IPC-7095D-CHINESE NP 2019.pdf - 第106页
IPC-7095D-W AM1 CN 2019 年 1 月 90 BGA 焊膏 / 助焊剂浸渍是密节距 BGA 组装的另一种选 择。在这个选项中,焊膏 / 助焊剂浸渍工艺消除了密节 距焊膏印刷的挑战。图 7-2 显示了浸入焊膏槽后覆盖有 焊膏的 BGA 焊球。 在浸渍槽中的焊膏不是普通类型的印刷焊膏 。它是一 种特殊的浸渍焊膏 ,通常是金属填料减少后的类型 5 焊膏。对于轻微翘曲的小型 BGA 封装来说,浸渍可能 是个好的选项。有必要优…
IPC-7095D-WAM1 CN2019 年 1 月
89
表 7-4 常见模板技术和选择的优缺点
模板制造技术 优点 缺点
化学蚀刻
若是模板上有成千上万个开孔(的情况),则
成本低
产生粗糙的开孔壁
适合用户规定的箔厚度 通常受限于大宽厚比和大开孔设计
最老的技术 供应商减少
激光切割
对于低开孔数的设计来说是成本最低的模板 开孔切割质量取决于激光机器和箔材特性
10,000 开孔数设计,性价比高 随着开孔数超过 10,000 制造成本上升
最常见的模板技术 通常只适用固定的箔厚度
电铸
大于 10,000 开孔数设计时,性价比高 中或低开孔数设计模板成本最高
光滑的开孔壁 通常需要最长的交货期
适用于用户归定的箔厚 供应商可获得性受限
兼容 3D 设计(见 7.1.1.4
) 模板厚度不均匀
模板选项 优点 缺点
电抛光(化学蚀刻,激
光切割模板)
粗糙开孔壁 方法能产生不一致的结果
永久性 可能改变开孔形状和尺寸
纳米涂层(所有模板技
术)
降低了模板下擦拭和清洁频率 不能整平粗糙的开孔壁
可能改善焊膏量和高度变异 多种使用结果,多种专有材料和应用方法
对开孔形状和尺寸影响最小 模板的涂层随着使用可能退化
细晶箔(激光切割模板) 较光滑的开孔壁和较清洁的切割表面 实际的切割结果是否已经优化很难知晓
7.1.1.3 密节距印刷技术
封装功能不断增加及其尺寸不断减少导致了 BGA 节距持续缩小。最小节距 0.35mm
的 BGA,采用标准激光切割模板和类型 4 的焊膏用于 SMT 工艺相对容易。随着封装节距减小到 0.3 mm 甚至
更低,组装工艺将面临新的挑战。随着印刷特征和开孔之间的间隙减小,印刷工艺变得更加关键。适应这种小
规模印刷的模板可能包括面积比小于 0.66 的设计开孔,这就可能要求使用较高质量的模板、焊膏材料和印刷
设备来达成可接受的结果。
有几种方法可以解决密节距印刷问题。最常用的是使用先进的模板材料,如细颗粒箔材和带有纳米涂层的模板
(见表 7-5)。一些纳米涂层类型在孔壁设计成涂覆有纳米材料的模板,产生的光滑壁表面,有助于减少焊膏的
附着。这将有助于从模板壁上释放焊膏,提高模板转移效率。
提供各种各样印刷质量的有许多涂层配方。纳米涂层的施加方法也会产生不同的结果(如:对比喷涂然后烘烤
纳米涂层和手工涂抹纳米涂层)。一些研究表明转移效率得到提高(面积比可低至 0.5),但建议对纳米涂层材
料和模板工艺进行评估。
当采用对印刷有挑战的标准激光切割模板开孔设计时,使用类型 5 或类型 6 细粉末尺寸的焊膏对于密节距
BGA 焊膏印刷来说是另一种选择。这将提高低面积比开孔下印刷成功的改进机会,可能的面积比可低至 0.5,
但是焊料成本将较高,且焊料的可获得性可能受到限制。
维持面积比符合的模板设计也可以通过减小厚度来实现。例如,75
μ
m[0.003 in] 厚的模板上 175
μ
m[0.007 in]
的开孔具有 0.58 的面积比,这需要先进的模板材料(如纳米涂层)以实现成功印刷。当模板厚度减小到
63.5
μ
m(0.0025 英寸)时,面积比将增加到近 0.7。当减少模板厚度时,有必要考虑组件上其余元器件的印
刷焊膏体积要求,因为较薄的焊点可能对可靠性产生负面影响。如果阶梯隔离区是可能的,就可以使用阶梯
模板。

IPC-7095D-WAM1 CN 2019 年 1 月
90
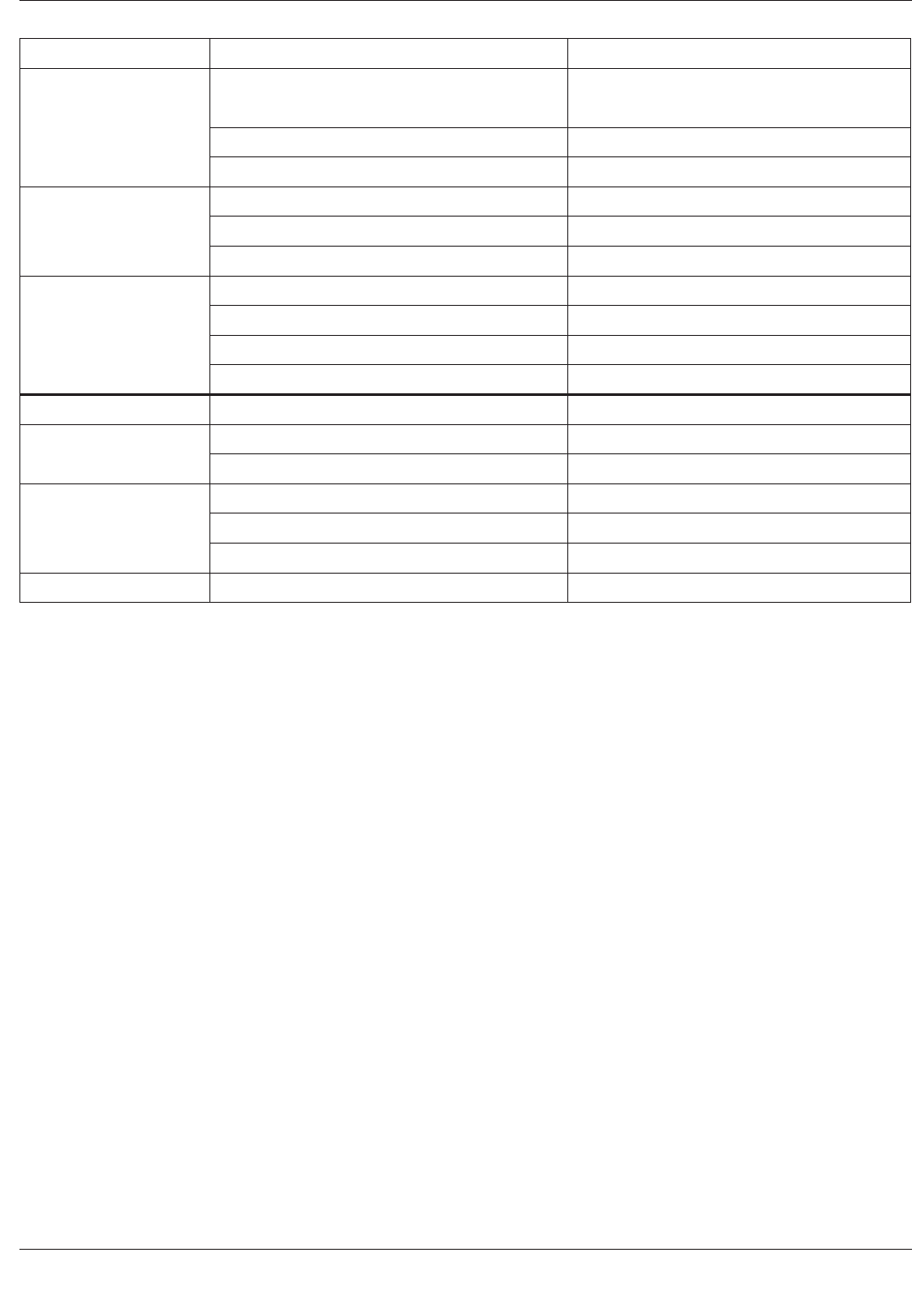
BGA 焊膏 / 助焊剂浸渍是密节距 BGA 组装的另一种选
择。在这个选项中,焊膏 / 助焊剂浸渍工艺消除了密节
距焊膏印刷的挑战。图 7-2 显示了浸入焊膏槽后覆盖有
焊膏的 BGA 焊球。
在浸渍槽中的焊膏不是普通类型的印刷焊膏。它是一
种特殊的浸渍焊膏,通常是金属填料减少后的类型 5
焊膏。对于轻微翘曲的小型 BGA 封装来说,浸渍可能
是个好的选项。有必要优化焊膏 / 助焊剂浸渍的参数,
如焊膏 / 助焊剂覆盖率和停留时间。
表 7-5 汇总了密节距印刷的不同选项。
表 7-5 密节距 BGA(FBGA)印刷选项
密节距印刷选项 优点 缺点
先进的模板 适合有挑战的面积比低的开孔设计 纳米涂层配方太多
焊粉减小后的焊膏类型 适合有挑战的面积比低的开孔设计 焊膏成本较高
模板厚度减小 提高了开孔面积比值 焊膏印刷体积减少
BGA 浸渍工艺 去除了模板印刷 受限于轻微翘曲的小型 BGA
7.1.1.4 腔体印刷(3D 模板)
腔体技术(也称为储藏
印刷)可成为减少印制板组件总厚度(Z 高度)的一
种有效解决方案。
在这种方法中,印制板具有一个腔体,而元器件需要
安装在印制板的两个层面上。图 7-3 显示了带有一个
腔体的印制板。与腔体匹配带有口袋的特殊模板用来
在印制板的两个层面上印刷腔体。可以使用两种类型
的 3D 模板:
1)3D 电铸
2)3D 焊接
图 7-4 显示了带有两个 BGA 空腔的 3D 电铸模板示例
图。
图 7-2 焊膏浸渍后的 BGA 焊球
(图片来源:Indium Corporation)
图 7-3 腔体板和 3D 模板
IPC-7095d-7-3-cn
图 7-4 带两个空腔的 3D 模板
IPC-7095D-WAM1 CN2019 年 1 月
91
需要一个特殊的刮刀以实现空腔内成功印刷。可以设计具
有 10mm 至 15mm 缝隙的狭缝金属刮刀(见图 7-5),印刷
期间当它进入腔体时裂口区域弯曲成不同的角度。在机器
设置过程中,将机器上刮刀的横向位置调整到空腔的精确
位置是很重要的。
7.1.1.4.1 腔体印刷隔离区
作为设计指导通则,对于一
个简单的 3D 模板(传统的阶梯减薄模板),每 0.025mm[
0.98mil] 的阶梯减薄厚度,从台阶边缘到最近的开孔(图
7-6 中的 Z1)的距离应该是 0.9mm[35.4mil](另见 IPC-
7525)。当需要 3D 腔体印刷模板来进入更深的凹槽时,对
于 Z1 的设计指南是腔体深度加上 1.27mm[50mils],包括制
作的模板侧壁斜率、印制板壁公差和刮刀的调准。
图 7-6 中的 Z2 是开孔和空腔的水平距离。通常这个隔离区
没有 Z1 保守,加上铜箔厚度至少需要 150
μ
m(6mils)。
除了印刷所需的隔离区之外,设计者需要考虑封装轮廓尺
寸以及 BGA 外围焊球与封装边缘之间的距离。设计者还
需要考虑贴装公差、返工和所需的底部填充空间。这可能
会增加腔体所需的隔离区。
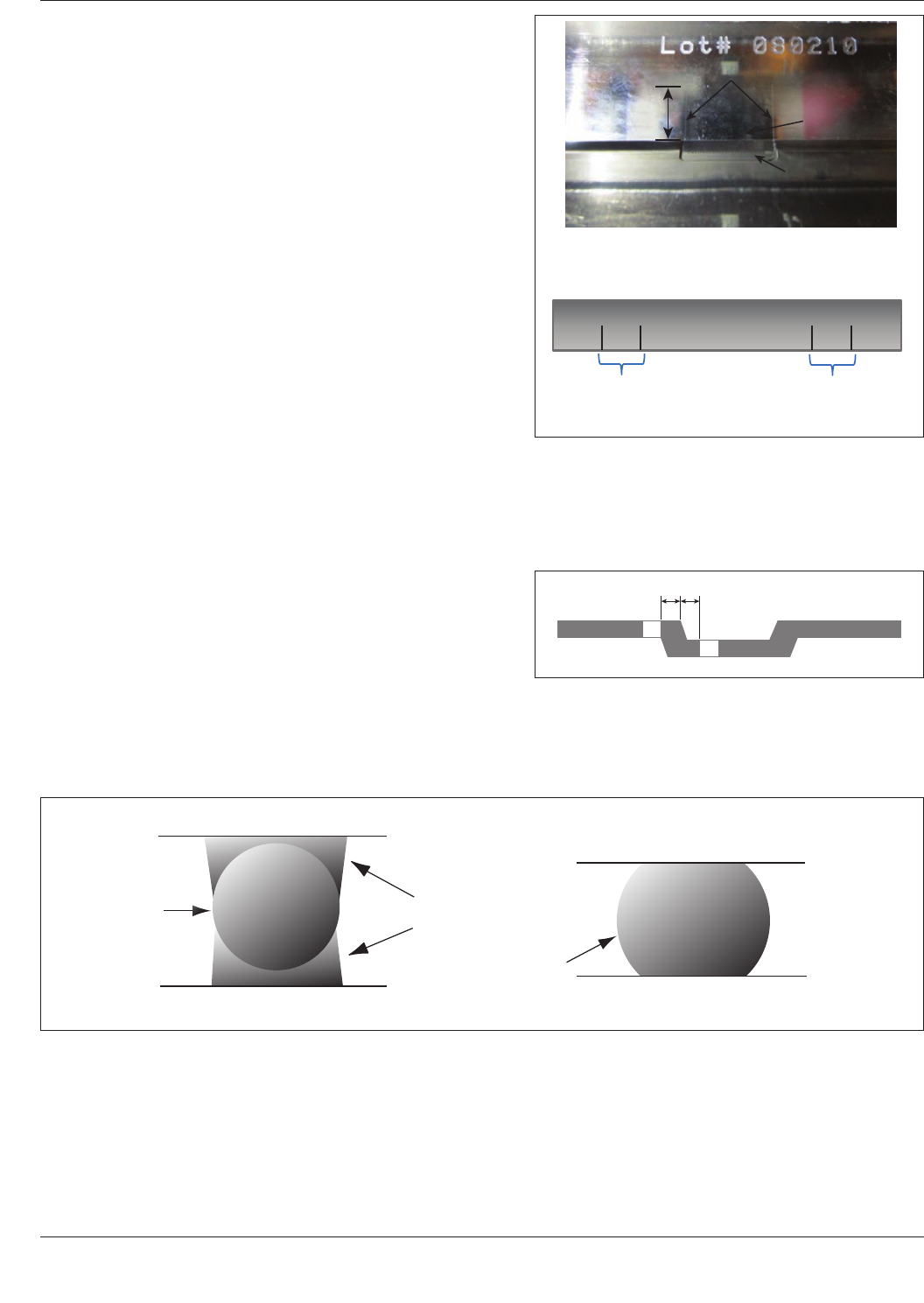
7.1.1.3 焊膏量的重要性
对于塑封 BGA,其大部分焊
料是由元件本身的焊球提供的,而焊膏量并不是那么关
键。对于节距超过 0.8mm的塑封 BGA(锡铅或无铅配方),
模板厚度取决于印制板组件中使用的其它类型的元器件。
焊料量和模板厚度对于带有非塌陷铜焊球或高温 PbSn10
焊球(熔点为 302°C)的陶瓷 BGA 更为关键。用于陶瓷
BGA 的焊球在通常的再流焊过程中不会塌陷(见图 7-7)。
A
B
C
D
EE
IPC-7095d-7-5-cn
图 7-5 狭缝金属刮刀
A– 裂缝长度 D– 腔体
B– 狭缝 E– 空腔区域
C– 翻门
图 7-6 腔体隔离区
Z2 Z1
IPC-7095d-7-6-cn
图 7-7 高铅和共晶焊球及其焊点比较
A–CBGA 基板
B–PBGA 基板
C– 印制板
D– PbSn10 焊球
E–SnPb 共晶锡铅焊料
F– SnPb36Ag2 焊球
A
D
F
E
B
C
C
IPC-7095d-7-7-cn