SMT检验规范.pdf - 第50页
Subject : SMT In-Line Workman-ship Inspection Standard J- 型腳零件的規範 最理想之銲點標準 零件腳位於銲墊㆗央。 零件腳端點與銲墊間皆充滿足夠的銲錫,而且呈平滑圓弧形。 銲錫爬升至零件腳兩端之轉折處。 允收之銲點標準 銲錫未全部充滿於零件端點與銲墊㆖,但是零件周圍之底部超過如 圖形 121 J- 型腳焊點尺寸圖 的 ﹝圖㆒﹞ 所示之鉛直面 L ,且銲錫面呈…
Subject:
SMT In-Line Workman-ship Inspection Standard
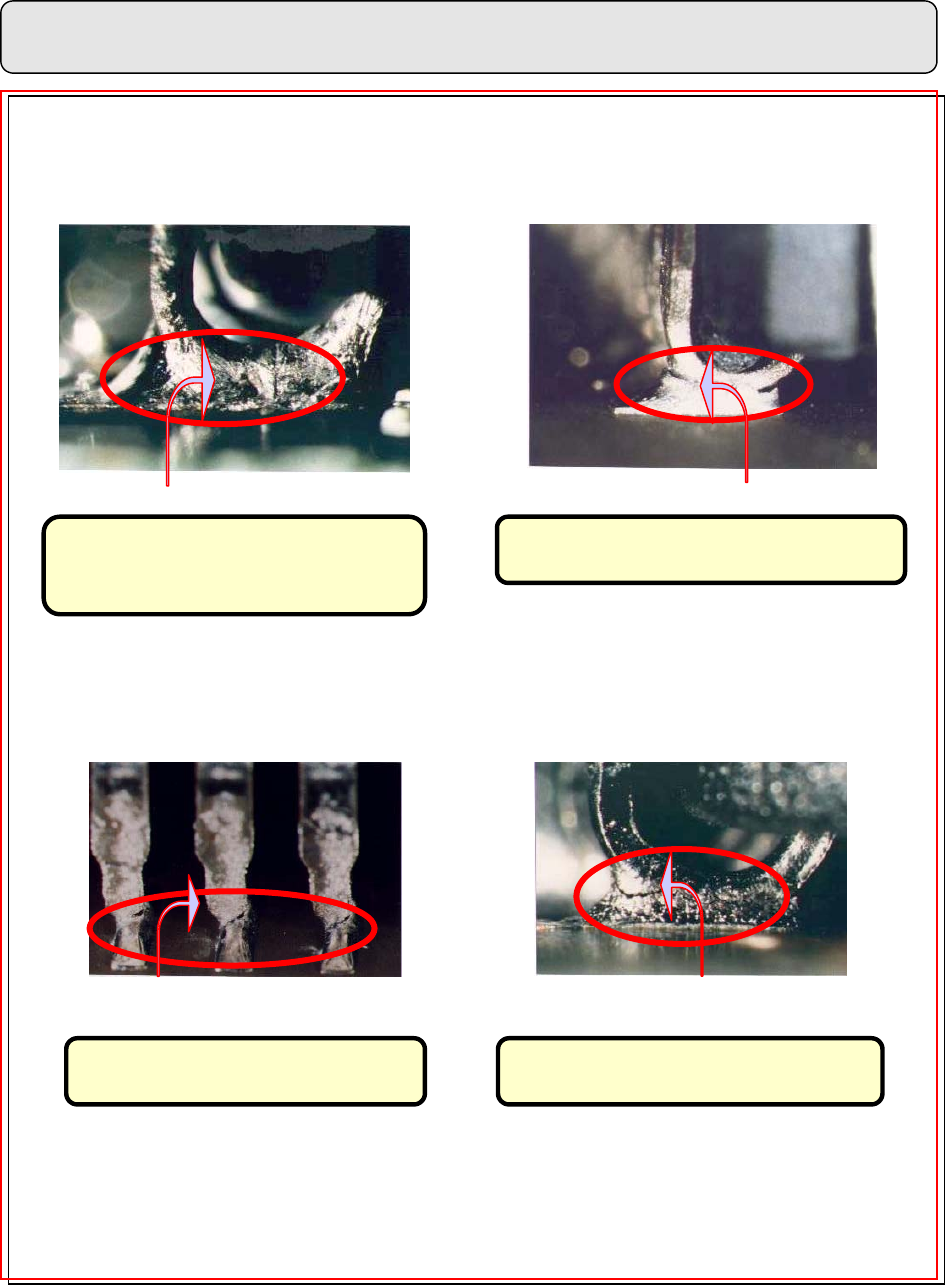
E-3 PLCC 零件拒收圖例
銲錫與銲墊間有斷裂現象
銲錫與銲墊間有斷裂現
象且呈現不光滑表面
銲錫與銲墊間有斷裂現 銲錫與銲墊間有斷裂現
E-3
Subject:
SMT In-Line Workman-ship Inspection Standard
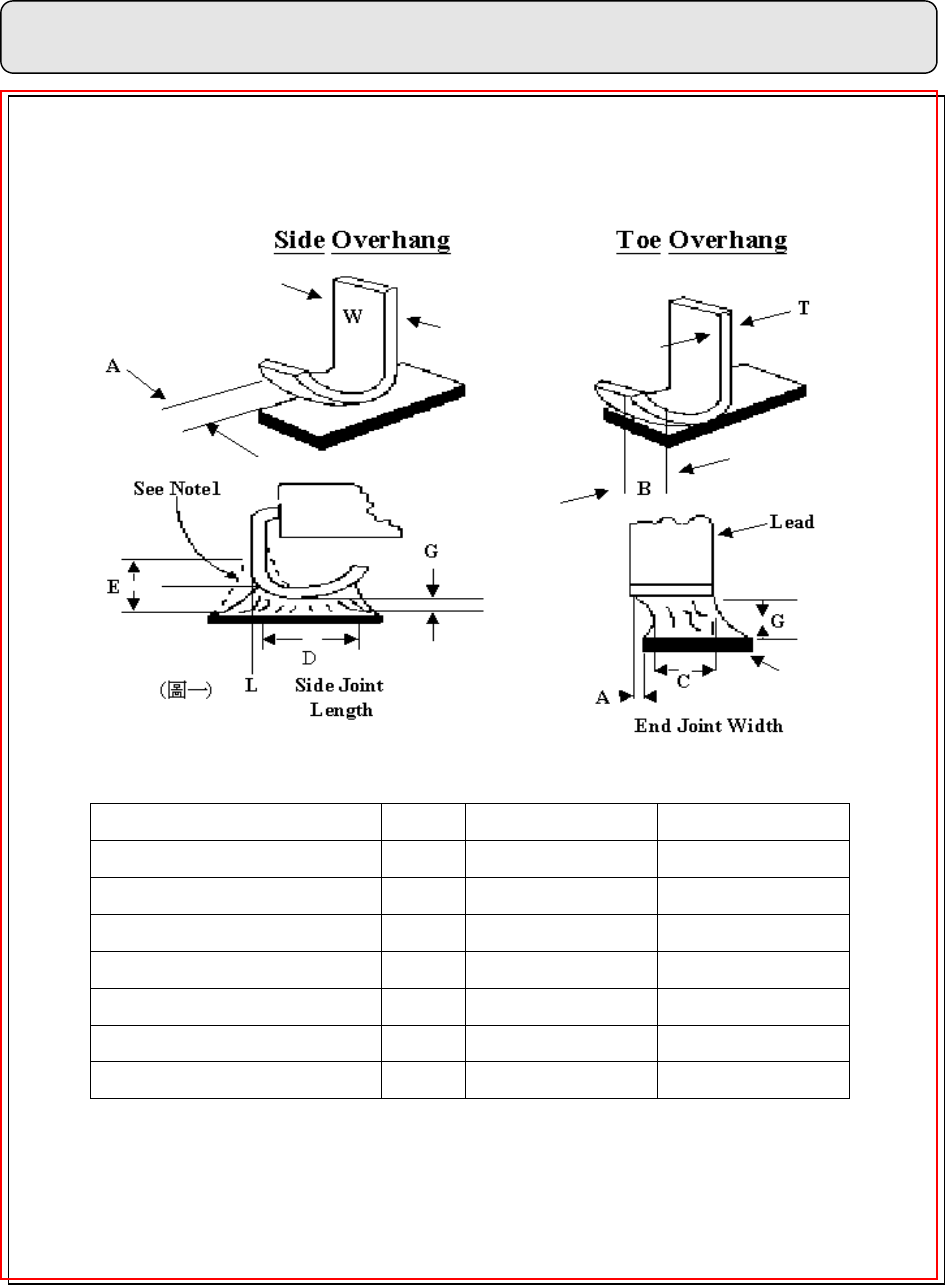
E-4 J-型腳置放焊點標準解說圖表
圖形 121 J-型腳焊點尺寸圖
Feature Dim Class 2 Class 3
Maximum Side Overhang A 1/2W 1/4W
Maximum Toe Overhang B * *
Minimum End Joint Width C W-A W-A
Minimum Side Joint Length D 1 1/2W 1 1/2W
Maximum Fillet Height E See Note1 See Note1
Minimum Heel Fillet Height F G + 1/2T G + T
Minimum Thickness G ** **
表格 4 J-型腳 , 銲點尺寸規格表
* Unspecified parameter
** Properly wetted fillet evident
Note1:
1. Maximum fillet : solder fillet shall not touch package body.
E-4
Subject:
SMT In-Line Workman-ship Inspection Standard
J-型腳零件的規範
最理想之銲點標準
零件腳位於銲墊㆗央。
零件腳端點與銲墊間皆充滿足夠的銲錫,而且呈平滑圓弧形。
銲錫爬升至零件腳兩端之轉折處。
允收之銲點標準
銲錫未全部充滿於零件端點與銲墊㆖,但是零件周圍之底部超過如圖形
121 J-型腳焊點尺寸圖的﹝圖㆒﹞所示之鉛直面 L,且銲錫面呈圓弧形。
零件 J 型腳接著點在錫墊範圍內,且 50%以㆖腳寬位於錫墊範圍內。
拒收之銲點標準
銲錫未全部充滿於零件端點與銲墊㆖,且零件腳周圍之底部未超過如圖形
121 J-型腳焊點尺寸圖﹝圖㆒﹞所示之鉛直面 L。
零件 J 型腳接點超出錫墊範圍外,且 50%以㆖腳寬超出錫墊範圍。
E-5