JM-10_使用说明书.pdf - 第53页
第 1 部 基本篇 第 1 章 设备概要 1- 37 (1) 激光校正定心流 程 吸取元件 驱动 Z 轴,吸 取元件, 把元件对准激光 校正高度 。 开始旋转 θ 轴。 θ 轴加速时,测 量尚未开 始。 θ 轴旋转到一定 速度后, 开始进行激光校 正测量。 传感取得元件遮影边界 (端部) 的 位置数据。 与边界位置对应的光束 做为元件的 “切线” , 存入 传感器。 θ 轴旋转 360 °,取得各个角度 的切线数据。 旋转 360 ° …
第 1 部 基本篇 第 1 章 设备概要
1-36
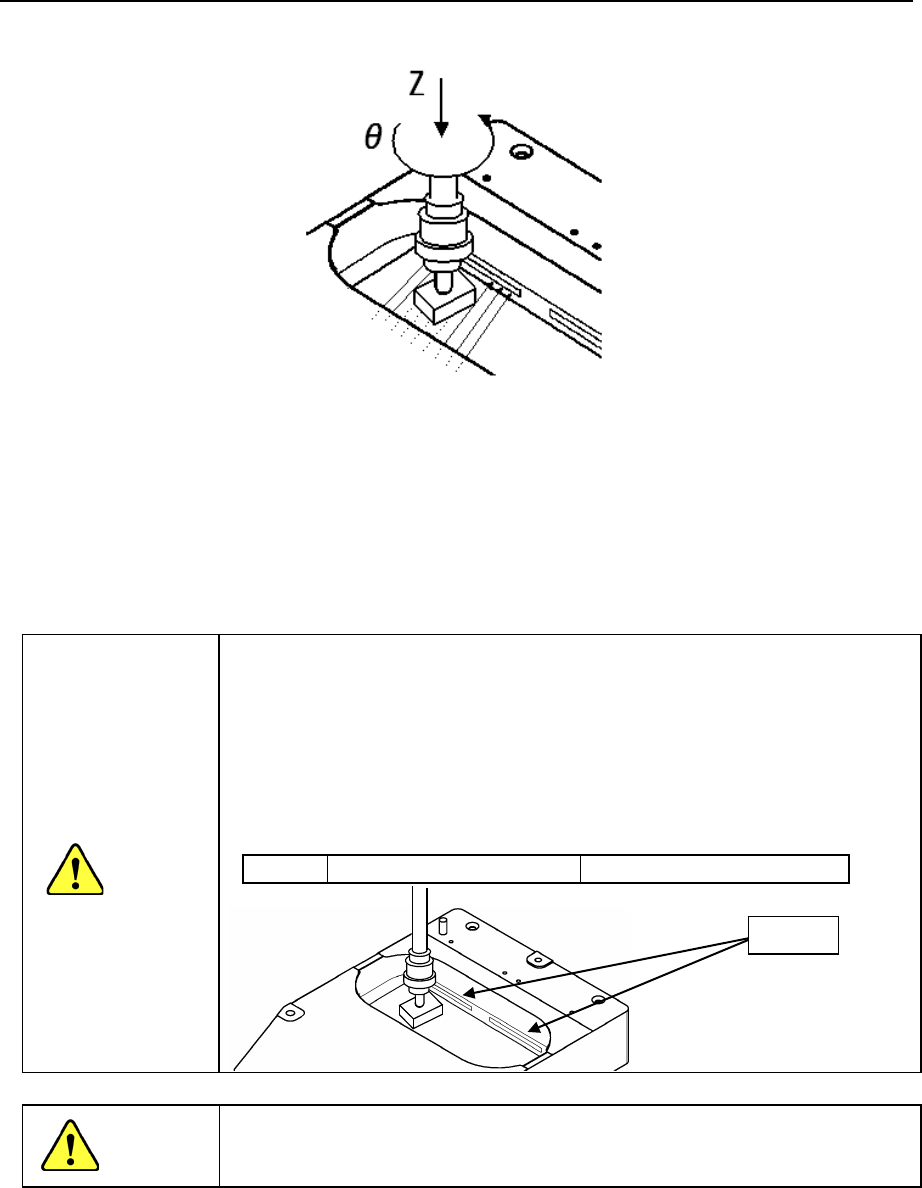
1-2-6 定心系统
本装置采用非接触式定心方式,从侧面照射LED激光,读取其光影,根据激光校准传感器识
别元件位置角度。
图 1-2-6-1 LNC60
上下移动Z轴,真空吸取元件,向元件投射LED。LED光线被元件遮住的部分呈阴影,用
θ
轴
旋转元件时,阴影宽度便会有变化。
◇可从阴影宽度的变化求出所吸取元件的位置偏移及角度偏移,在校正该偏移量后再进行
贴片。
注意
<关于保护激光单元玻璃面的注意事项>
激光装置的元件检测部位外罩是玻璃制品,划伤后,尽管罕见,也会造成激光
识别错误,所以务必注意以下几点:
●不要使用超过最大尺寸的元件。
●最大尺寸的元件尽管是标准规格以内,但挪动吸取位置时会使元件接触玻璃
面,务请格外注意。
规格(最大元件尺寸)
LNC60 正方形元件: □33.5mm 一边长度:33.5mm
注意
若不按本说明书的步骤进行控制、调整与操作,可能会受到辐射,有危险。
玻璃
第 1 部 基本篇 第 1 章 设备概要
1-37
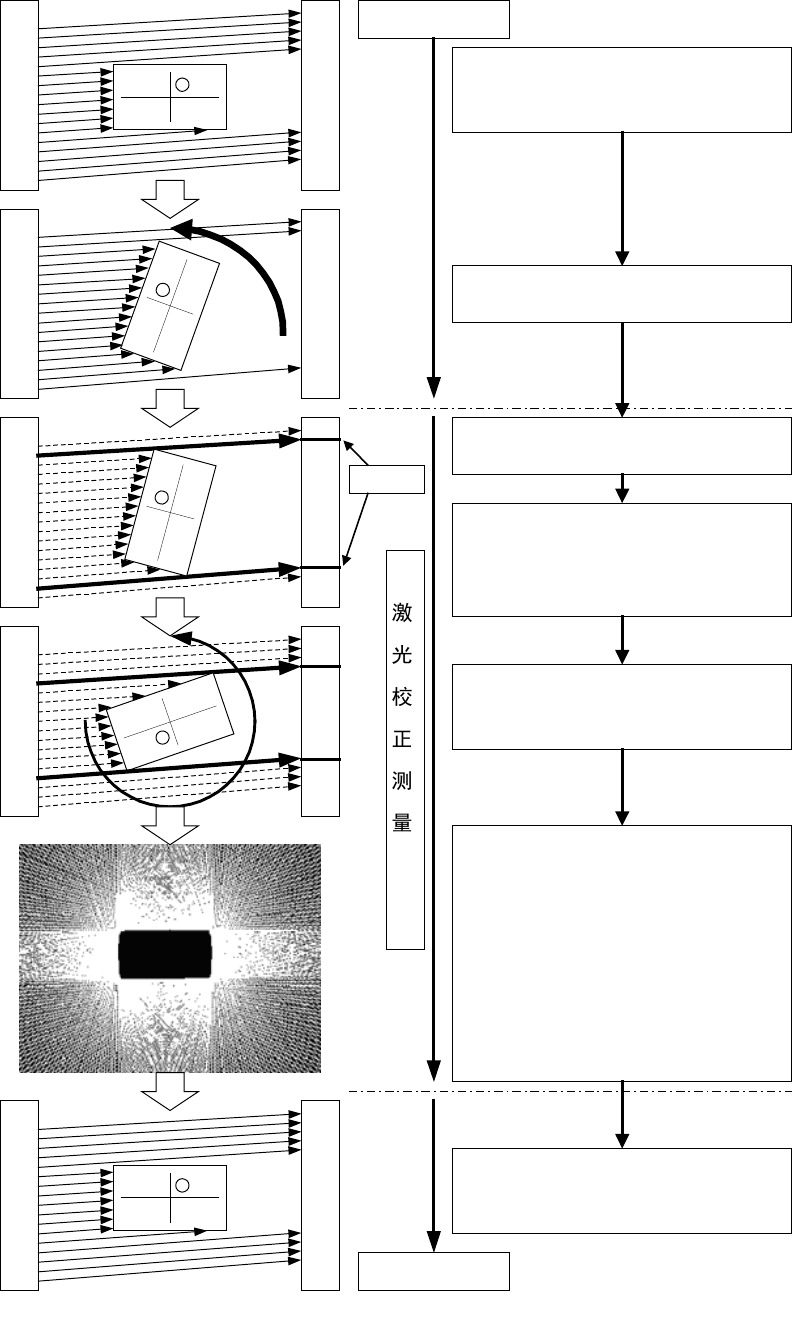
(1) 激光校正定心流程
吸取元件
驱动 Z 轴,吸取元件,
把元件对准激光校正高度。
开始旋转
θ
轴。
θ
轴加速时,测量尚未开始。
θ
轴旋转到一定速度后,
开始进行激光校正测量。
传感取得元件遮影边界(端部)的
位置数据。与边界位置对应的光束
做为元件的“切线”,存入传感器。
θ
轴旋转 360°,取得各个角度
的切线数据。
旋转
360
°后,传感器根据取得的各角
度的切线数据,生成和分析元件的外
形,把测量结果返回贴片机。
·元件尺寸
(X 方向:wX Y 方向: wY)
·吸嘴旋转中心与元件中心间的偏移量
(X 方向:dX Y 方向: dY)
·角度(
θ
)的偏移量:dRz
位置偏移(dX,dY)
角度偏移(dRz)
校正后,进行贴片。
贴片
边界
图 1-2-6-2
① ② ③ ④ ⑤ ⑥
第 1 部 基本篇 第 1 章 设备概要
1-38
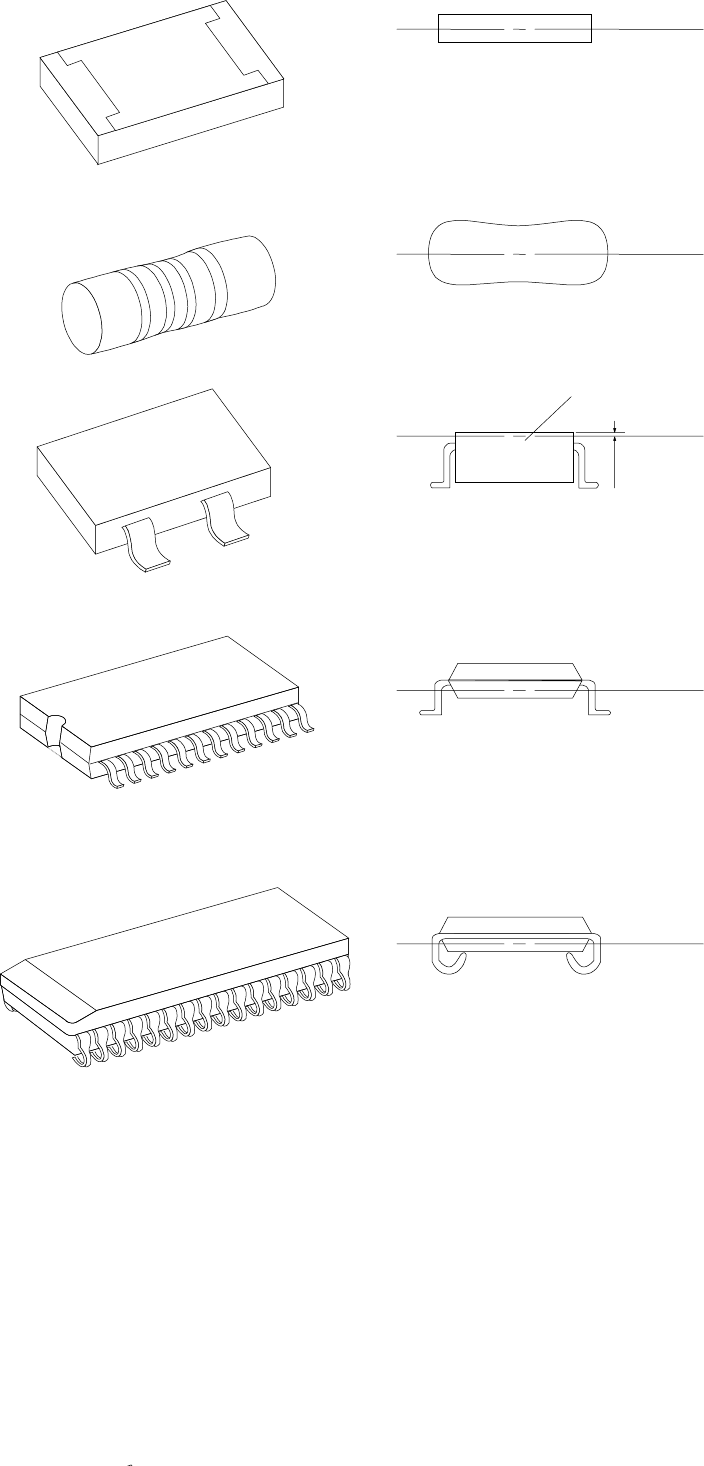
(2)主要元件的激光校正测定位置
图 1-2-6-3
方形芯片
圆筒形芯片
SOT
SOP·TSOP
SOJ
(元件上下面的中间)
激光校正测量位置
(元件的中心)
模板部
(距元件上面 0.25mm 的位置)
激光校正测量位置
激光校正测量位置
(元件背面与管脚根部)
(元件背面与管脚根部
)
激光校正测量位置
激光校正测量位置
0.25