JM-10_使用说明书.pdf - 第558页
第 2 部 功能详解篇 第 5 章 操作选项 5-7 7 所有电路都是 坏板标记时结 束生产 设置在所有电路 识别出坏板标记时, 是否中断生产。 即使生产未达到 预定数量,也要结束 生产。因为可以推断 是“坏板标 记位置信息错误 ” 、 “传感器的 调整不良或故障”等 出现异常。 8 安装吸嘴时进 行方向检测 设置安装吸嘴时 是否执行方向检测。 T 型等吸嘴 需要对准元件的角度吸取 ,可在安装吸嘴时测 量吸嘴的安 装方向,对吸取、识别、…
第 2 部 功能详解篇 第 5 章 操作选项
5-6
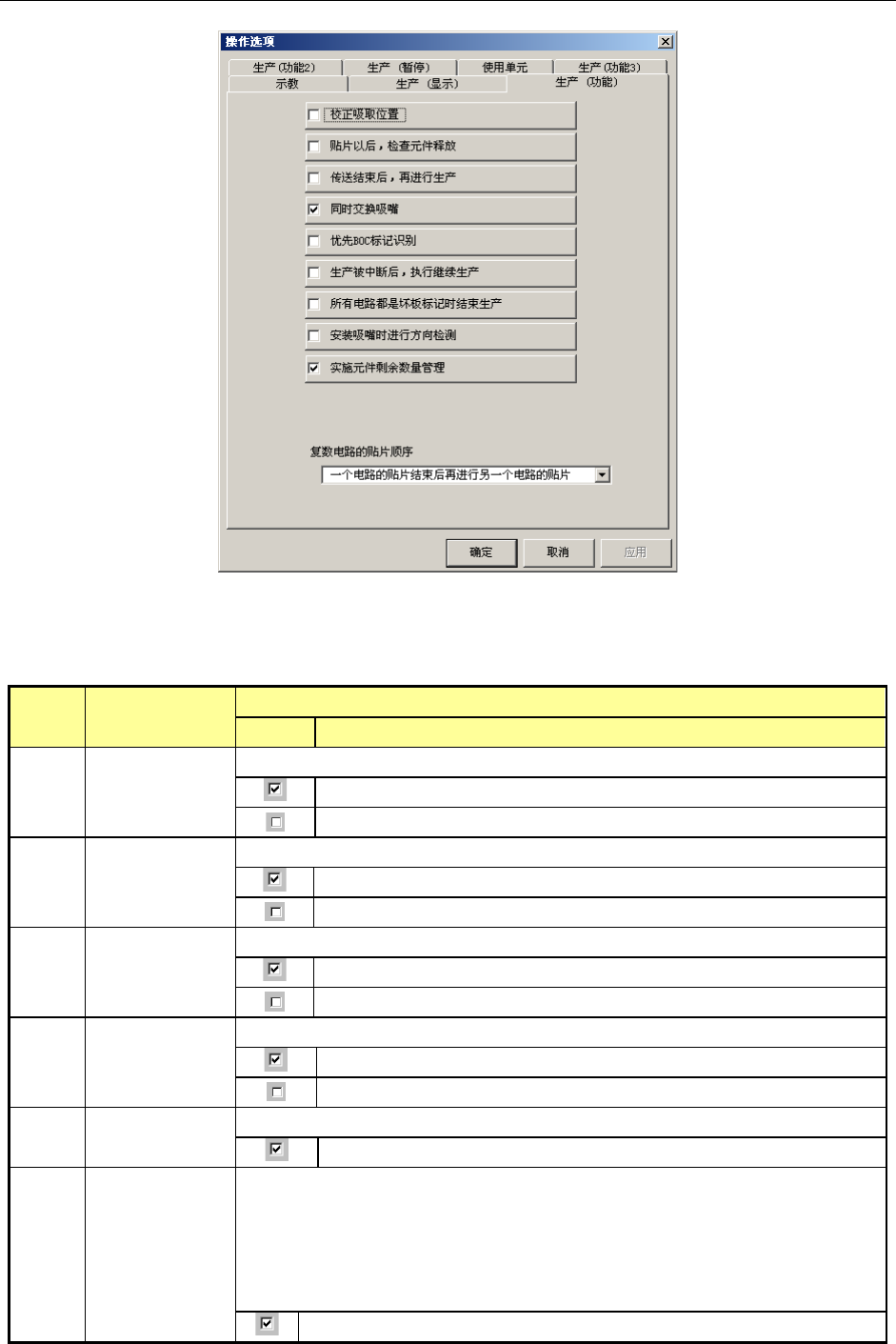
5-2-3 生产的功能选项的设置
设置生产时的操作。
图 5-2-3-1 生产的功能选项
表 5-2-3-1 生产时的功能选项设置项目的细节和内容
序号. 项目
内容
状态 动作及详细内容
1 校正吸取位置
设置是否执行吸取位置校正。
根据定心结果对吸取位置进行校正。
忽视元件数据指定的「吸取位置校正」,不执行校正。
2
贴片以后,检查
元件释放
设置元件贴片时是否要检查元件脱离了吸嘴。
元件贴片后 Z 轴上升时,用激光确认元件未残留在吸嘴上。
忽视元件数据中指定的「检查元件释放」,不进行检查。
3
传送结束后,再
进行生产
设置生产动作是否要等待传送。
夹紧基板未完成前,不开始生产动作。
夹紧基板未完成前,可开始生产动作。
4 同时交换吸嘴
设置是否同时交换吸嘴。
同时交换吸嘴。
不同时交换吸嘴。
5
优先 BOC 标记
识别
设置是否优先执行 BOC 标记识别。
识别 BOC 标记优先于识别坏板标记。
6
生产被中断后,
执行继续生产
设置用户中断生产(按暂停键中断)时是否显示「继续生产」信息。
生产异常结束(发生非同步现象,生产异常结束)时,无条件地自动生成继续
生产文件。有关继续生产的操作顺序,请参见「继续生产」。
生产中断时自动生成继续生产文件。
第 2 部 功能详解篇 第 5 章 操作选项
5-7
7
所有电路都是
坏板标记时结
束生产
设置在所有电路识别出坏板标记时,是否中断生产。
即使生产未达到预定数量,也要结束生产。因为可以推断是“坏板标
记位置信息错误”、“传感器的调整不良或故障”等出现异常。
8
安装吸嘴时进
行方向检测
设置安装吸嘴时是否执行方向检测。
T 型等吸嘴需要对准元件的角度吸取,可在安装吸嘴时测量吸嘴的安
装方向,对吸取、识别、粘贴元件时的吸嘴安装角度进行校正。但仅
对 INI 文件定义的吸嘴有效。使之有效时,要加算安装吸嘴时识别吸
嘴的时间。
9
实施元件剩余
数管理
设置元件剩余数管理。
预计下次基板生产时,某一电路会发生元件用完,则停止生产。
暂停的时间段,定为在夹紧基板完成之后。
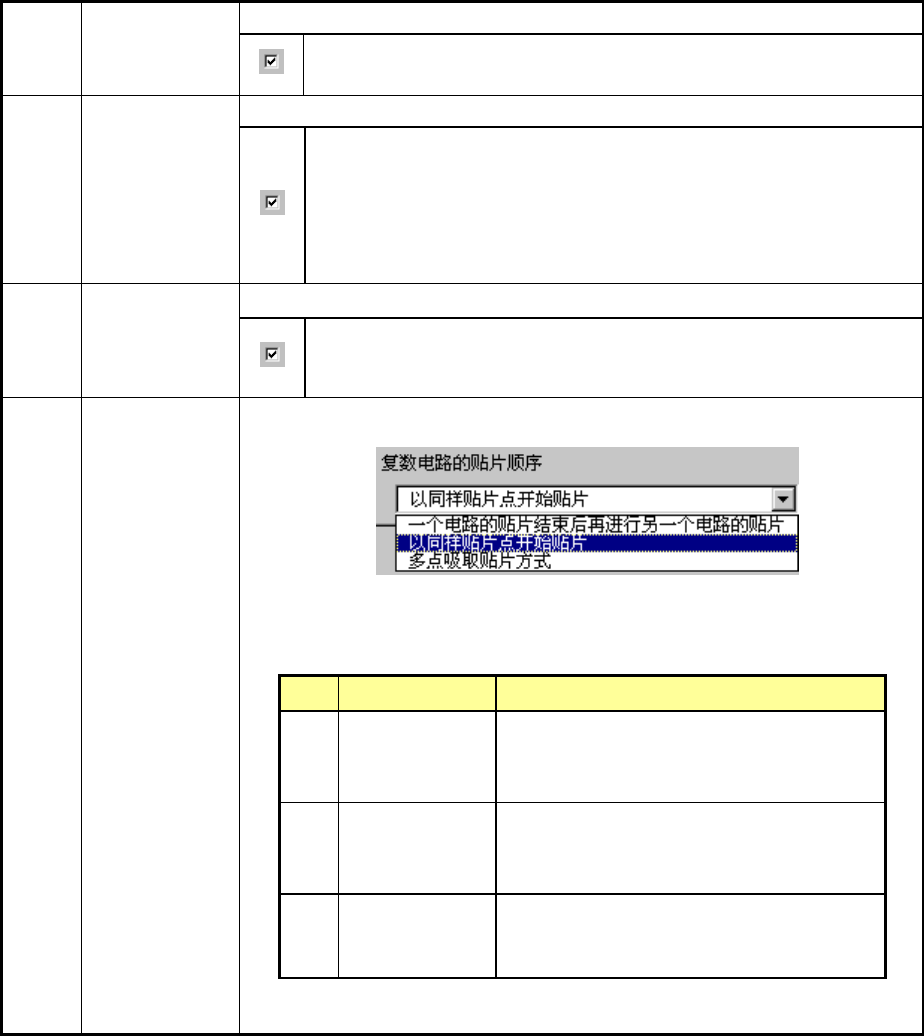
10
复数电路的贴
片顺序
指定要使用的贴片顺序。
图 5-2-3-2 多电路的贴片顺序图
表 5-2-3-2 多电路的贴片顺序的选项及概要
序号 选项 概要
1
一个电路的贴片
结束后再进行另
一个电路的贴片
在矩阵或非矩阵上,对每一电路依次贴片,逐
个电路完成贴片。
2
以同样贴片点开
始贴片
按照贴片数据的顺序,将第 1 号元件贴片在各
电路上,然后将第 2 号元件贴片在各电路上,
按贴片数据顺序依次在各电路上贴片。
3
多点吸取贴片方
式
对一次(吸嘴数)可吸取的元件配对,并将其贴
片在各电路上。可加快生产节拍,因此通常推
荐该模式。
第 2 部 功能详解篇 第 5 章 操作选项
5-8
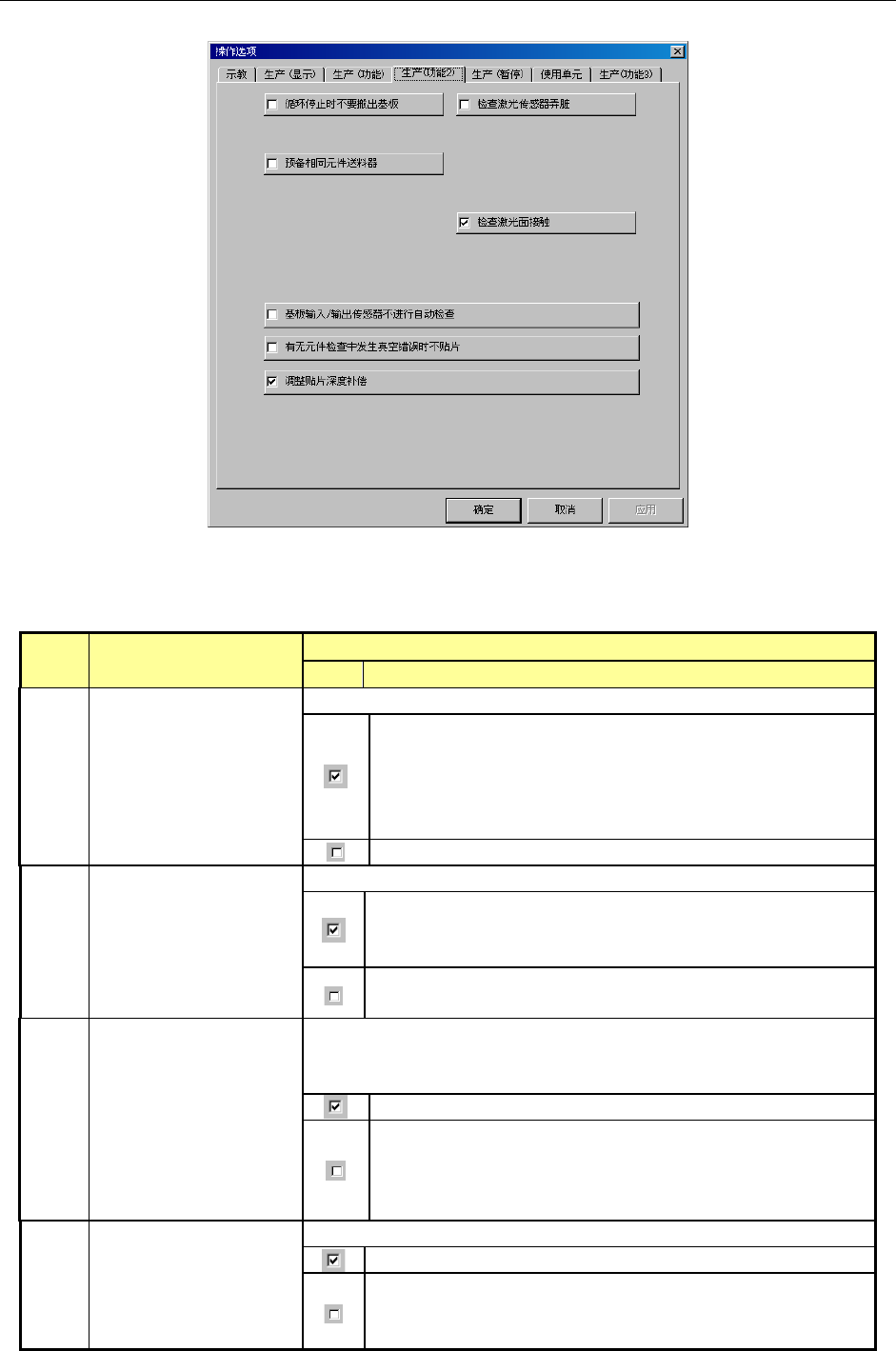
5-2-4 生产的功能 2 选项的设置
设置生产时的操作。
图 5-2-4-1 生产功能 2 选项
表 5-2-4-1 生产功能 2 选项设置项目的详细内容
序号 项目
内容
状态
动作及详细内容
1
循环停止时不要搬出
基板
设置在循环停止时,是否搬出基板。
在生产中按下单循环键时,生产一块基板后不搬出基板,留
在中心站上。
·释放基板并暂停。
·按<START>键,再进行生产。
把基板排出到后道工序后结束生产。
2 检查激光传感器弄脏
设置基板搬入时是否用激光检查脏污。
搬入基板、移动到等待位置后,进行激光脏污检查。
检测到脏污后,暂停。另外,重启时再检查一次,若还有脏
污,则显示信息询问是检查还是强行继续生产。
不进行激光脏污检查。
3
基板输入/输出传感器
不进行自动检查
设置在 IN 缓冲、OUT 缓冲传送动作中发生错误后开始生产时、是否
对 IN 缓冲器、OUT 缓冲上有无基板进行检查。
生产开始时不检查基板。
生产开始时,如基板残留在传感器之间,设置为自动移动到
传感器感知区域上。
4
预备相同元件送料器
设置按输入顺序生产时预备相同元件送料器。
如有替代送料器,在元件用尽时从替代送料器中吸取元件。
不预备相同元件送料器。