DEUKYX-193-3100_G5S2_VOL3.pdf - 第240页
DEUKYX 2-72 193-3100 3.1 Auto Ope. Set-up n Set-up 1 [1] [2] [3] [4] [5] [6] [7] [8] F3B73 [1] Auto fdr axis adj. set picks [times] Legen Sie die Gesamtzahl der gesammelten Proben fest, wenn Daten aktualisiert oder geänd…
DEUKYX
2-71193-3100
3.1 Auto Ope. Set-up
3.1 Auto Ope. Set-up
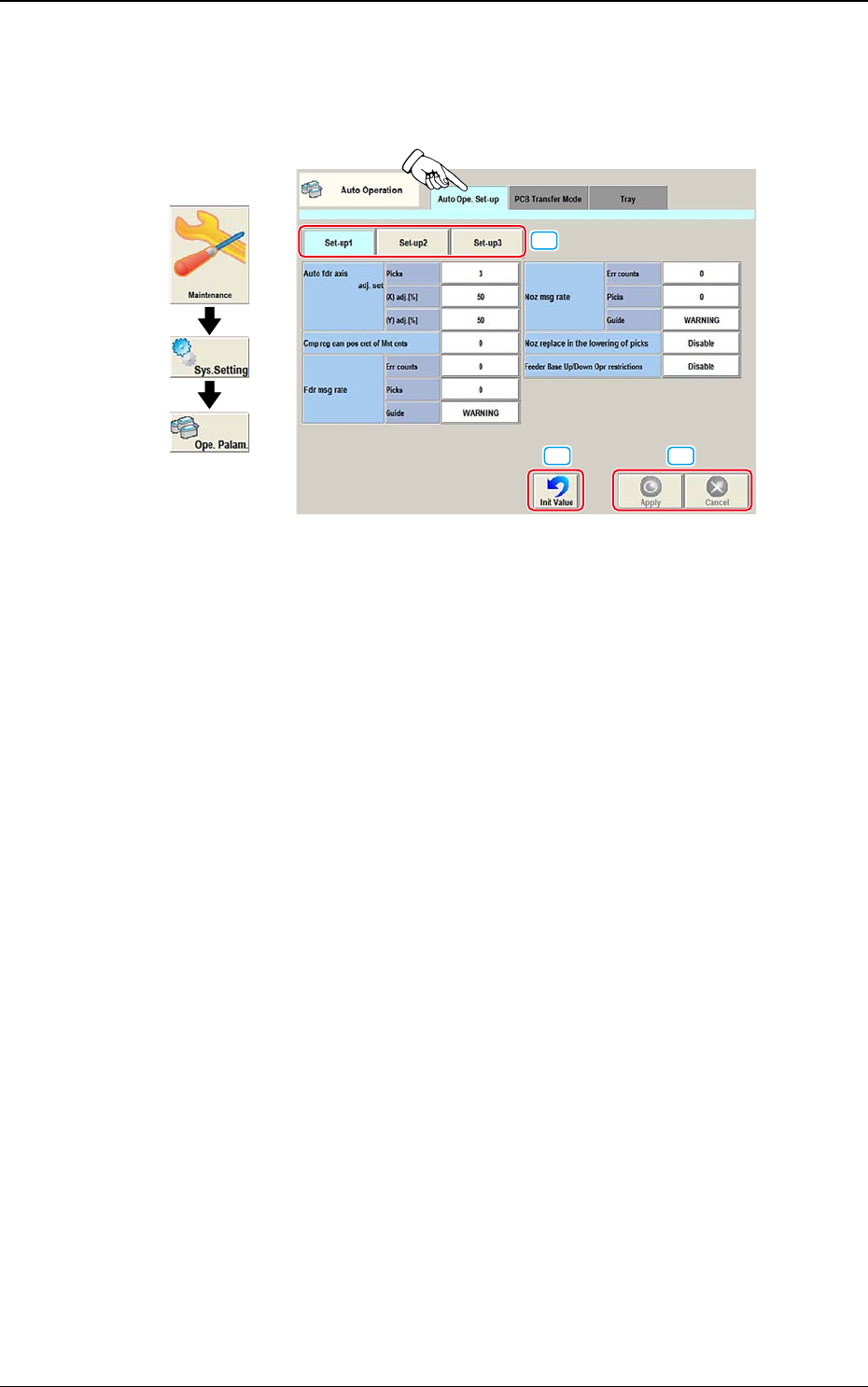
Wird der [Auto Ope Set-up]-Tab im Bildschirm "Auto Operation" gedrückt,
öffnet sich der folgende Bildschirm.
Grafischer
Ablauf
[2] [3]
[1]
F3B72
[1] Taste Setup ändern
Der Bildschirm wechselt zu "Set-up 1", "Set-up 2" oder "Set-up 3".
[2] [Init Value]-Taste
Beim Drücken der Taste wird das Autobetrieb-Setup initialisiert.
[3] [Apply]-Taste
Wird diese Taste gedrückt, werden die eingegebenen Daten gespeichert.
[Cancel]-Taste
Wird diese Taste gedrückt, werden die gespeicherten Daten wieder
aufgerufen und die Eingaben werden verworfen.
DEUKYX
2-72193-3100
3.1 Auto Ope. Set-up
n
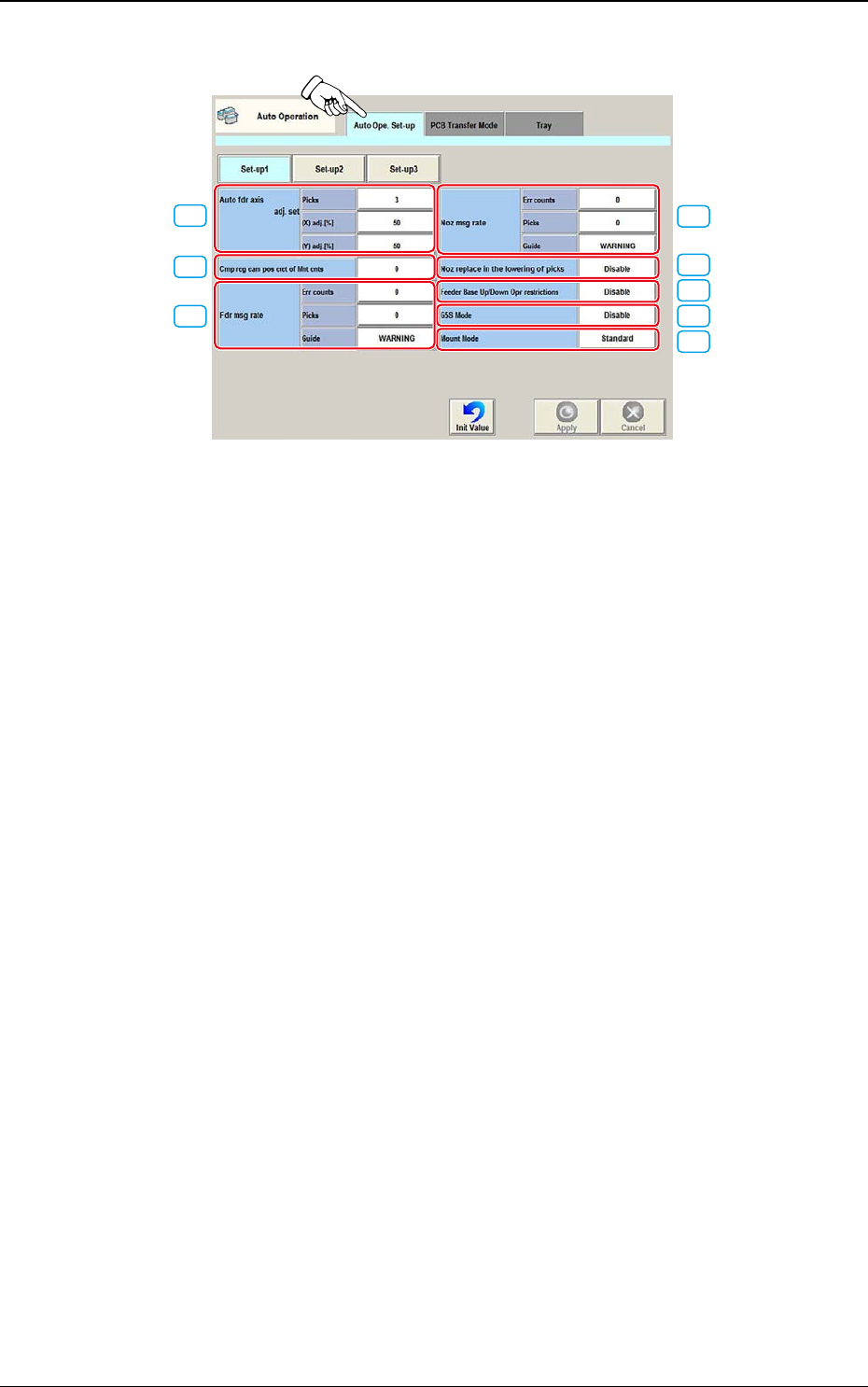
Set-up 1
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
F3B73
[1] Auto fdr axis adj. set
picks [times]
Legen Sie die Gesamtzahl der gesammelten Proben fest, wenn Daten
aktualisiert oder geändert werden.
(X) adj. [%]
Stellen Sie in diesem Datenfeld den Rückkopplungskoefzienten des
Mittelwerts der X-Richtungsabweichung ein.
Wertebereich: 10 bis 90
(Y) adj. [%]
Stellen Sie in diesem Datenfeld den Rückkopplungskoefzienten des
Mittelwerts der Y-Richtungsabweichung ein.
Wertebereich: 10 bis 90
DEUKYX
2-73193-3100
3.1 Auto Ope. Set-up
[2] Cmp rcg cam pos crct of Mnt cnts [mal]
Drücken Sie den Wert, um die "10er-Tastatur" aufzurufen und geben Sie
einen der folgenden Werte ein.
“0”
: Für die zu bestückenden Bauteile erfolgt keine
automatische Korrektur.
“1” bis “9999”
: Korrektur erfolgt für die angegebene Anzahl zu
bestückender Bauteile.
Hinweis
(a) Wenn im Feld "Modus" "Correct" gesetzt ist, erfolgt die Korrektur
automatisch, bevor die LP in die Positionierung gefahren wird und
die Bauteilerkennung erfolgt.
(b) Wenn die Anzahl an Beiteilen (Bauteile die auf der LP bestückt
werden sollen) pro Kopfeinheit (Beam) geringer ist als die
vorgegebene Anzahl, ndet in der Mitte des Bestückungsvorgangs
keine Korrektur statt.
Da der interne Zähler zur Intervallüberwachung durch die oben
beschriebene Korrektur (Aktion während der Positionierung) gelöscht
wird, ndet in Abhängigkeit von der Anzahl der auf mehreren
Leiterplatten zu platzierenden Bauteile keine Korrekturmaßnahmen
statt.
[3] Fdr msg rate
Err counts [mal], picks [mal]
Stellen Sie die Parameter so ein, dass die Feeder-Einschubnr. (Fdr. No.)
des Gurt-Feeders angezeigt wird, dessen Aufnahmerate sich während des
automatischen Betriebs verschlechtert hat.
Wenn die Anzahl der Aufnahmen den angegebenen Wert erreicht hat, wird
der Parameter im Textfeld „Err counts“ gelöscht.
Hinweis
Die Anzahl der Aufnahmen und Aufnahmefehler werden für jeden
einzelnen Feeder verwaltet, aber die Parameter von "Err counts" und
"picks" werden für jedem Feeder gleichermaßen angezeigt.
Führung
Mit “WARNING”, “Stop (Cycle stop) oder “Pause” kann festgelegt werden,
in welchem Modus die Maschine gesetzt werden soll, wenn die Anzahl der
Aufnahmefehler die angegebenen Fehlerzahlen erreicht hat, bevor die Anzahl
der Aufnahmen die angegebene Anzahl an Aufnahmen erreicht hat. Wird
"Warning" gewählt, wird eine entsprechende Warnmeldung ausgegeben.
“Stop (Cycle stop)” stoppt die Maschine nach einem Zyklus und “Pause”
schaltet die Maschine in den “PAUSE”-Modus.
Hinweis
Wenn sowohl “Err counts” als auch “picks” auf “0” (Null) gesetzt sind
oder “Err counts” auf eine größere Anzahl als die Anzahl an “picks”
gesetzt wurde, wird keine Warnmeldung ausgegeben.