JX-200_机器控制参数.pdf - 第73页
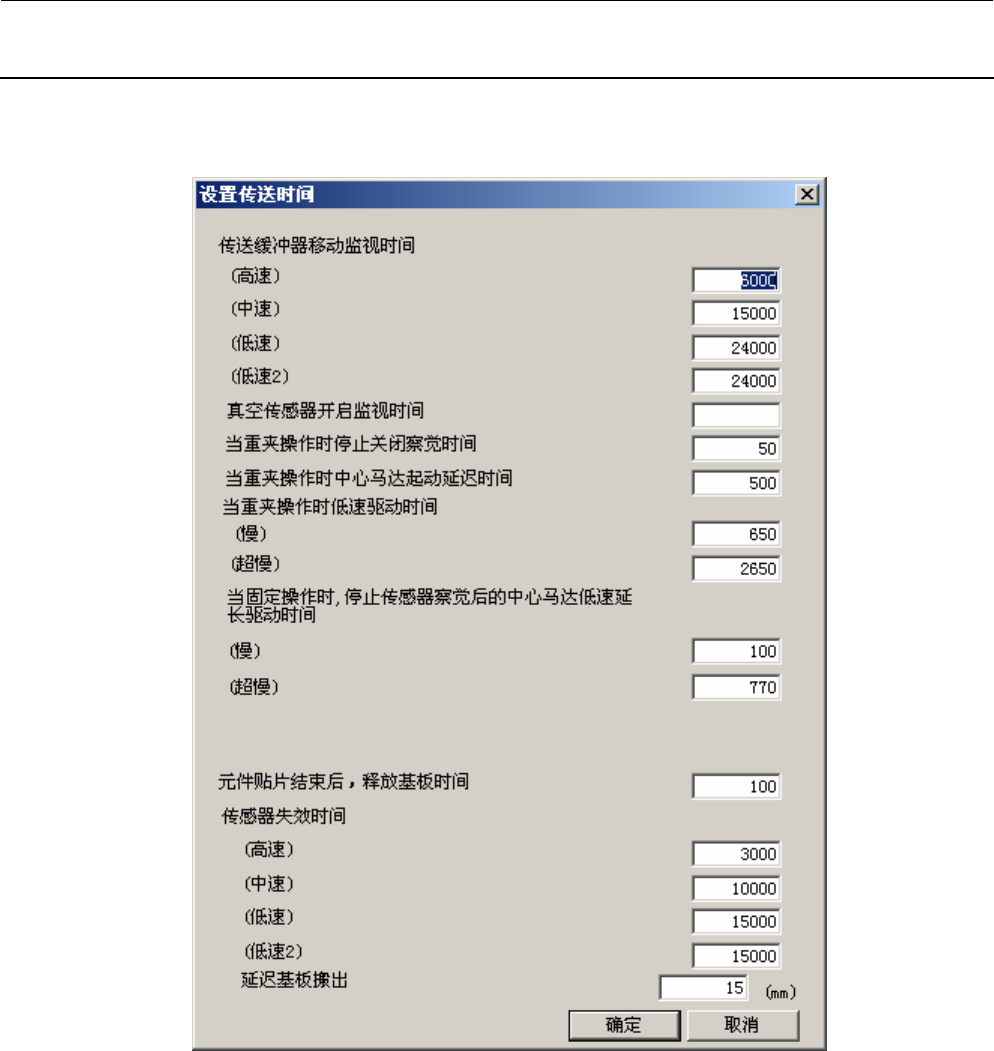
Rev. 1.0 机器控制参数 4-3-4 传送时间设定 图 4-3-4 传送时间设定 (1) 设定画面的显示方法 菜单∶ [ 输入 ]→[ 传送 ]→[ 设置时间 ] 起动∶ [ 传送 ] 按钮 →[ 设置时间 ] 按钮 4-39
Rev. 1.0
机器控制参数
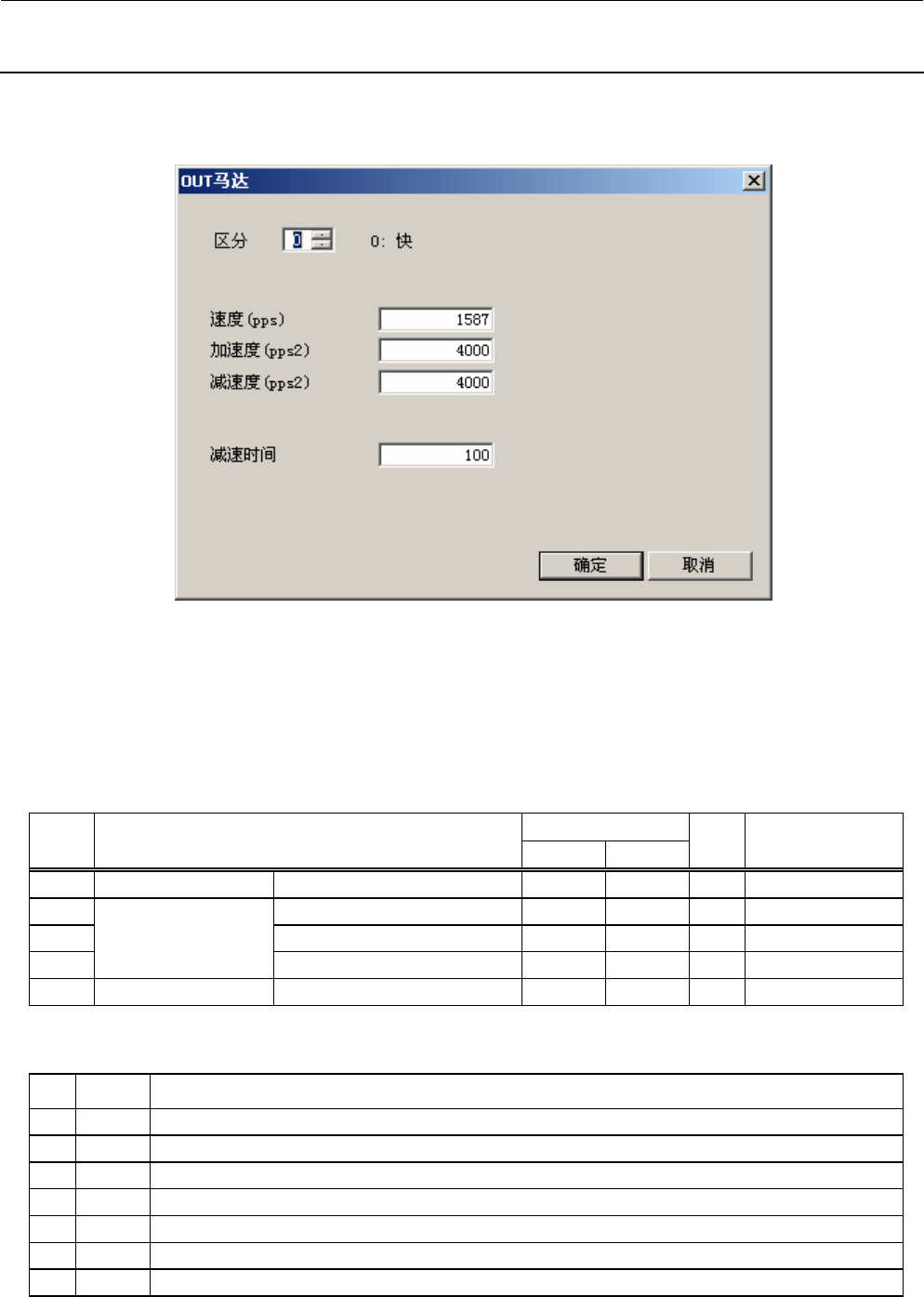
4-3-3 OUT 马达
图 4-3-3 OUT 马达
(1)设定画面的显示方法
菜单∶ [输入]→[传送]→[OUT 马达]
起动∶ [传送]按钮→[OUT 马达]按钮
(2)设定项目
输入范围
№ 项目
最小值 最大值
单
位
备考
1 区分 0 9 参照(3)区分
2 速度(pps) pps
3 加速度(pps2) pps
2
4
OUT 马达
(驱动方式)
减速度(pps2) pps
2
5 减速时间 ms 1~1000
(3)区分
№ 区分 内 容
1 0 高速(约 400 mm/s) *(1)
2 1 高速(约 300 mm/s) *(1)
3 2 中速(约 200 mm/s)
4 3 低速(约 150 mm/s)
5 4 预备送料(低速)(约 56 mm/s)
6 5 预备送料(低速 2)(约 14 mm/s)
7 6~9 预备
*(1)传送马达的高速根据参数的设置切换到 400mm/s 或 300mm/s。
4-38
Rev. 1.0
机器控制参数
4-3-4 传送时间设定
图 4-3-4 传送时间设定
(1)设定画面的显示方法
菜单∶ [输入]→[传送]→[设置时间]
起动∶ [传送]按钮→[设置时间]按钮
4-39
Rev. 1.0
机器控制参数
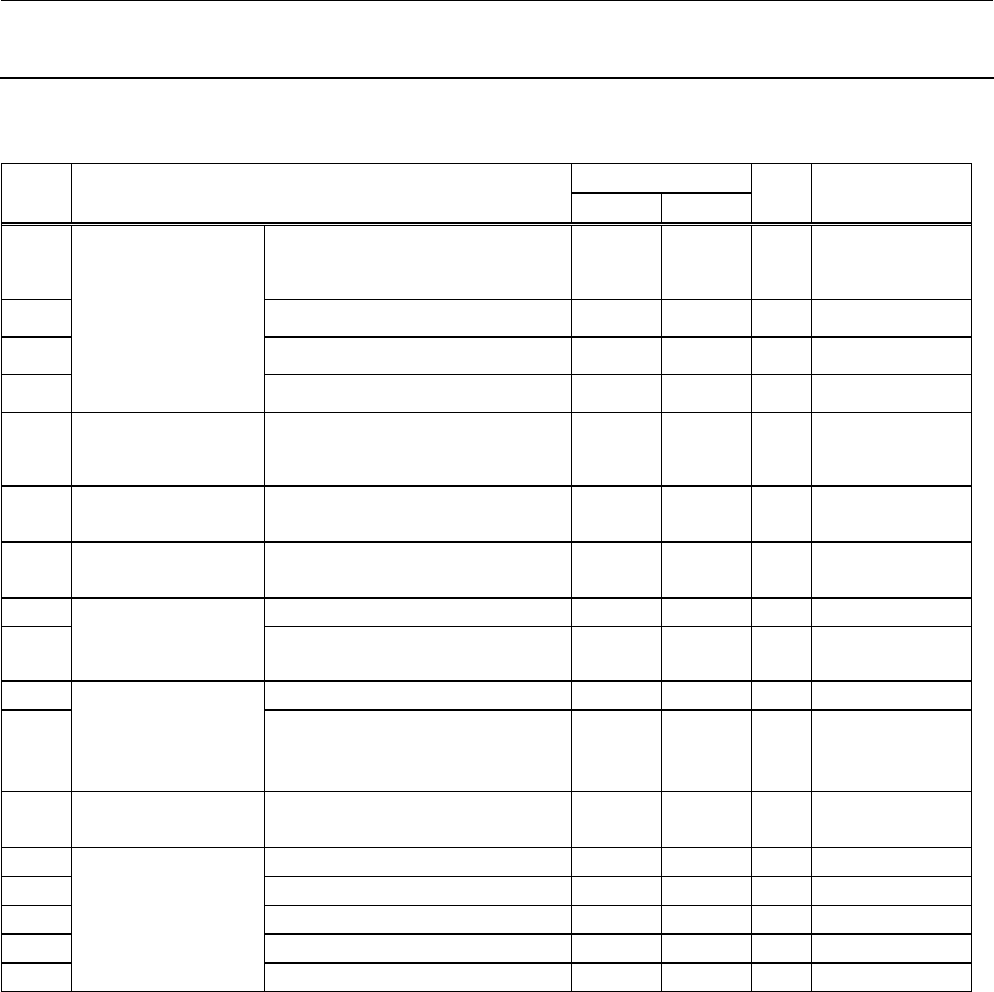
(2)设定项目
输入范围
№ 项目
最小值 最大值
单
位
备考
1 高速 ms
初期值:6000(6
秒)
2 中速 ms 初期值:1200
3 低速 ms 初期值:2400
4
传送缓冲器移动监
视时间
低速 2 ms 初期值:
5
真空传感器开启监视时间
(使用传送真空表时)
ms 初期值:500
6
再次钳夹动作时的 STOP OFF
检测时间
ms
7
再次钳夹动作时的中心马达开
始转动延迟时间
ms
8 低速 ms
9
再次钳夹动作时的
中心马达正转低速
驱动时间
低速 2 ms
10 低速 ms
11
钳夹动作时,TOP
传感器检测后中心
马达低速延长驱动
时间
低速 2 ms
12
载最终贴装点的元件贴装后的
基板解除时间
ms
13 高速 ms 初期值:5000
14 中速 ms 初期值:10000
15 低速 ms 初期值:15000
16 低速 2 ms 初期值:
17
传感器 ON→ OFF
监视时间
延迟基板传出 mm 初期值:15
4-40