00193184-02.pdf - 第15页
Istruzioni per l’uso dell’SA VM 1 Introduzione Edizione 08/2002 1.6 Descrizione della macchina 13 1.6.4 Principio di funzionamento Due torri che lavo rano indipendente mente l'una dall'altra sono compos te cias…
1 Introduzione Istruzioni per l’uso dell’SAVM
1.6 Descrizione della macchina Edizione 08/2002
12
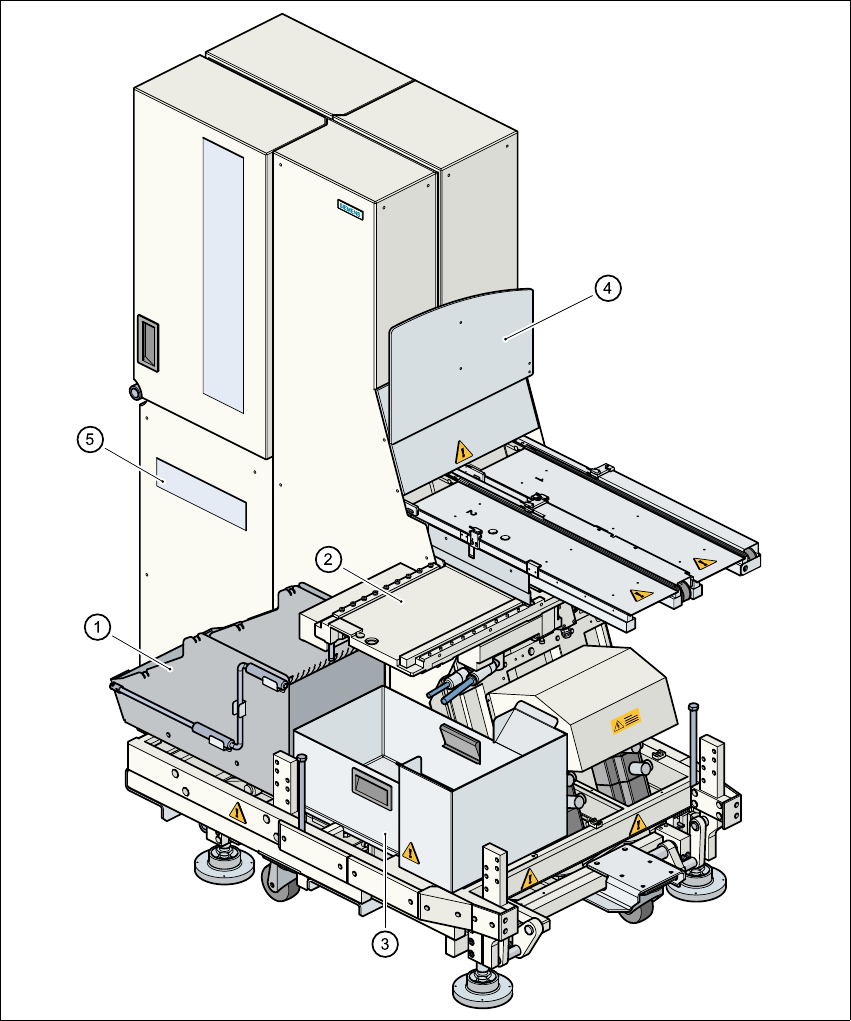
Fig. 1.6 - 2 Scambiatore automatico vassoi, vista frontale
1 Contenitore cinghia
2 Tavolo CO integrato con 9 piani d'appoggio
3 Contenitore rifiuti cinghia
4 Protezione di prevenzione all'accesso al vano interno della macchina SIPLACE
5 Campo di visualizzazione stato, avvertenze e disturbi
Istruzioni per l’uso dell’SAVM 1 Introduzione
Edizione 08/2002 1.6 Descrizione della macchina
13
1.6.4 Principio di funzionamento
Due torri che lavorano indipendentemente l'una dall'altra sono composte ciascuna da un asse ele-
vatrice e un asse di alimentazione. Ogni asse elevatrice contiene 4 cassette ciascuna con 10 vas-
soi. I vassoi (VS) inseriti nei supporti del vassoio (SV’s) vengono immagazzinati all'interno di
queste cassette con poca distanza, uno sopra l'altro.
Ambedue le assi elevatrici vengono movimentatesu e giù in direzione Z mediante una slitta lineare
azionata da servomotore con comando a mandrino. Per diminuire il percorso di movimentazione
dei vassoi alla posizione di prelievo CO, l'asse elevatrice e la relativa slitta lineare sono inclinate
di 20 gradi rispetto all'asse verticale.
Per il prelievo dei vassoi dalle due assi elevatrici, vengono inseriti due ulteriori assi azionate da
servomotore in connessione con una trasmissione a cinghia e chiamate assi di alimentazione.
Con l'utilizzo delle stesse, lo SV viene estratto dall'asse elevatrice con il vassoio necessario e spo-
stato, relativamente alla testa di montaggio, in direzione Y.
I componenti presenti nei vassoi JEDEC vengono portati alla testa di montaggio internamente allo
SAVM mediante i supporti vassoi.
Per fare ciò, la relativa asse elevatrice deve essere spostata nella relativa posizione di ricarica-
mento (vedi anche cap. 4, Fig. 4.2 - 2). Prima che il trascinatore si agganci al SV da trasportare,
il dispositivo di bloccaggio SV deve essere aperto. Si tratta di una molla a balestra sul lato della
cassetta, la quale fissa il SV durante il trasporto nell'asse elevatrice. A loro volta le cassette ven-
gono fissate durante il trasporto nell'asse elevatrice con un cosiddetto dispositivo di bloccaggio
cassetta. Per assicurare che gli SV e le cassette durante lo spostamento dell'asse elevatrice re-
stino fissate, prima di ogni spostamento, il software esegue un controllo di sicurezza.
Ambedue le torri possono essere ricaricate indipendentemente una dall'altra. In questo modo si
evita un'interruzione del processo di montaggio.
L’SAVM, insieme ad un mezzo tavolo CO (con 9 piani di appoggio per il trasporto) forma una unica
unità, che può anche essere sostituita come un unico pezzo con un carrello CO. Al momento della
sostituzione l’SAVM può essere spostato sulle ruote proprie.
La posizione nella stazione SIPLACE è fissata mediante le spine del supporto tavolo CO. L'esatta
posizione viene misurata durante la corsa di riferimento della stazione SIPLACE grazie a due
segni di riferimento.
L'impostazione delle diverse altezze base (Europa e SMEMA) si esegue durante la fase di messa
in funzione. Lo spostamento dell'altezza durante l'aggancio dell’SAVM alla stazione SIPLACE si
esegue unicamente con i mezzi a disposizione presenti sull’SAVM.
1 Introduzione Istruzioni per l’uso dell’SAVM
1.6 Descrizione della macchina Edizione 08/2002
14
1.6.5 Principio dell’SAVM
Con l’SAVM sulla stazione SIPLACE S-25 HM è possibile immagazzinare e cambiare in automa-
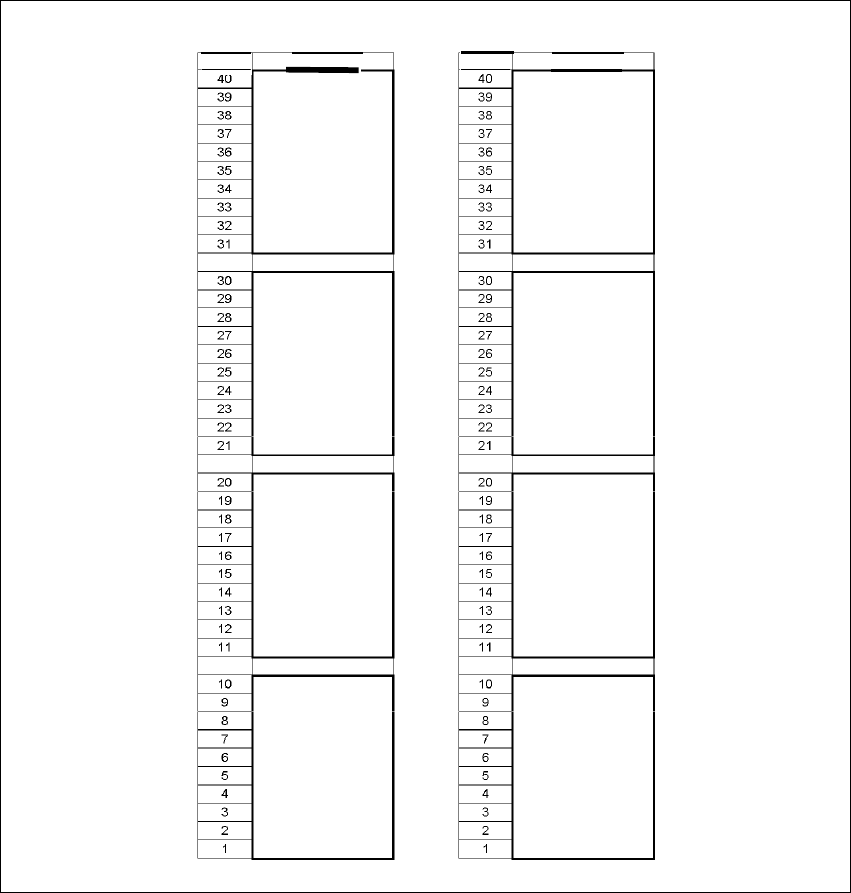
tico fino a 80 vassoi nei supporti per vassoi. I livelli (posti di immagazzinaggio) per i vassoi in ogni
torre sono numerati in progressione ascendente(1 – 40). Con cosiddetti ”vassoi alti” viene oc-
cupato pienamente soltanto ogni secondo piano.
Fig. 1.6 - 3 Numerazione dei livelli in torre 1 e torre 2
La relativa asse elevatrice si sposta in direzione verticale finché raggiunge il piano scelto nell'area
di spostamento dell'asse di alimentazione. Successivamente l'asse di alimentazione preleva il SV
con il vassoio dal piano e lo trasporta nella zona di accesso della testa di montaggio.
Quando la testa di montaggio ha prelevato i componenti necessari dal vassoio, il processo viene
eseguito in sequenza inversa.
Piano
Torre 1
Piano Torre 2
Cassetta 4
Cassetta 4
Cassetta 3 Cassetta 3
Cassetta 2
Cassetta 2
Cassetta 1 Cassetta 1