JM-10_使用说明书.pdf - 第538页
第 1 部 基本篇 第 4 章 制作生产程序 4- 256 c) 跟踪范围 显示对从几号到几号的元件进行跟踪 ,或对哪个供料器 台架进行跟踪。 d) 跟踪状态 「 动作中 」 表示轴正在移动中。 「 暂停 」 表示处于自动传送的暂停中。 「停止」表示手动传送或有意识 的停止。「轴待避中」表示正在将轴移 动到安全 位置。 e) 剩余时间 显示自动传送的临时停止剩余时间 。 ② 当前的吸取位置 显示当前的吸取信息 。 按下“ 供料器”按钮,…
第 1 部 基本篇 第 4 章 制作生产程序
4-255
④ 跟踪顺序和范围
a) 元件顺序
输入是否将贴片数据的第几号到第几号作为跟踪范围进行跟踪。
初始设定为对所有元件进行。
b) 供料器顺序
按顺序跟踪供料器台的前面/后面。
请选择要跟踪的供料器台。
⑤ 各点动作
(跟踪吸取高度)
可设定移动到各跟踪点后进行的操作。
a) 检测值有差分时停止
当用HMS测量出的检测值与吸取数据中设定的吸取高度值之间的差异超出了差异
判定值所规定的容许范围时,显示信息并停止。
b) 不能检测时停止。
无法使用HMS测量时,(无元件时等)显示信息并停止。
c) 读取检测值。
对HMS测量出的值逐点进行确认的同时,添加到吸取数据中。
d) 用摄像机确认位置
在HMS移动到吸取点前,可用监视器确认吸取点。
2) 摄像机执行吸取位置跟踪/吸取高度跟踪
执行后,在各吸取位置(高度)跟踪中显示如下的画面。
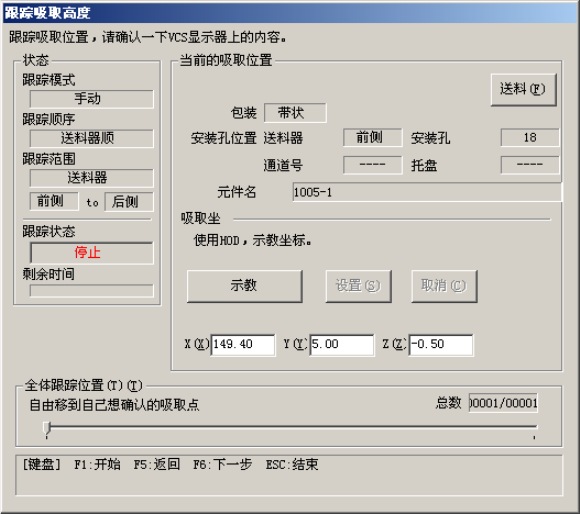
图 4-5-4-4-10 吸取高度跟踪
① 状态
a) 跟踪模式
显示在传送方法上设置的「手动」或「自动」。
b) 跟踪顺序
显示在跟踪顺序上设置的「供料器顺序」或「元件顺序」。
第 1 部 基本篇 第 4 章 制作生产程序
4-256
c) 跟踪范围
显示对从几号到几号的元件进行跟踪,或对哪个供料器台架进行跟踪。
d) 跟踪状态
「动作中」表示轴正在移动中。「暂停」表示处于自动传送的暂停中。
「停止」表示手动传送或有意识的停止。「轴待避中」表示正在将轴移动到安全
位置。
e) 剩余时间
显示自动传送的临时停止剩余时间。
② 当前的吸取位置
显示当前的吸取信息。
按下“供料器”按钮,对供料器的进行顶推。(传送元件)
③ 吸取坐标
是跟踪中的吸取坐标。坐标值可用手动输入或通过示教来变更。
④ 设定/取消
通过手动输入或示教变更坐标值后生效。当按下「设定」时,储存贴片坐标。不需要保存变
更值时,请按下「取消」。
⑤ 全体跟踪位置
根据跟踪位置的进展情况逐步前进。在停止时,可自由地前后移动滑块。
3) 跟踪中的操作
进行中可以通过使用以下的键/开关控制动作。
表 4-5-4-4-2
操 作
键 盘
操作面板
HOD
跟踪开始
F1
开始开关 ENTER
跟踪停止
F2
停止开关 PAUSE
自动示教 F3
移动到前一点 F5 PREVIOUS
移动到下一点 F6 NEXT
数据检查 F9
结束 在停止时按 ESC
在停止时按停止(STOP)开关
在停止时按 CANCEL
第 1 部 基本篇 第 4 章 制作生产程序
4-257
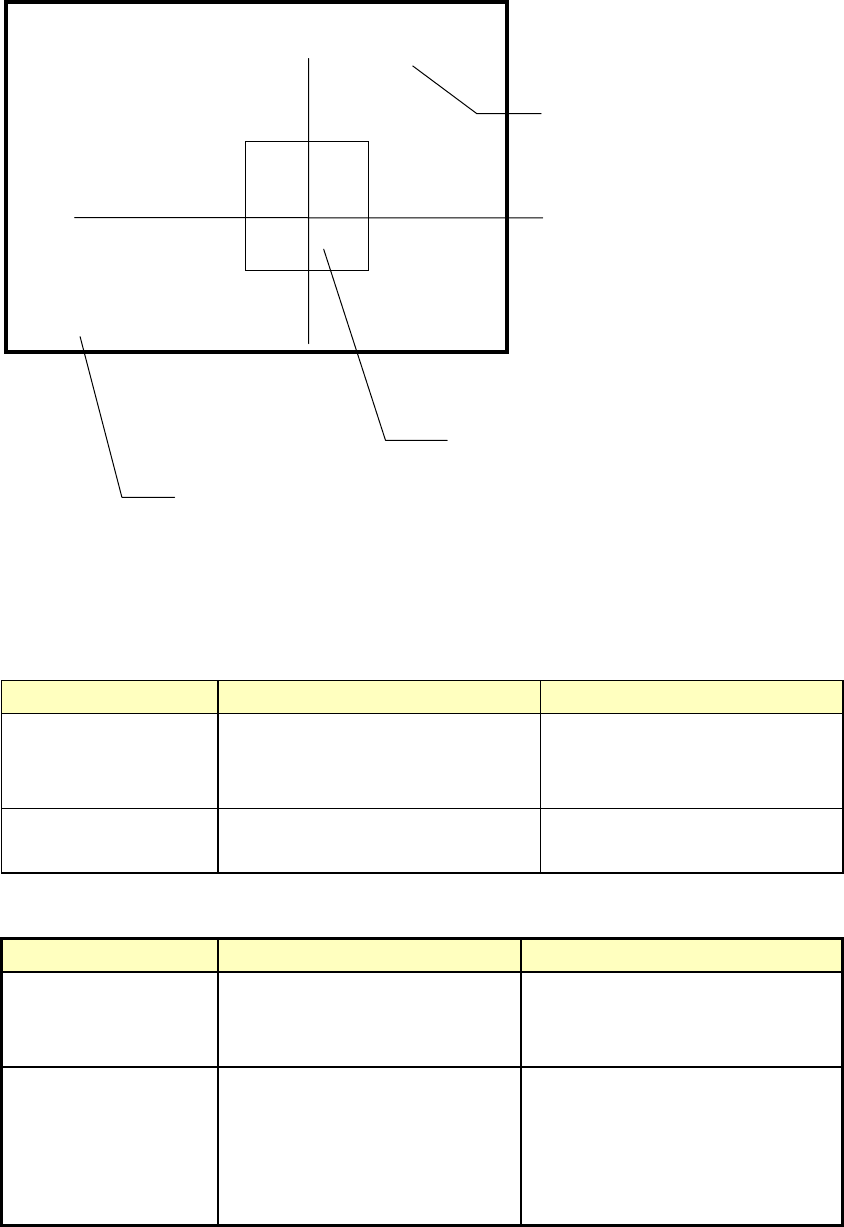
4) 监视器显示
① 吸取坐标追踪
执行时,每一贴片点都向监视器输出如下信息。
根据元件尺寸,显示在监视器中的元件中心及四角的显示如下所示有所不同。
前面供料器上的大型元件,由于其四角显示往往是在无法移动的坐标上,因此不显示。
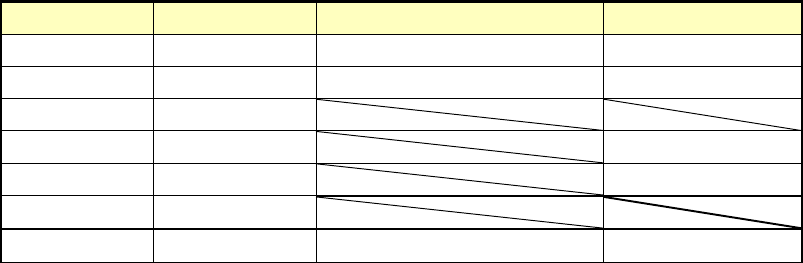
(前面供料器)
元件尺寸 元件的四角 元件的中心
短边在 4.5mm 以下的
元件
用监视器上的窗口框表示。设定
了角度的吸取点通过窗口框本身
的旋转来显示。
交叉的中心
上述元件以外的元件
(大型元件)
显示[CENTER],移动到中心。
(后面供料器)
元件尺寸 元件的四角 元件的中心
短边在 4.5mm 以下的
元件
用监视器上的窗口框表示。
设定了角度的吸取点通过窗口
框本身的旋转来显示。
交叉线的中心
上述元件以外的元件
(大型元件)
分别按照[TOP-L]、[TOP-R]、
[BTM-R]、[BTM-L]的顺序移动
到四角坐标上。
设定了角度的吸取点移动到四
角旋转过的坐标上。
在四角的移动之后最后显示
[CENTER],移动到中心。
------- PICK XY TRACE -------
[CENTER]
Device:包装形式
Fdr No:供料器编号
Compo:元件名
Angle:供给角度
Pos X:坐标 Y:坐标
[
CENTER]
表示元件中心
[
TOP-L][ TOP-R][ BTM-L]
[
BTM-R]
表示元件的四角。
分别表示上左、上右、下左、
下右。
显示从返回原点位置开始的坐标。
表示元件的中心及元件的四角。