DEUKYX-193-3100_G5S2_VOL3.pdf - 第251页
DEUKYX 2-83 193-3100 3.2 PCB T ransfer Mode [7] Output PCB delivery position [mm] Geben Sie die LP-Entladeposition vor. [8] Output PCB delivery speed [mm/sec] Geben Sie die Geschwindigkeit für die Zuführung vor. • Standa…

DEUKYX
2-82193-3100
3.2 PCB Transfer Mode
[4] Input conveyor Timer1 [s]
Geben Sie eine zeit vor, um die Laufzeit der Zuführung (LP-Empfang von
der vorgeschalteten Maschine) zu beschränken.
Der Zeitgeber misst die Zeit, die die Zuführung arbeitet und erkennt, wenn
die LP-Zufuhr unterbrochen wird.
Hinweis
Addieren Sie etwa 2 Sekunden zu der Zeit, die die LP für die Zufuhr von
der vorgeschalteten Maschine benötigt, und geben Sie den Wert in das
Feld ein.
[5] Input Pusher delay timer [sec]
Wurde der “Pusher” im Feld “Input mode” unter “Input Setup” eingerichtet,
ist es erforderlich, die Verzögerungszeit (Wartezeit) für den Ladevorgang
anzugeben, nachdem der Zufuhrsensor eine Leiterplatte erkannt hat.
[6] Output mode
In diesem Bereich wird die Endladung zur nachgeschalteten Maschine
eingerichtet.
Standard
Wurde die nachgeschaltete Maschine von YAMAHA gefertigt, geben Sie
in das Textfeld "Standard" ein.
Wird das Anforderungssignal von der nachgeschalteten Maschine
empfangen, schaltet sich das Transport der Maschine EIN und eine
LP wird über das Transportband zu der nachgeschalteten Maschine
transportiert.
Wird das Anforderungssignal nicht innerhalb einer bestimmten Zeit
empfangen, nachdem das Entladen gestartet wurde, stoppt die Maschine
mit einem Fehlerstatus.
Interval
Wenn das Anforderungssignal von der nachgeschalteten Maschine
empfangen wird, werden die LPs zu der nachgeschalteten Maschine
transportiert.
Das Transportband stoppt, wenn der Entlade-Zeitgeber 1 die angegebene
Zeit werreicht hat.
Die Maschine beginnt mit den Entladevorgängen, wenn die
Entladebedingung erfüllt ist, nachdem das Transportband angehalten
wurde und die im Textfeld „Output interval timer [sec]“ angegebene Zeit
abgelaufen ist.
Hinweis
Eine Fehlererkennung ndet nicht statt.
SMEMA
Die LPs werden nach dem SMEMA-Standard transportiert.
DEUKYX
2-83193-3100
3.2 PCB Transfer Mode
[7] Output PCB delivery position [mm]
Geben Sie die LP-Entladeposition vor.
[8] Output PCB delivery speed [mm/sec]
Geben Sie die Geschwindigkeit für die Zuführung vor.
• Standard : 300 [mm/sec]
Hinweis
Wenn das Entladesystem der Ausgabemaschine in einem anderen
Modus als dem Standardmodus verwendet wird und die LP-
Transportgeschwindigkeit der Ausgabemaschine niedrig ist, muss die
Transportgeschwindigkeit angepasst werden.
[9] Output conveyor Timer1 [sec]
Geben Sie eine Zeit vor, um die Laufzeit der Entladung (LP-Empfang von
der nachgeschalteten Maschine) zu beschränken.
Hinweis
Addieren Sie etwa 2 Sekunden zu der Zeit, die die LP für die Zufuhr von
der nachgeschalteten Maschine benötigt, und geben Sie den Wert in das
Feld ein.
[10] Output interval timer [sec]
Wenn "Interval" im Textfeld "[6] Output mode" eingestellt ist, legen Sie die
Zeit als Intervallzeit für LP-Entladung fest
[11] Output Pusher conveyor wait [sec]
Wenn "SMEMA" im Textfeld "[6] Output mode" eingestellt ist, wird die
Wartezeit für die Entladung in dieses Feld eingegeben.
DEUKYX
2-84193-3100
3.3 Tray
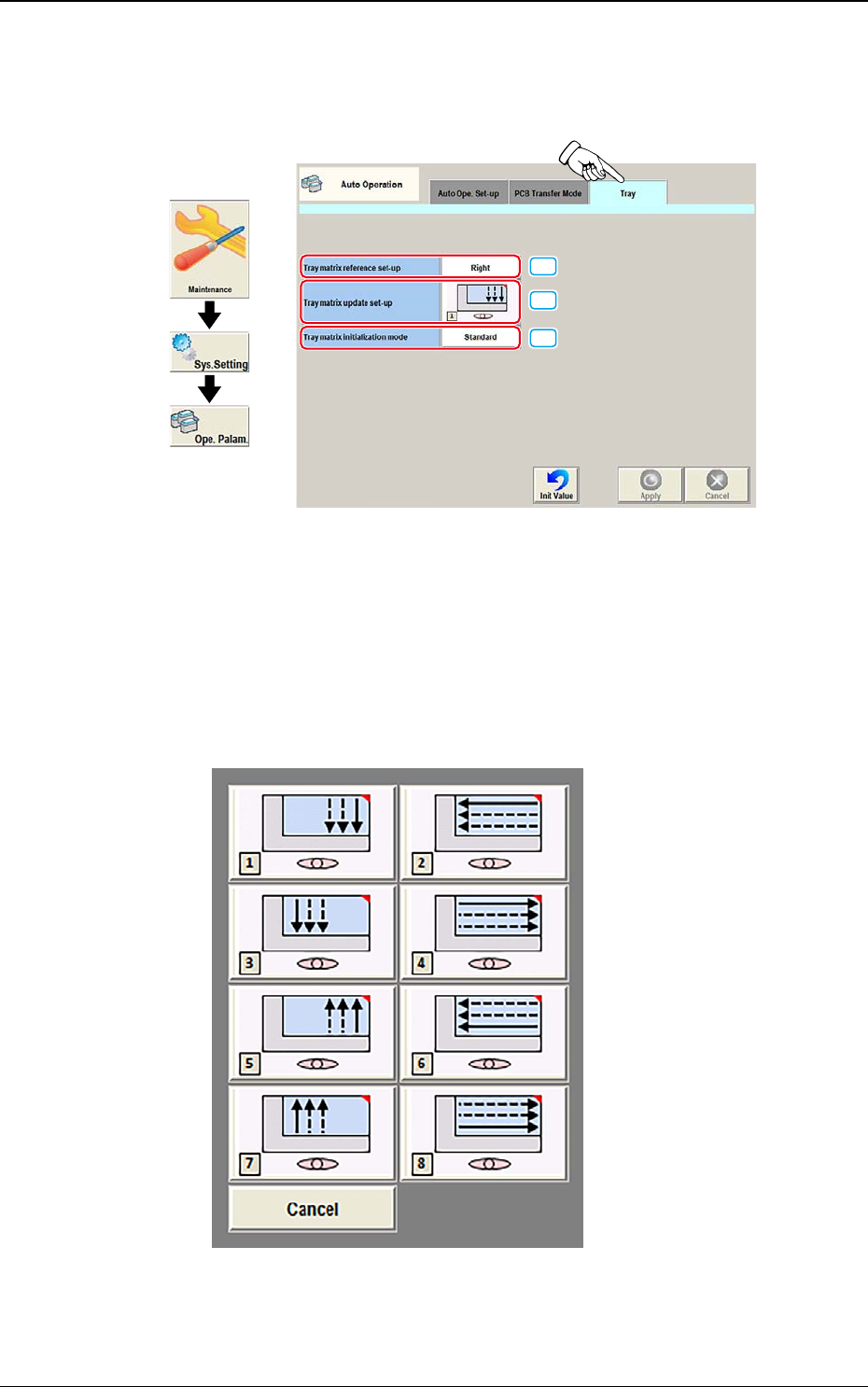
3.3 Tray
Wird der [Tray]-Tab im Bildschirm "Auto Operation" gedrückt, öffnet sich der
folgende Bildschirm.
Grafischer
Ablauf
[2]
[3]
[1]
F3B93
[1] Tray matrix reference set-up
Wählen Sie aus dem Drop-Down-Menü “Right“ oder “Left“.
[2] Tray matrix update set-up
Wählen Sie aus den 8 nachstehenden Muster das aus, das der
Ausziehrichtung entspricht.
F3B94