IPC-7095D-CHINESE NP 2019.pdf - 第119页
IPC-7095D-W AM1 CN 2019 年 1 月 103 7.1.6.2 不需要清洗的助焊剂残留物(免清洗) 由于使用清洗型助焊剂会带来环境问题和处理溶剂废液和清 洗设备的成本问题,使得免清洗型助焊剂的使用已有增长。但是,免清洗并非为普适性的工艺。免清洗助焊剂 的活性通常比其它类型的助焊剂低,因此其焊接效果可能不如预期,除非在工艺中采取足够的措施。一些免清 洗助焊剂需要充氮再流焊环境以产生可接受的结果;然而,大部分免清洗助焊剂…

IPC-7095D-WAM1 CN 2019 年 1 月
102
双面印制板组件,取决于元器件布局和铜层的分布,每面需要有不同的温度曲线。许多组件的温度曲线看似相
同,但是通常需要不同的机器程序来生成这些类似的温度曲线。通常有少量的标准机器程序,但是必须要明确
能产生可接受温度曲线的特定程序。
一旦程序已优化而生成期望的温度曲线,建议再流生产一块带有锡膏和元器件的实际生产板。再流焊后检验焊
点的质量以确认各种元器件的焊点是否都满足 IPC-A-610 的要求和其它任何客户特定要求。印制板组件的仅某
个区域中的随机问题可能与可焊性有关,而某个区域一致性的问题则可能由于不均匀受热(板子温差大)与焊
接温度曲线有关。也要注意一致性问题可能也与锡膏的质量和连接盘图形设计有关。
一旦程序已可产生预期的结果(假设设计和其它材料变量已最优化),记录该程序。在此之后不允许更改该程
序及据此生成的温度曲线。
7.1.5 材料对助焊剂活化、元器件损伤及可焊性的影响
助焊剂有两个关键属性:
1)它必须能去除污染物;
2)它在污染物被去除之后必须能保护可焊接表面。
常见的错误是采用这样的时间 / 温度曲线时,焊料融化之前助焊剂就已耗尽。理想的情况是焊料刚开始熔化时
助焊剂才消耗。助焊剂活化时间应该为 90 至 120 秒。对于锡铅焊膏来说,助焊剂通常大约在 130°C 被激活。
典型地,无铅焊料的焊膏活化温度更高(大约为 150°C);但还是建议在使用特定焊膏时与焊膏供应商合作并
听取其意见。
所有元器件都有热暴露极限,所以不正确的加热会损伤元器件。大部分锡铅 SMT 元器件应该能耐受 220°C 的
峰值温度长达 60 秒。无铅 BGA 需要耐受更高的温度,约为 240°C 至 260°C。由于快速加热所导致的热冲击会
使某些元器件发生爆裂。但是,由于再流焊炉的峰值温度是变化的,其意图是要使焊料以一受控的、规定的温
度曲线下加热到锡铅产品的 210°C 至 220°C,无铅产品的 235°C 至 245°C。
元器件引脚的表面处理会影响可焊性,所以选择与使用的引脚表面处理(如锡铅、金、锡和钯)相匹配的助焊
剂和焊料合金是很重要的。
7.1.6 清洗与免清洗
焊膏 / 助焊剂技术的选择有许多影响。助焊剂材料有两种基本类型,分别为残留物需要
清洗的或可残留在印制板组件上而不会造成损害的助焊剂。
7.1.6.1 需要清洗(清洁)的助焊剂残留
需要清洗的残留物可以通过去除残留物所必要的化学物质来分离,
典型的为溶剂/表面活性剂,碱性水或者可清洗的去离子水。清洗溶剂的选择应该基于对技术、经济以及环境
考量的慎重评估。
通常,BGA 底部的清洗是困难的,因为印制板和元器件之间狭小的间隙可能会截留清洗难以去除的助焊剂。
截留的、需要清洗的助焊剂残留通常有高腐蚀性,所以这种情况会导致严重的可靠性问题。但如果能够慎重、
仔细地选择清洗工艺和设备,同时焊接和清洗工艺能够得到合理控制,BGA 的底部清洗也能获得成功。另外,
如果使用免清洗焊膏,需要清洗模板以保证良好的印刷质量。
重点:使用高活性水溶性助焊剂时,良好的清洗工艺控制是必不可少的。
当建立可水清洗焊膏的清洗工艺时,有必要验证清洗后的清洁度,特别是小外形 BGA 或 CSP 和 BGA 连接器。
通常采用 SIR 法来验证是否已完全去除焊球间助焊剂残留物,并要建立洁净度工艺参数设定。
其它方法如离子色谱法或离子谱图法,也可推荐监控鉴定后的工艺。

IPC-7095D-WAM1 CN2019 年 1 月
103
7.1.6.2 不需要清洗的助焊剂残留物(免清洗)
由于使用清洗型助焊剂会带来环境问题和处理溶剂废液和清
洗设备的成本问题,使得免清洗型助焊剂的使用已有增长。但是,免清洗并非为普适性的工艺。免清洗助焊剂
的活性通常比其它类型的助焊剂低,因此其焊接效果可能不如预期,除非在工艺中采取足够的措施。一些免清
洗助焊剂需要充氮再流焊环境以产生可接受的结果;然而,大部分免清洗助焊剂可在空气环境下进行再流焊。
免清洗助焊剂残留必须有充分的惰性,才不会损坏印制板或元器件。这些残留通常呈轻微离子态和/或略呈酸
性,会导致产品潜在失效。这些残留导致的失效模式可能包括:
• 印制板的腐蚀
• 由于枝晶生长导致金属线条之间短路
• 由于离子污染物扩散到芯片有源结而导致集成电路功能的退化
腐蚀和短路是表面现象,且潜伏期相对较短。这些影响可通过印制板表面的 SIR 或电化学迁移(ECM)测试
检测到。
发生功能退化取决于外部离子(如有)要花多长时间穿过封装密封材料区而扩散进入芯片区。这些外部离子一
旦到达硅芯片,芯片的功能可能会受到影响。在正常的工作环境中扩散时间通常是若干年。通常,需要某些加
速试验(如 SIR 或 ECM),在合理的测试期内来测量这种影响。另外,所有用于印制板组件的免清洗助焊剂(如
焊膏、波峰焊助焊剂及返工用助焊剂)会残留在组件上,并互相混合。
这些助焊剂应该既要组合在一起进行测试,也要单独测试,以了解清洁度的整体情况。
7.1.7 封装间隙高度
封装间隙高度是决定 BGA 焊点可靠性的主要参数之一。BGA 间隙高度的定义为封装基
板底部连接盘与印制板表面顶部连接盘之间的距离。此距离随不同焊球类型而变化:高铅类焊球保持着非常一
致的尺寸;然而共晶焊球则会减小封装间隙高度,这也称为焊球塌陷高度。
举例来说,当 1.27mm 锡铅 BGA 焊球连接至封装时塌陷 0.1mm,而封装焊接时,则焊球额外有 0.2mm 的塌陷。
所以总的来说,对于 1.27mm 的焊球比再流前预期的值会减少 0.25mm 至 0.3mm。高铅和铜焊球不塌陷,因为
它们不熔化。在建立工艺期间应该验证无铅 BGA 的间隙高度。
建议建立工艺来再现具体元器件的间隙高度。再流焊后,决定 BGA 封装与印制板间隙高度的因素包括:
• BGA 封装重量
• 焊球尺寸
• 焊球材料
• 连接盘尺寸
• 连接盘构造(SMD 或 NSMD)
间隙高度会随着封装重量增加而减小。然而,对于有较高焊球数的封装,封装重量对于间隙高度的影响可能会
较小。有关这两种参数之间关系的一项研究发现,对于 615 个焊球、1.27mm 节距的 BGA 封装,封装重量增
加 5 倍,间隙高度只下降约 0.05mm。
由于每个焊球有较大的焊料量,较大的焊球尺寸导致有较大封装间隙高度。间隙高度与连接盘直径成反比,对
于 NSMD,连接盘外围没有阻焊膜而使间隙高度减小,这是因为焊料会沿着导体和连接盘边缘向外润湿。如
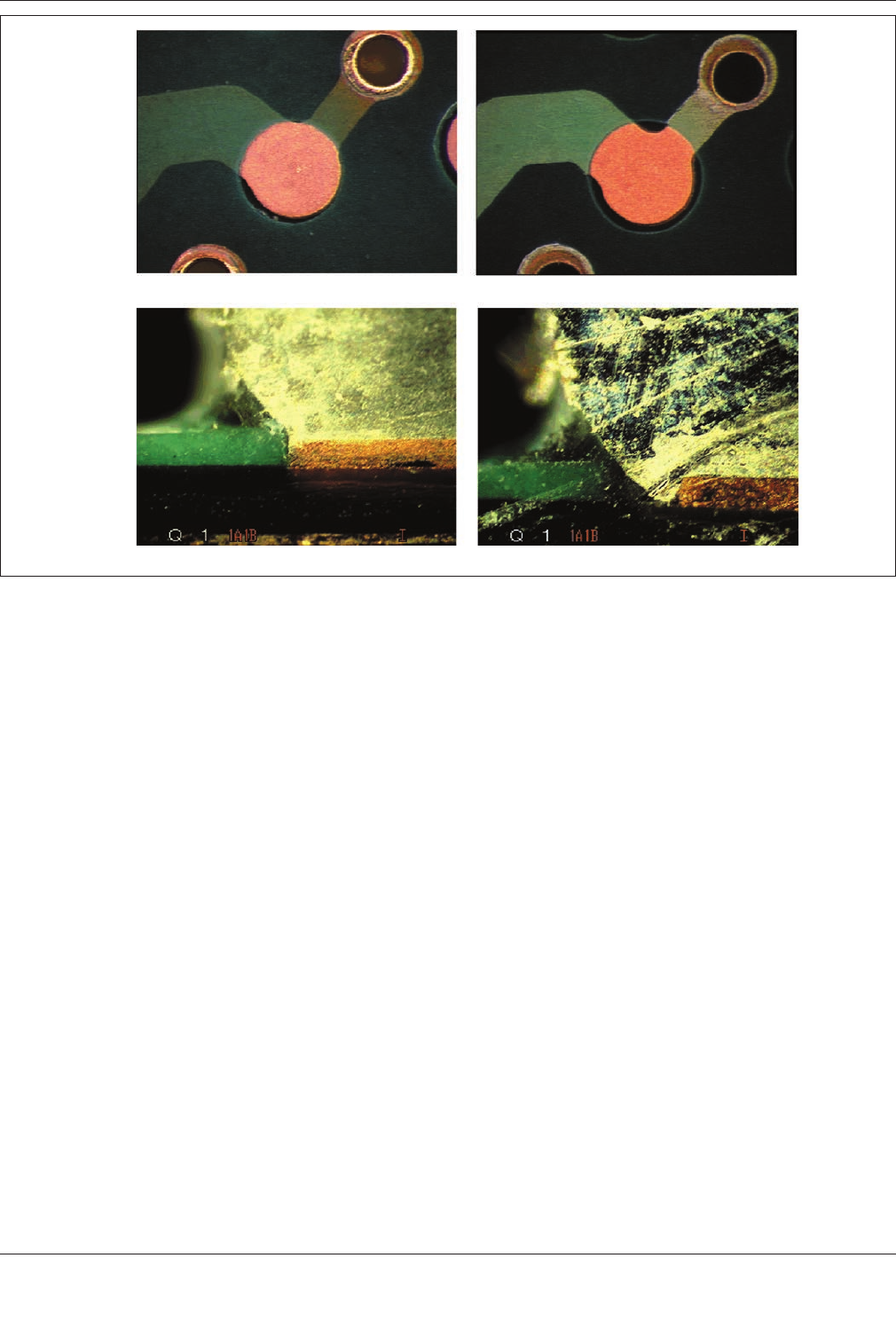
图 7-21 所示。
IPC-7095D-WAM1 CN 2019 年 1 月
104
图 7-21 印制板 BGA 连接盘周围阻焊膜去除后的影响
A– 俯视图显示由于线条连接,有效连接盘直径的增加
B– 切片视图显示当阻焊膜从连接盘边缘去除后,焊料会沿着连接盘边缘向下润湿
7.2 组装后的工艺
7.2.1 敷形涂覆
敷形涂覆是与印制板组件及其元器件形状一致的电气绝缘材料。施加它的目的是为了改善表
面介电性质并保护组件免受恶劣环境和表面湿气(造成腐蚀)的影响。
应该规定敷形涂覆满足 IPC-CC-830 的要求,并应该在主组装图纸中予以规定。当有 UL 强制要求时,敷形涂
覆
应当
由 UL 批准以供使用。设计师应该认识到兼容性问题。敷形涂敷通常不需要施加在没有电气导体的表面
或区域(见 IPC-2221)。
敷形涂敷可能为五种类型中的任意一种,建议的厚度范围如下:
1)丙烯酸树脂(AR) – 0.03 mm 至 0.13 mm
2)环氧树脂(ER) – 0.03 mm 至 0.13 mm
3)聚氨酯树脂(UR) – 0.03 mm 至 0.13 mm
4)硅树脂(SR) – 0.05 mm 至 0.21 mm
5)对二甲苯树脂(XY) – 0.01 mm 至 0.05 mm
所有敷形涂覆类型提供了不同级别的防护,以防止来自溶剂、湿气、腐蚀、电弧及其他危及电路工作的环境因素。
较厚的敷形涂覆也可用作防冲击和振动的阻尼介质。这种形式的应用在低温漂移期间会给玻璃和陶瓷密封元件
带来机械应力风险。使用这种材料可能需要缓冲材料。
应该注意防止用敷形涂覆材料对 BGA 底部填充。相关测试表明当用敷形涂覆材料对 BGA 底部完全填充时(对
二甲苯树脂除外),由于 Z 轴方向上的膨胀,焊点疲劳失效会在热循环测试中发生。
A
A
B
IPC-7095d-7-21-cn