JM-10_使用说明书.pdf - 第364页
第 1 部 基本篇 第 4 章 制作生产程序 4- 82 ・ 引脚中心识别 高度 对引脚基端(根 部)进行 激光测定时,设 置识别高 度。 在该位置测得的 数据,用 于引脚矫正时 对齐元件和 矫正 夹具的位置。 设置的参考: - ( 元件高度 – 元件接触面 深度 – 引脚 长度 + 1 .00 ) 设置项目 的详细 内容如下 所示。 ・ ・ 凹型工具 压入量 设置 引脚 矫正时引脚在凹 型工具上的 压入量。 ・ 凸型工具 压入量 设置…
第 1 部 基本篇 第 4 章 制作生产程序
4-81
工具号
选择实施引脚矫正元件的尺寸适合的工具号。
标准工具如下表所示有 8 种。但在工具号选择表中,只显示实际安装在夹具单元的工具
号。
表 4-3-5-2-6 标准治具一览
No. 适当引脚间距 [mm] 适当引脚径 [mm] 矫正可能范围 [mm]
1 2.50 0.45 ~ 0.60 2.15 ~ 3.90
2 3.50 0.45 ~ 0.60 3.15 ~ 4.90
3 5.00 0.50 ~ 0.60 4.70 ~ 6.40
4 5.00 0.80 5.00 ~ 6.60
5 7.50 0.60 7.30 ~ 8.90
6 7.50 0.80 7.50 ~ 9.10
7 10.00 0.60 9.80 ~ 11.40
8 10.00 0.80 10.00 ~ 11.60
标准工具不能对实施了嵌入加工的元件引脚矫正。
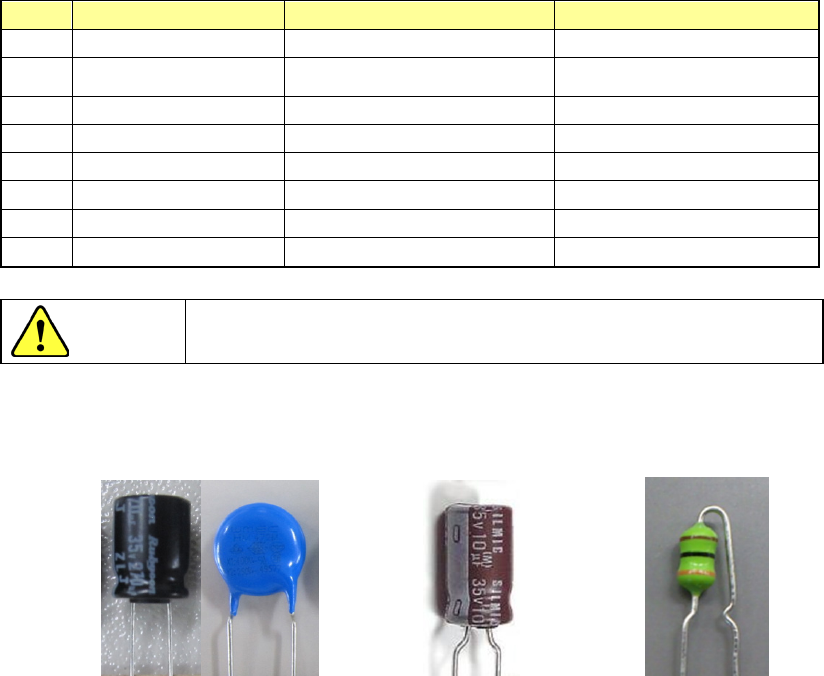
・引脚类型
从引脚类型「直的」、「成形」、「电阻」中选择最接近的一种。
直的 成形 电阻
図 4-3-5-2-13 按类型零部件例子
・封装高度
设置插入元件去除引脚部分的封装部分的高度。
注意
第 1 部 基本篇 第 4 章 制作生产程序
4-82
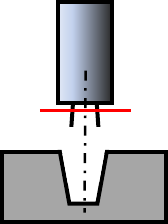
・引脚中心识别高度
对引脚基端(根部)进行激光测定时,设置识别高度。
在该位置测得的数据,用于引脚矫正时对齐元件和矫正夹具的位置。
设置的参考: - ( 元件高度 – 元件接触面深度 – 引脚长度 + 1.00 )
设置项目的详细内容如下所示。
・
・凹型工具压入量
设置引脚矫正时引脚在凹型工具上的压入量。
・凸型工具压入量
设置引脚矫正时引脚在凸型工具上的压入量。
・重试次数
设置在引脚矫正后的可插入元件判定中判定为不可贴片时,矫正重试处理的次数。
・生产中的压入量调整
对生产中是否可以调整凹型工具及凸型工具的压入量进行设置。
在矫正处理或者矫正再尝试的处理的频度变得高了的时候,盗窃长度的调整被用自动执行。
矫正再尝试的次数增加或者矫正有失败可能性。
为避免纠纷设定推荐"使用"。
激光识别
第 1 部 基本篇 第 4 章 制作生产程序
4-83
(7) 检查 2
对“设定径向供料器的供料动作”、“设定径向供料器 HMS 的元件确认”进行相关设定。
图
4-3-5-2-13
元件数据(检查
2
)
1) 设定径向供料器的供料动作
此功能是对于会定期出现缺失状态的带式元件到达缺失部位时,不进行吸取动作,通过
HMS 判定元件有无,元件「无」时进行送料的功能。
仅在元件类型为「插入元件」并且包装方式为「INS 带式」,选择「MRF-S」「 MRF-L」类
型时,才能设定此项。
不执行
对于没有缺失部位的带式元件、不定期存在缺失部位的元件,请选择不执行。
执行(有 HMS 的确认)
到达缺失部位后使用 HMS 进行元件有无确认,如果没有元件则进行送料,进行吸取动作。
执行(无 HMS 的确认)
到达缺失部位后使用 HMS 进行元件有无确认,如果没有元件则进行送料,进行吸取动作。
如果使用 HMS 确认连续 3 次无元件,之后将不进行 HMS 确认动作,直接进行吸取动作。
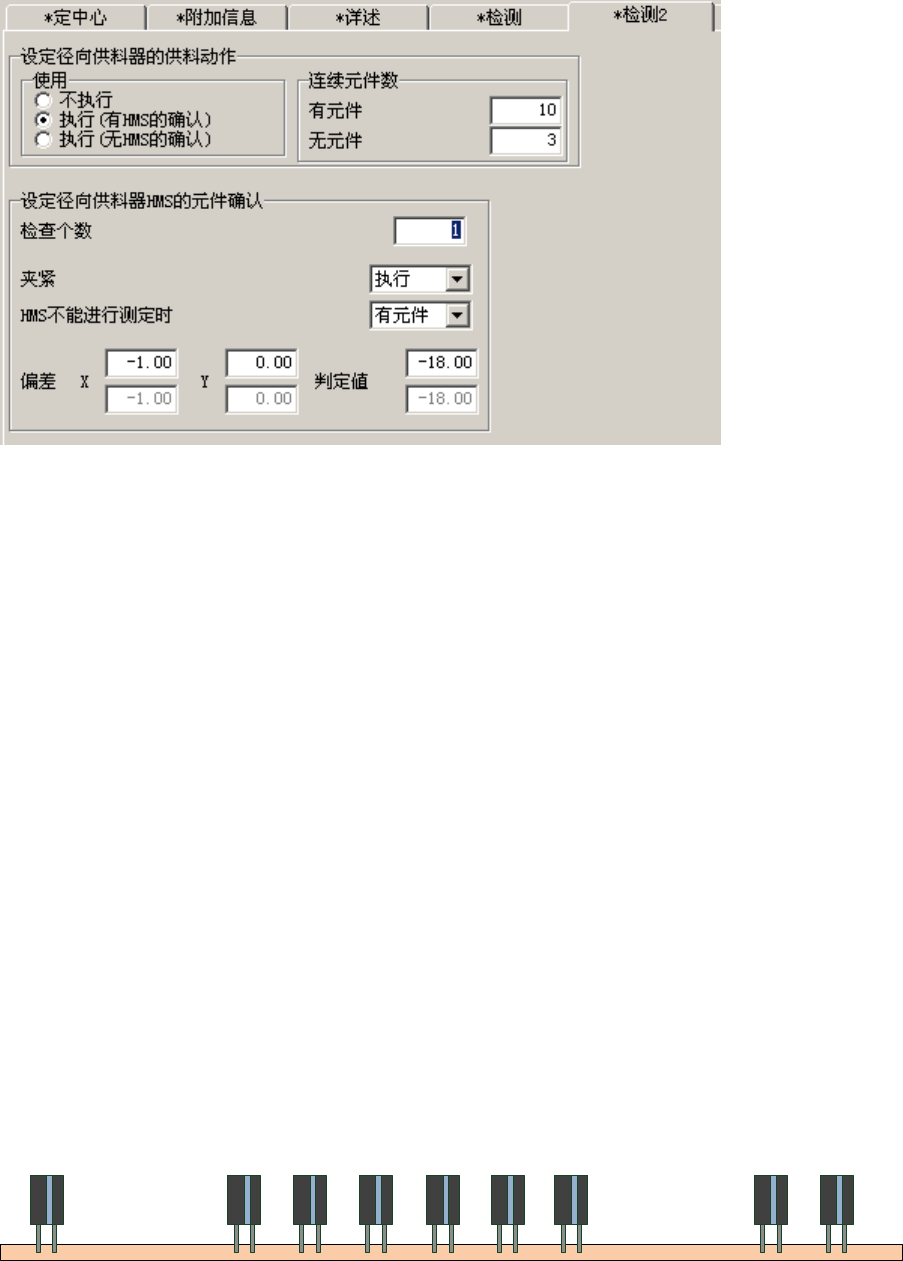
元件连续数
有元件 : 设置有元件状态连续的数量。(下图所示为 6)
无元件 : 设置无元件状态连续的数量。(下图所示为 2)
1 2 3
4
5
1
2
6