JM-10_使用说明书.pdf - 第343页
第 1 部 基本篇 第 4 章 制作生产程序 4- 61 ② 真空值 设置压力数据, 通过真空 压力来判定元件 吸取是否 成功。 选择吸嘴编号后 将被自动 设置。 真空压力由于元件吸取面的形状等原因而与 自动设定值不符时,可对 该值进行变更。用手 动进行设置时, 请输入用 吸嘴编号指定的 吸嘴吸取 元件时的真空压 力。 因制造商不同, 元件的表 面加工会有不同 ,请通过 机器操作进行元 件测定。 环境设置中设置了 简易输入模式 时 (参…
第 1 部 基本篇 第 4 章 制作生产程序
4-60
设置吸嘴号后,将从位于以下指定位置的吸嘴文件中,读入所设置的吸嘴之吸嘴信息。请
确认在指定位置上存在对象吸嘴文件(NZL***.ini)之后打开程序,进行编辑。
<指定位置>
① D:\JUKI\Data\Nzl\
※请绝对不要将<吸嘴文件>复制到这里。
② D:\JUKI\Data\Custom\Nzl\
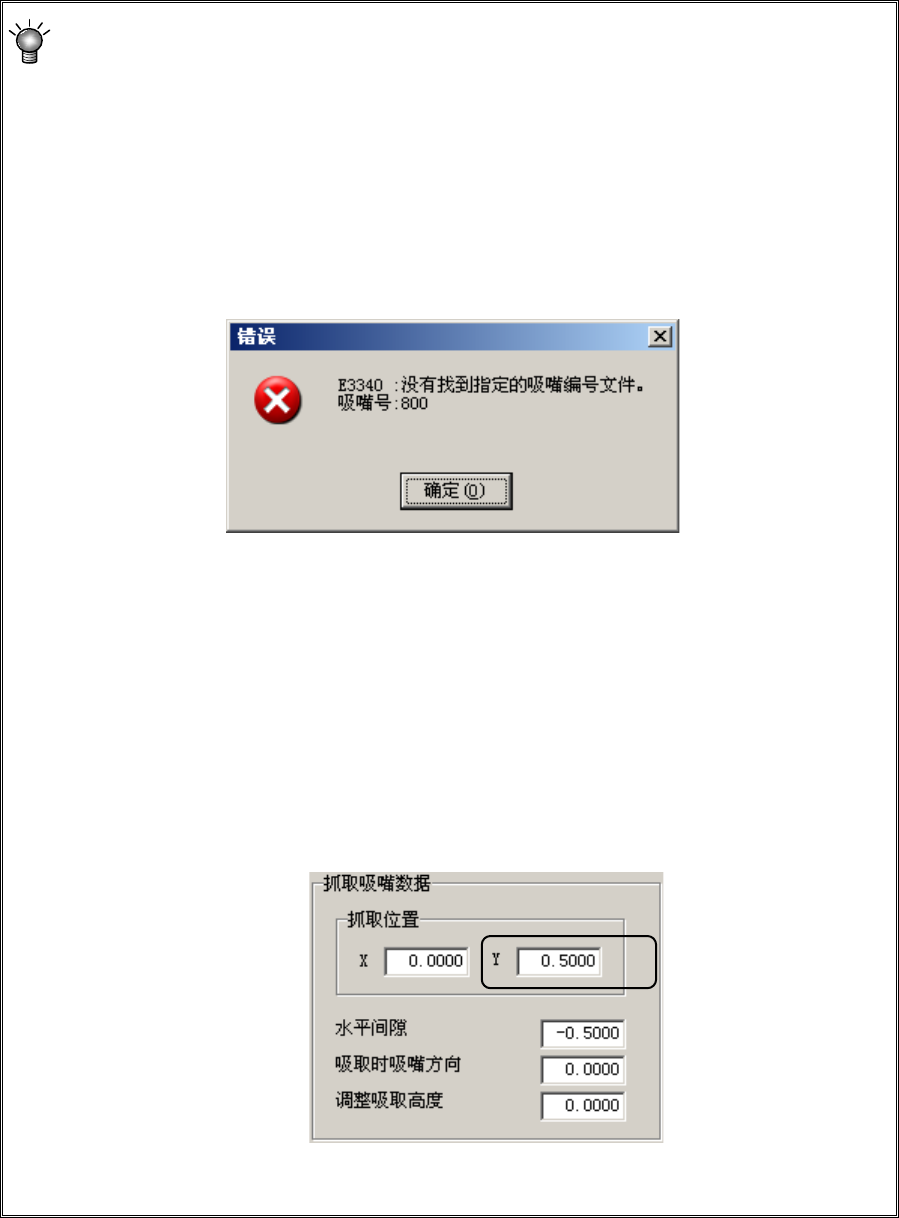
如果指定位置上不存在所输入的吸嘴号的吸嘴文件,将显示如下错误,不能进行设置。但标
准吸嘴的吸嘴文件即使不在指定位置上也可进行设置。
如显示上述错误时,请确认错误信息中显示的吸嘴号的吸嘴文件是否位于指定位置上。当文
件不存在时,在机器设置时执行读取吸嘴数据,或在指定位置②复制相应的吸嘴文件,再次
重新读入程序即可设置吸嘴号。关于吸嘴数据的读取,请参照「6-3-2 章 读取吸嘴数据」。
当存在吸嘴文件,而设置的吸嘴是夹持吸嘴时,作为默认动作将自动设置夹持吸嘴的抓取位
置。同时,根据接触面的深度计算出激光高度的初始值,进行设定。关于夹持式吸嘴,请参
照「4-3-5-2 章 (4)附加信息 12)吸嘴数据」。
例) 800号吸嘴时
800号吸嘴的抓取位置被设定为Y:0.5。

第 1 部 基本篇 第 4 章 制作生产程序
4-61
② 真空值
设置压力数据,通过真空压力来判定元件吸取是否成功。
选择吸嘴编号后将被自动设置。
真空压力由于元件吸取面的形状等原因而与自动设定值不符时,可对该值进行变更。用手
动进行设置时,请输入用吸嘴编号指定的吸嘴吸取元件时的真空压力。
因制造商不同,元件的表面加工会有不同,请通过机器操作进行元件测定。
环境设置中设置了简易输入模式时(参见 4-5-3 章),会显示浅色,不能变更数
值。
要变更时,请解除简易输入模式。
第 1 部 基本篇 第 4 章 制作生产程序
4-62
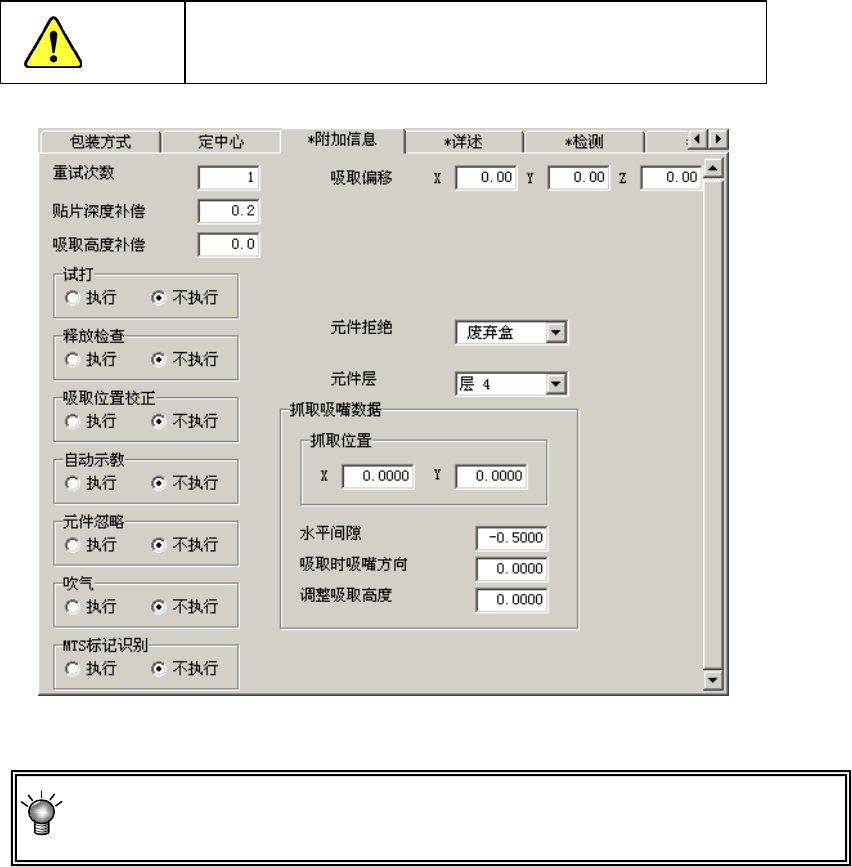
(4)附加信息
注意
如果在变更附加信息项目后变更了基本部分项,附加信息的
值有可能恢复为默认值。
图 4-3-5-2-10 元件数据(附加信息)
环境设置中设置了简易输入模式时(参见 4-5-3 章),所有项目均会显示浅色,
不能变更数值。
要变更时,请解除简易输入模式。
1) 重试次数
设置在生产中发生吸取错误时再次吸取的次数。
当设置为“1”时,如果连续发生2次吸取错误,则变为“元件用完错误”。
2) 贴片深度补偿
设置贴片时将元件从基板上面按入的尺寸。
当设置为“0”时,因基板平面度的影响,会发生在元件未到达基板时被贴片,导致贴片偏
差,或贴片时元件在乳状焊料上发生滑动等情况。
在这种情况下,请增加元件到达基板之前的深度补偿量(输入正值)。
初始值为“0.5mm”。
3) 吸取高度补偿
是指元件吸取时的按入量。当设置为“0”时,因元件尺寸(高度)偏差等的影响,会使吸嘴
到达不了元件,发生无法吸取元件或芯片站立等现象。在这种情况下,请增加吸取到达元
件的高度补偿量(输入正值)。
初始值为“0.2mm”。