xp141-241-341-5.0E.pdf - 第208页
S S U U P P P P L L E E M M E E N N T T A A L L I I N N F F O O R R M M A A T T I I O O N N Machine Mfg. Co., Ltd. Solutions for Modern Technology
FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP341E Supplement Page 2 of 2
Fuji Machine Mfg. Co., Ltd. Okazaki
2 SMT Equipment Quality Assurance Dept.
CS Section
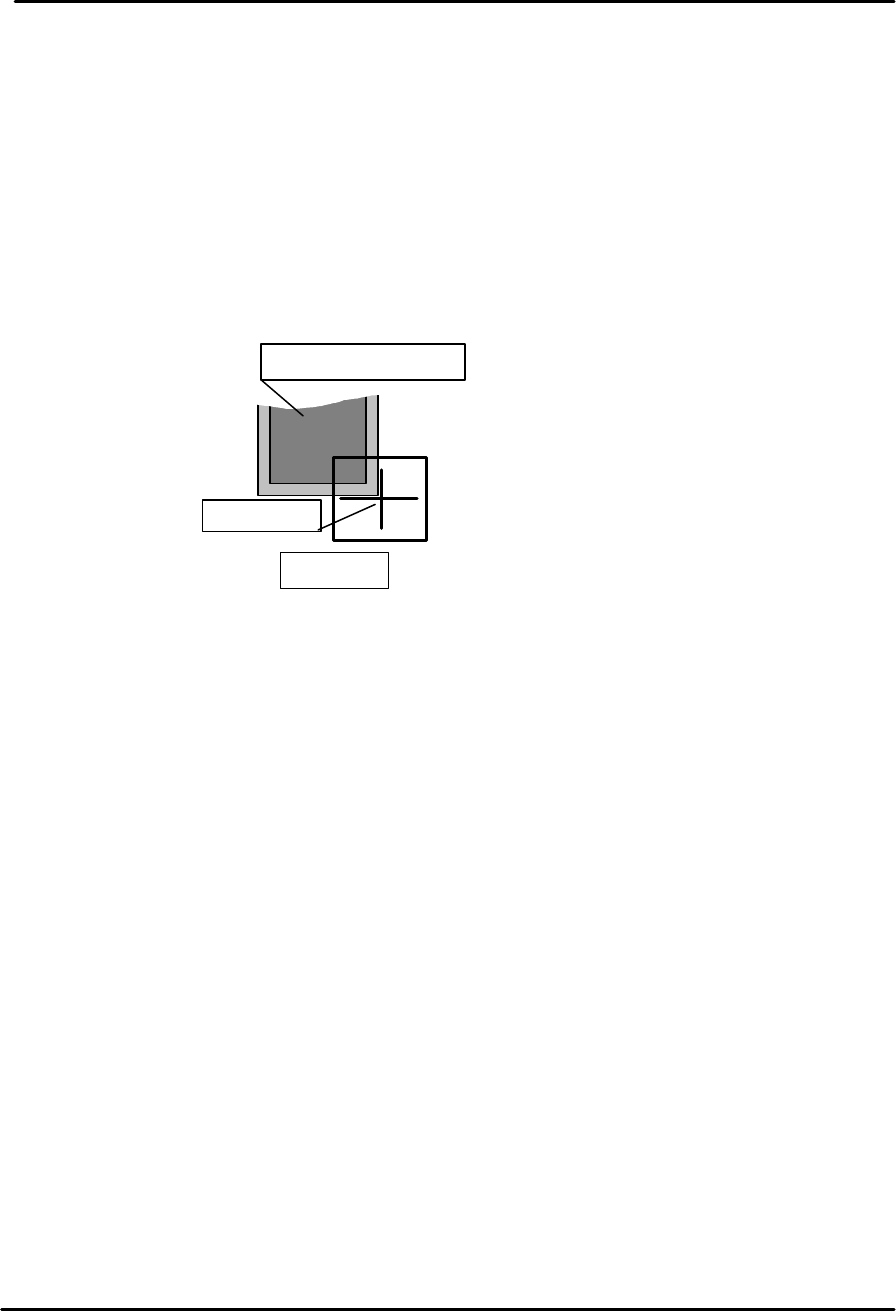
6.11 Measuring the parts reject position
Large parts reject position
1. Equipment: Nozzle jig (Z95314DEPJ0070).
2. Select [Maintenance A] – [Jog] – [Fiducial Camera] and display the cross hairs on
the screen.
3. From the machine front [side 1] move the fiducial camera over the large parts reject
tray until the cross hairs are centered on the bottom right corner of the tray as shown
in the diagram below:
4. Select [Maintenance C] – [Proper Data Editor] – [DISPOSE_POSITION] –
[X_Disposal 2] and [Y_Disposal 2] – [Direct Servo Input] to save the current X and Y
counter values to proper data.
5. Select [Maintenance A] – [I/O Check] – [Y021 NozzleUnhold] – [OFF] and attach the
nozzle jig to the placing head.
6. Select [Maintenance A] – [Jog] and carefully inch the nozzle jig above the surface of
the reject parts tray.
7. Press the emergency stop button to cut the 200 volt power supply to the servos and
then manually descend the Z-axis until the nozzle jig contacts the surface of the
reject parts tray.
8. Select [Maintenance C] – [Proper Data Editor] – [DISPOSE_POSITION] –
[Z_Disposal 2] – [Direct Servo Input] to save the current Z-axis position in proper
data.
Large parts reject tray
Center mark
M/C front
S
S
U
U
P
P
P
P
L
L
E
E
M
M
E
E
N
N
T
T
A
A
L
L
I
I
N
N
F
F
O
O
R
R
M
M
A
A
T
T
I
I
O
O
N
N
Machine Mfg. Co., Ltd.
Solutions for Modern Technology
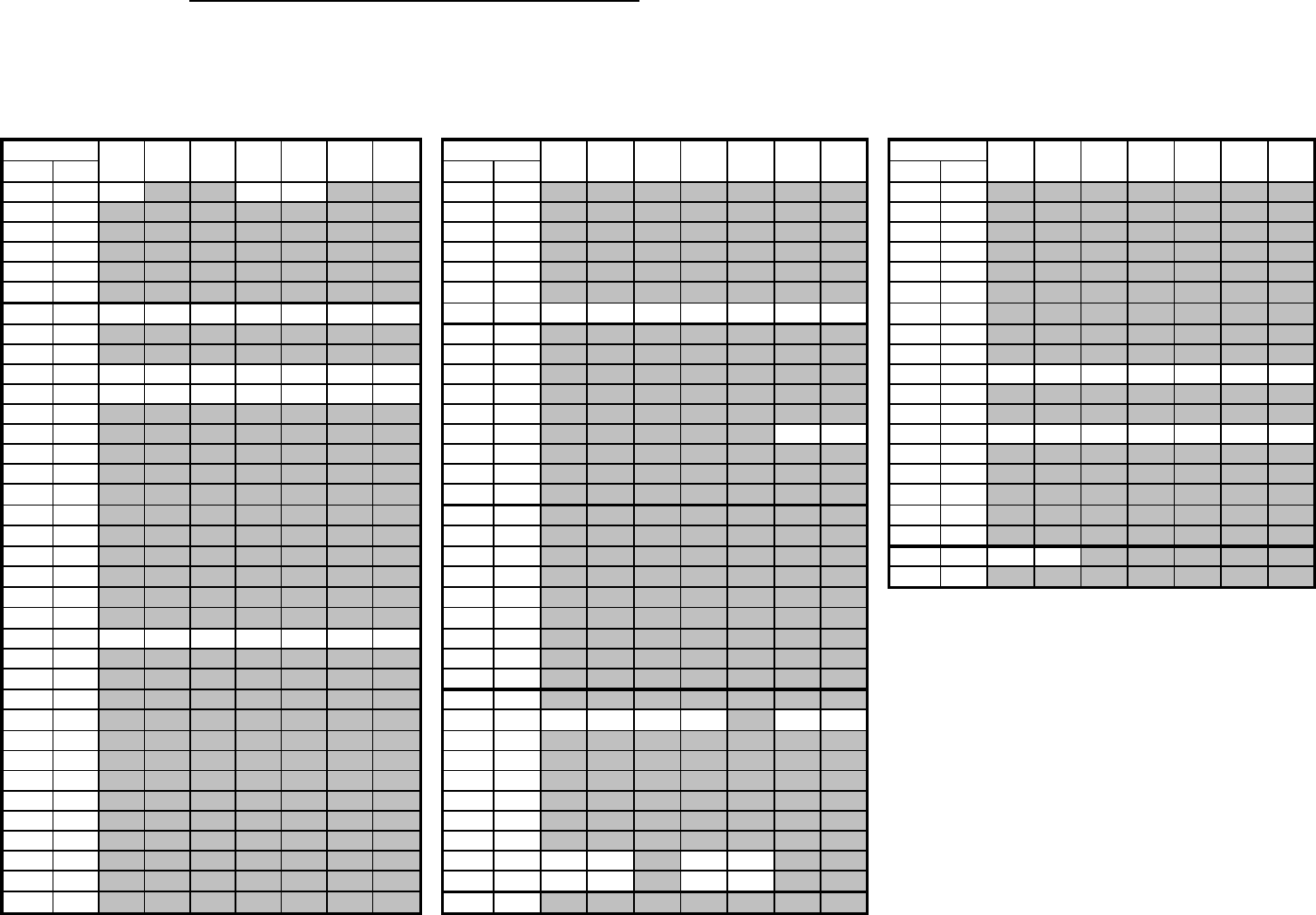
XP141E SERVO AMP. PARAMETER
Standard Parameter Sheet of Machine
Vol. 2
No.1
Axis Axis Axis
Parameter No
Default
X
Y
Z
Q
R
F
G
Parameter No
Default
X
Y
Z
Q
R
F
G
Parameter No
Default
X
Y
Z
Q
R
F
G
Pn 000 OOOO OOO1 OOOO OOOO OOO1 OOO1 OOOO OOOO Pn 11E 100 100 100 100 100 100 100 100 Pn 501 10 10 10 10 10 10 10 10
Pn 001 OOOO OOOO OOOO OOOO OOOO OOOO OOOO OOOO Pn 11F 0 0 0 0 0 0 0 0 Pn 502 20 20 20 20 20 20 20 20
Pn 002 OOOO OOOO OOOO OOOO OOOO OOOO OOOO OOOO Pn 120 0 0 0 0 0 0 0 0 Pn 503 10 10 10 10 10 10 10 10
Pn 003 OOO2 OOO2 OOO2 OOO2 OOO2 OOO2 OOO2 OOO2 Pn 121 50 50 50 50 50 50 50 50 Pn 504 7 7 7 7 7 7 7 7
Pn 004 OOOO OOOO OOOO OOOO OOOO OOOO OOOO OOOO Pn 122 0 0 0 0 0 0 0 0 Pn 505 1024 1024 1024 1024 1024 1024 1024 1024
Pn 005 OOOO OOOO OOOO OOOO OOOO OOOO OOOO OOOO Pn 123 0 0 0 0 0 0 0 0 Pn 506 0 0 0 0 0 0 0 0
Pn 100 40 100 200 250 400 200 500 500 Pn 124 0 30 30 30 30 30 30 30 Pn 507 100 100 100 100 100 100 100 100
Pn 101 2000 2000 2000 2000 2000 2000 2000 2000 Pn 200 OOOO OOOO OOOO OOOO OOOO OOOO OOOO OOOO Pn 508 50 50 50 50 50 50 50 50
Pn 102 40 40 40 40 40 40 40 40 Pn 201 16384 8192 8192 8192 8192 8192 8192 8192 Pn 509 20 20 20 20 20 20 20 20
Pn 103 0 167 333 371 620 282 83 83 Pn 202 4 4 4 4 4 4 4 4 Pn 50A 2100 8101 8101 8101 8101 8101 8101 8101
Pn 104 40 60 120 250 200 150 500 500 Pn 203 1 1 1 1 1 1 1 1 Pn 50B 6548 6548 6548 6548 6548 6548 6548 6548
Pn 105 2000 2000 2000 2000 2000 2000 2000 2000 Pn 204 0 0 0 0 0 0 0 0 Pn 50C 8888 8888 8888 8888 8888 8888 8888 8888
Pn 106 40 40 40 40 40 40 40 40 Pn 205 65535 65535 65535 65535 65535 65535 0 0 Pn 50D 8888 8C88 8C88 8C88 8C88 8C88 8C88 8C88
Pn 107 0 0 0 0 0 0 0 0 Pn 206 16384 16384 16384 16384 16384 16384 16384 16384 Pn 50E 3211 3211 3211 3211 3211 3211 3211 3211
Pn 108 7 7 7 7 7 7 7 7 Pn 207 OOOO OOOO OOOO OOOO OOOO OOOO OOOO OOOO Pn 50F OOOO OOOO OOOO OOOO OOOO OOOO OOOO OOOO
Pn 109 0 0 0 0 0 0 0 0 Pn 208 0 0 0 0 0 0 0 0 Pn 510 OOOO OOOO OOOO OOOO OOOO OOOO OOOO OOOO
Pn 10A 0 0 0 0 0 0 0 0 Pn 300 600 600 600 600 600 600 600 600 Pn 511 8888 8888 8888 8888 8888 8888 8888 8888
Pn 10B
OOOO
OOOO
OOOO
OOOO
OOOO
OOOO
OOOO
OOOO Pn 301 100 100 100 100 100 100 100 100 Pn 512 OOOO OOOO OOOO OOOO OOOO OOOO OOOO OOOO
Pn 10C 200 200 200 200 200 200 200 200 Pn 302 200 200 200 200 200 200 200 200 Pn 600 0 90 45 0 0 0 0 0
Pn 10D 0 0 0 0 0 0 0 0 Pn 303 300 300 300 300 300 300 300 300 Pn 601 0 0 0 0 0 0 0 0
Pn 10E 0 0 0 0 0 0 0 0 Pn 304 500 500 500 500 500 500 500 500
Pn 10F 0 0 0 0 0 0 0 0 Pn 305 0 0 0 0 0 0 0 0 Note
Pn 110 10 12 12 12 12 12 12 12 Pn 306 0 0 0 0 0 0 0 0
Pn 111 100 100 100 100 100 100 100 100 Pn 307 40 40 40 40 40 40 40 40
Pn 112 100 100 100 100 100 100 100 100 Pn 308 0 0 0 0 0 0 0 0
Pn 113 1000 1000 1000 1000 1000 1000 1000 1000 Pn 400 30 30 30 30 30 30 30 30
Pn 114 200 200 200 200 200 200 200 200 Pn 401 100 150 180 50 50 100 10 10 Note
Pn 115 32 32 32 32 32 32 32 32 Pn 402 800 800 800 800 800 800 800 800
Pn 116 16 16 16 16 16 16 16 16 Pn 403 800 800 800 800 800 800 800 800
Pn 117 100 100 100 100 100 100 100 100 Pn 404 100 100 100 100 100 100 100 100
Pn 118 100 100 100 100 100 100 100 100 Pn 405 100 100 100 100 100 100 100 100
Pn 119 50 50 50 50 50 50 50 50 Pn 406 800 800 800 800 800 800 800 800
Pn 11A 1000 1000 1000 1000 1000 1000 1000 1000 Pn 407 10000 10000 10000 10000 10000 10000 10000 10000
Pn 11B 50 50 50 50 50 50 50 50 Pn 408 0 1 1 0 1 1 0 0
Pn 11C 70 70 70 70 70 70 70 70 Pn 409 2000 1400 1500 2000 1000 1000 2000 2000
Pn 11D 100 100 100 100 100 100 100 100 Pn 500 7 7 7 7 7 7 7 7
For software versions prior to T1.21g, Pn201 = 16384,
and _ServoPulseReduce = 0. For T1.21g and later
versions Pn201 = 8192 and _ServoPulseReduce = 1.
Vibration sometimes occurs near the X-axis +limit when
the XP-141E X-axis speed loop gain (Pn100) is set to
"100". The vibration can be eliminated by adjusting the
speed loop gain. With the Pn100 reference value set at
"100", the adjustable range is 80~120. However, if the
speed loop gain is adjusted after calibrating the machine,
the machine calibration must be performed again.