SM471_Administrators_Guide(Chi_Ver1).pdf - 第160页
7-10 Samsung Compon ent Placer SM471 Administrator ’ s Guide 差值, 会很好地完成同时 吸附, 但是可能会发生吸 附错误。 Default 值为 15% , 大于此数时 容易进行同时吸附, 但会 引发吸附错误。 微小部件时要减小此值, 比 1005 小的部件必 须执行 Pocket teach 才能降低不 良率。 参 考 同时吸附条件 1. 吸附的 Head 中心在允许的误差范…

7-9
元件的登记
SM32: 用32mm SM带式喂料器供应部品。
SM44: 用44mm SM带式喂料器供应部品。
SM56: 用56mm SM带式喂料器供应部品。
SM72: 带式: 用 72mm SM带式喂料器供应部品。
SME8: 利用8mm SM电动型带式喂料器(Tape Feeder) 供应。
SME12: 利用12mm SM电动型带式喂料器(Tape Feeder)供应。
SME16: 利用16mm SM电动型带式喂料器(Tape Feeder)供应。
SME24: 利用24mm SM电动型带式喂料器(Tape Feeder)供应。
SME32: 利用32mm SM电动型带式喂料器(Tape Feeder)供应。
SME44: 利用44mm SM电动型带式喂料器(Tape Feeder)供应。
SME56: 利用56mm SM电动型带式喂料器(Tape Feeder)供应。
Slim1(Stick): 用Slim1 Stick喂料器供应部品。
Slim2(Stick): 用Slim2 Stick喂料器供应部品。
Stick Feeder: 用Stick喂料器供应部品。
Tray Feeder: 用Tray 喂料器供应部品。
<吸嘴1> 组合框
表示吸着部品的主吸嘴。吸着吸嘴的种类如下。
(CN04-S, CN020, CN030, CN040, CN065, CN140, CN220, CN400,
CN400N, CN750, CN110, Usmall2, Umedium1, Umedium2, Umedium3,
ULarge1, ULarge2, ULarge3, SpLarge1, SpLarge2, SpLarge3, ML150,
SPSmall1, SPSmall2, SPSmall3, MS150, CNT20 , CNT0, LightFix,
LightFly)
<间距>组合框
只适用于电动型带式喂料器 (Tape Feeder)。选择<喂料器>组合框中所选
定的带式喂料器的节距。
<Feeding Speed> 组合框
设置元器件的供应速度。对于需要调整元器件供应速度的元器件,请选
择慢速(Slow)或最慢速(Slowest)。供应速度不妥当时,可能会造成吸附
错误。
正常(Normal):以正常速度供应元器件。
慢速(Slow):以稍低于正常速度的速度供应元器件。
最慢速(Slowest):以最低速度供应元器件。
<同步取料公差>领域
是同时吸附允许误差,以部件的大小为基准用百分比表示。如果给较大的误
7-10
Samsung Component Placer SM471 Administrator
’
s Guide
差值,会很好地完成同时吸附,但是可能会发生吸附错误。 Default 值为
15%,大于此数时容易进行同时吸附,但会引发吸附错误。
微小部件时要减小此值,比1005小的部件必须执行Pocket teach才能降低不
良率。
参 考 同时吸附条件
1. 吸附的Head中心在允许的误差范围内对部件进行吸附。
2. 对联动Head进行部件吸附时,R 值要相同。
3. X,Y的最大容许误差要小于0.5 mm。
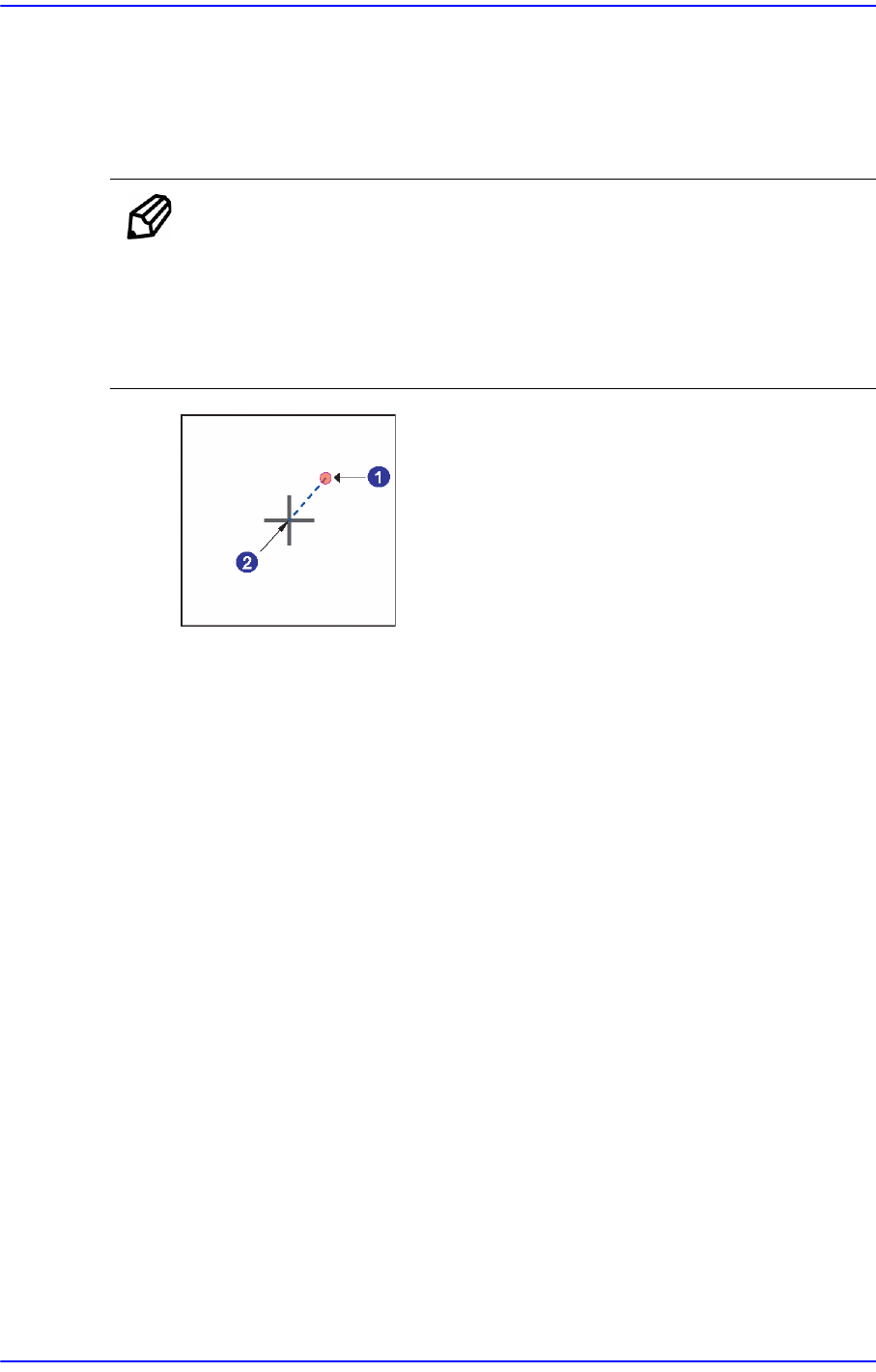
在这里容许误差是
指从部件的Align Point到实际吸附点Head 中心的Offset。
1: Head
中心(实际吸附点)
2:
部件
Align Point
<X> 编辑框
以百分比设定同时 吸取 时的X 轴方向的允许误差。
< Y> 编辑框
以百分比设定同时 吸取 时的Y 轴方向的允许误差。
< 重试> 组合框
设定没有吸着到部品时重新吸着的次数。可选择的次数为 1~3 次。
<延时 [msec]>
设定进行 吸取, 贴装, 废料 时的各种延时时间。 设置与Head动作有关的
Delay。
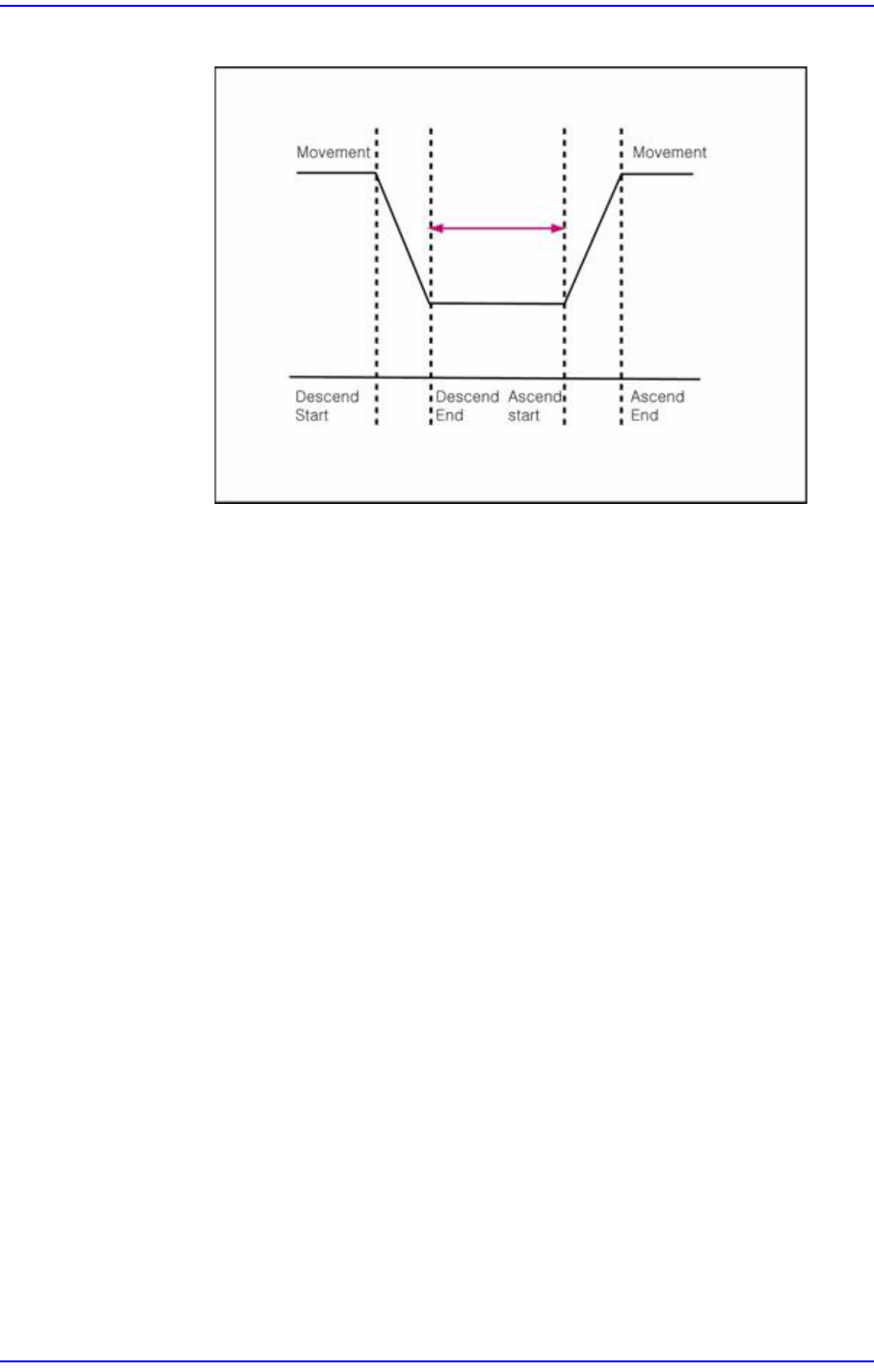
< 吸取> 编辑框
吸取部品时,从Head 结束下降动作后停止到重新上升开始的时间。
7-11
元件的登记
图
7.5 Graph of
“
Pick-Up Delay Time
”
Graph
<贴装> 编辑框
贴装部品时,从头结束下降动作后停止到重新上升开始的时间。
<吹气打开> 编辑框
部件贴装时,磁头完成下降停止后的从Va c u u m O ff 时开始到<吹气打
开>为止的时间。
单位 : msec (可设置成10 msec单位间隔)
<废料> 编辑框
废弃部件时,Head的 Spinder 完成下降处于停止状态后到开始上升时的
时间。
<真空关闭> 编辑框
贴装部件时,Head的 Spinder 完成下降处于停止状态后到开始上升时的
时间。