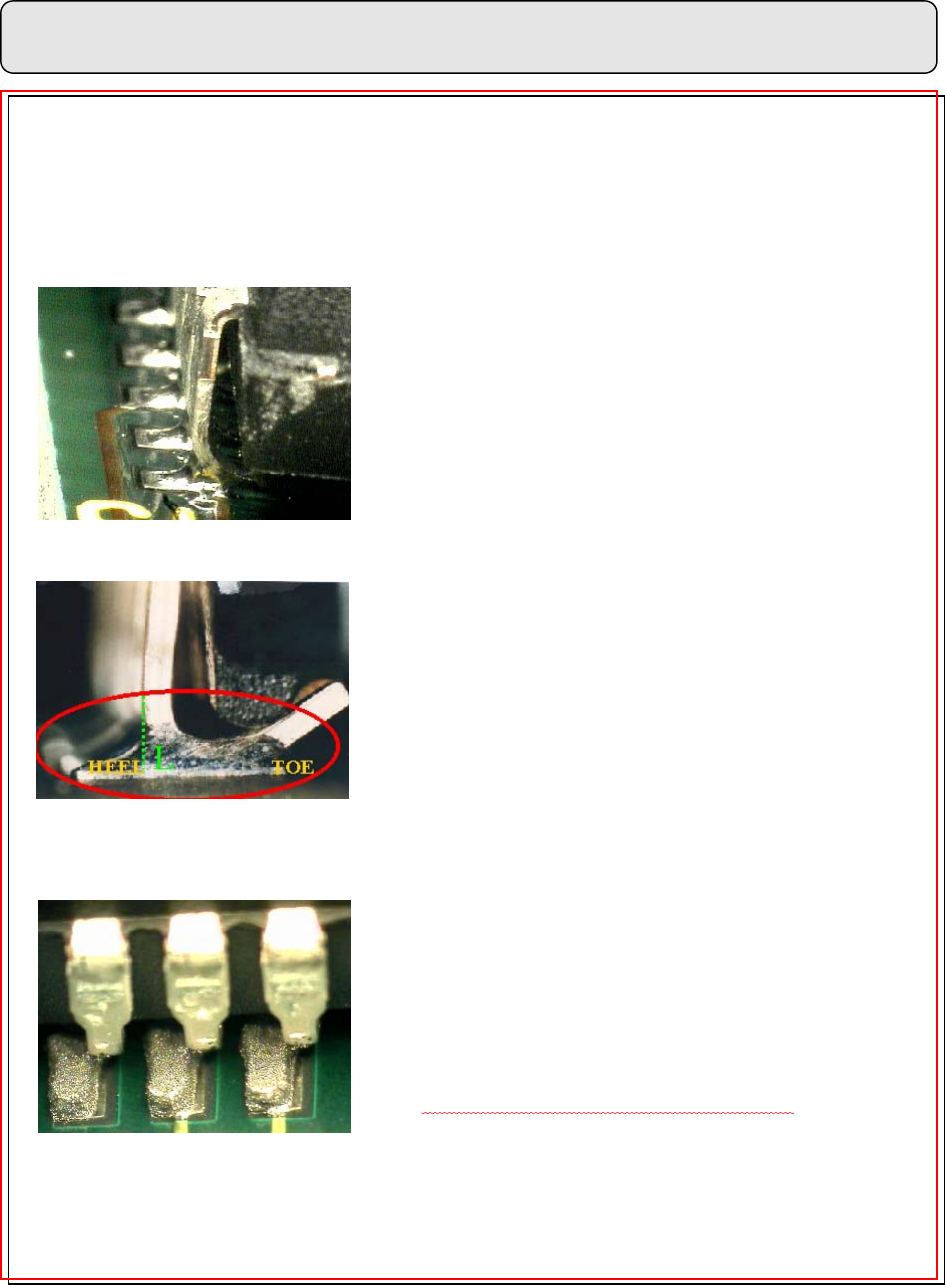
E J 型腳
E-1 PLCC 零件置放標準 :
標準:
圖形 112 J-lead 標準銲點
1. 零件腳位於銲墊㆗央。
2. 零件端點與銲墊間皆充滿足夠的銲錫,而且呈
平滑圓弧形。
3. 銲錫爬升至零件腳兩端之轉折處。
允收之銲點:
圖形 113 J-lead 允收銲點
1. 銲錫未全部充滿於零件接著面與銲墊㆖,但是
零件周圍之底部超過如右圖所示之鉛直面 L,
且銲錫面呈圓弧形。
2. 零件 J 型腳接著點在錫墊範圍內,且 50%以㆖
腳寬位於錫墊範圍內。
圖形 114 J-lead 置放 , 拒收
拒收之銲點:
1. 銲錫未全部充滿於零件接著端與銲墊㆖,且零
件周圍之底部未超過如㆖圖所示之鉛直面。
2. 零件 J 型腳接著點超出錫墊範圍外,且 30%以
㆖腳寬超出錫墊範圍。
此圖例乃是以未過 Reflow 前之範例
E-1