IPC-7095D-CHINESE NP 2019.pdf - 第197页
IPC-7095D-W AM1 CN 2019 年 1 月 181 表 A-1 采用 1mm 、 1.27mm 和 1.5mm 节距的连接盘纠正措施指标 空洞 类型 空洞描述 纠正措施指标 采取的措施 一级 二级 三级 元器件来料评估由切片 /X 射线断层合成成像决定(依据 7.6.4 节抽样) A 焊球中的空洞 (组装之前) 高达 90% 的焊球可能有空洞 任何焊球的最大空洞大小为面积的 20% (图像直径的 45% ) 调查制程根本…

IPC-7095D-WAM1 CN 2019 年 1 月
180
A.1 工艺特性描述
工艺特性描述信息的收集是基于空洞的大小,并且遵循如图 A-1 所示的流程图的建议。
基于 IPC 标准中产品分级体系(1 级、2 级、3 级等),结合空洞位置、空洞大小和出现频次将有助于制订所需
的措施。表 A-1 确定了 1mm、1.27mm 和 1.5mm 焊球节距的建议。表 A-2 确定了 0.5mm、0.65mm 和 0.8mm
焊球节距的建议。表 A-3 确定了当使用盘内孔技术时,0.3mm、0.4mm 和 0.5mm 焊球节距的建议。
三张表都标识了空洞类型,并将此信息关联到三个性能等级中可能的空洞出现频次。如已作为空洞目标值的数
量在增加,这种信息将有助于确定工艺漂移或某些工艺参数需要的变更。工艺变更应该在正常生产周期使用并
由适当的 SPC 方法驱动。
表格也应该用于:
• 新产品导入
• 产品和工艺鉴定
• 设备设定变更
• 元器件鉴定
• 对客户反馈的响应
• 对工艺或参数的任何类似变化
抽样计划应该在组件级别进行,除非 SPC 结果已表明是元器件相关问题(一个可塌陷 BGA 中有空洞,但整个
印制板上其它可塌陷 BGA 中没有空洞)。这种情况下,应该在元器件级别上针对怀疑元器件执行抽样计划而
非审查组装工艺。
IPC-7095D-WAM1 CN2019 年 1 月
181
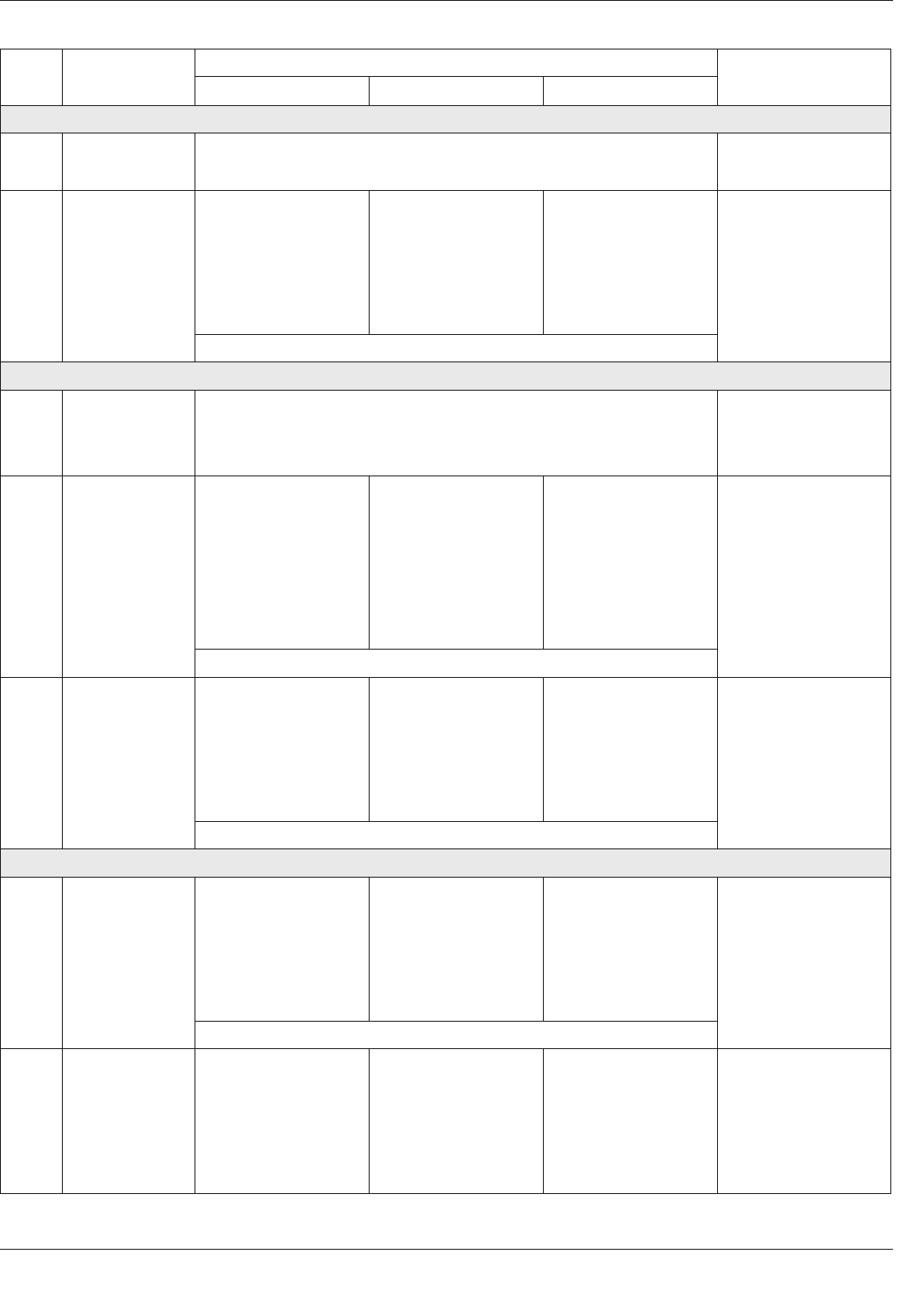
表 A-1 采用 1mm、1.27mm 和 1.5mm 节距的连接盘纠正措施指标
空洞
类型
空洞描述
纠正措施指标
采取的措施
一级 二级 三级
元器件来料评估由切片 /X 射线断层合成成像决定(依据 7.6.4 节抽样)
A 焊球中的空洞
(组装之前)
高达 90% 的焊球可能有空洞
任何焊球的最大空洞大小为面积的 20%(图像直径的 45%)
调查制程根本原因并
采取纠正措施
B 空洞在封装界
面(组装之前)
高达 80% 的焊球可
能有空洞
任何焊球的最大空洞
大小为面积的 15%
(图像直径的 40%
)
高达 70% 的焊球可
能有空洞
任何焊球的最大空洞
大小为面积的 10%
(图像直径的 32%)
高达 50% 的焊球可
能有空洞
任何焊球的最大空洞
大小为面积的 5%(图
像直径计的 22%)
调查制程根本原因并
采取纠正措施
要考虑所有焊球的累积空洞(无论其大小)
组装之后评估由切片 /X 射线断层合成成像决定(依据 7.6.4 节抽样)
C PCA 再流后,
焊球中的空洞
高达 100% 的焊球可能有空洞
任何焊球的最大空洞大小为面积的 25%(图像直径的 50%)
调查制程根本原因和
来料部件,采取纠正
措施
D PCA 再流后,
空洞在封装界
面
高达 100% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 25%
(图
像直径的 50%)
高达 80% 的焊球可
能有空洞
任何焊球最大空洞大
小面积的 20%(图像
直径的 45%))
高达 60% 的焊球可
能有空洞
任何焊球最大空洞大
小为
面积的 15%(图像直
径的 40%)
调查制程根本原因和
来料部件,采取纠正
措施
要考虑所有焊球的累积空洞(无论其大小)
E PCA 再流后,
空洞在贴装界
面
高达 100% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 25%
(图
像直径的 50%)
高达 80% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 20%(图
像直径的 45%)
高达 60% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 15%(图
像直径的 40%)
调查制程根本原因和
来料部件,采取纠正
措施
累积空洞小于其面积的 2%
(图像直径的 15%)的焊球不计入
元器件来料或组装之后的工艺评估,由切片 / 透射 X 射线决定(依据 7.6.4 节抽样)
A,B 来料空洞 高达 80% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 15%
(图
像直径的 40%)
高达 70% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 10%(图
像直径的 32%)
高达 50% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 5%(图
像直径的 22%)
调查制程根本原因并
采取纠正措施
要考虑所有焊球的累积空洞(无论其大小)
C,D,E PCA 再流后的
空洞
高达 70% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 25%
(图
像直径的 50%)
高达 60% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 25%(图
像直径的 50%)
高达 50% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 20%(图
像直径的 45%)
调查制程根本原因和
来料部件,采取纠正
措施
IPC-7095D-WAM1 CN 2019 年 1 月
182
A.1.1 密节距 BGA(FBGA)
FBGA 在空洞识别后剩下的连接面积远小于标准节距 BGA。表 A-2 提
供了在
元器件来料或组装后评估时,当 X 射线图像显示有空洞存在时应该采取的纠正措施。焊球图像基于 BGA 节距。
随着节距变小,连接盘和相应的连接面积也变小。通过减小空洞大小标准作为补偿和改进最终连接的可靠性,
纠正措施的建议已经考虑了这个因素。
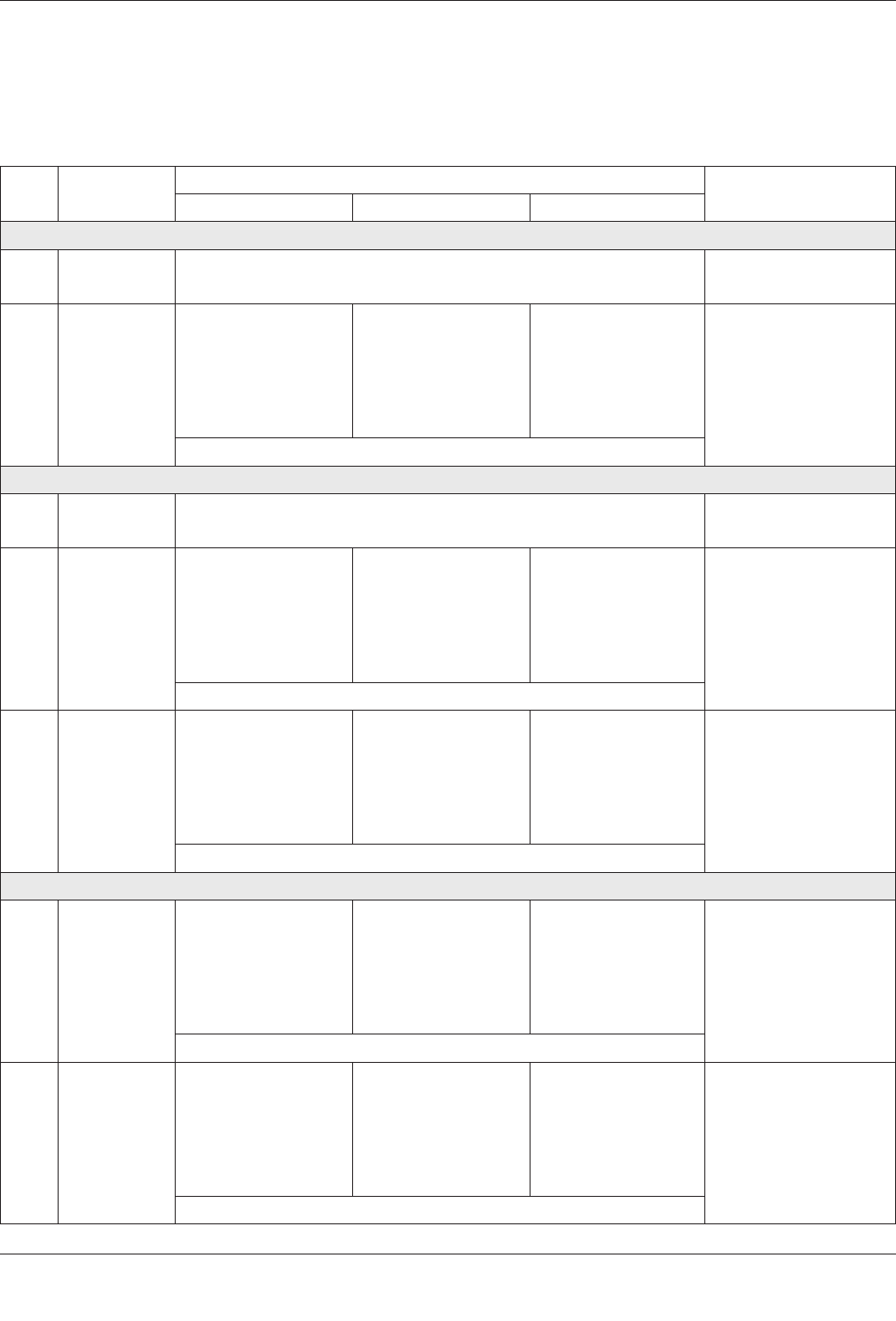
表 A-2 采用 0.5mm、0.65mm 或 0.8mm 节距的连接盘纠正措施指标
空洞
类型
空洞描述
纠正措施指标
采取的措施
一级 二级 三级
元器件来料评估由切片 /X 射线断层合成成像决定(依据 7.6.4 节抽样)
A
焊球中的空洞
(组装之前)
高达 90% 的焊球可能有空洞
任何焊球最大空洞大小为面积的 15%(图像直径的 40%)
调查制程根本原因并采
取纠正措施
B
空洞在封装界
面(组装之前)
高达 80% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积的 12%
(图
像直径的 35%)
高达 70% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积的 9%(图
像直径的 30%)
高达 50% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 4%(图
像直径的 20%)
调查制程根本原因并采
取纠正措施
要考虑所有焊球的累积空洞(无论其大小)
组装之后评估由切片 /X 射线断层合成成像决定(依据 7.6.4 节抽样)
C
再流后,焊球
中的空洞
高达 100% 的焊球可能有空洞
任何焊球最大空洞大小为面积的 20%(图像直径的 45%)
调查制程根本原因和来
料部件,采取纠正措施
D
再流后,空洞
在封装界面
高达 100% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 20%
(图
像直径的 45%)
高达 80% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积的 15%(图
像直径的 40%)
高达 60% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 12%(图
像直径的 35%)
调查制程根本原因和来
料部件,采取纠正措施
要考虑所有焊球的累积空洞(无论其大小)
E
再流后,空洞
在贴装界面
高达 100% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 20%
(图
像直径的 45%)
高达 80% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积的 15%(图
像直径的 40%)
高达 60% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 12%(图
像直径的 35%)
调查制程根本原因和来
料部件,采取纠正措施
累积空洞小于其面积的 2%
(图像直径的 15%)的焊球不计入
元器件来料或组装之后的制程评估,由切片 / 透射 X 射线图像决定(依据 7.6.4 节抽样)
A,B 来料空洞
高达 80% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积的 9%
(图
像直径的 30%)
高达 70% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积的 6%(图
像直径的 25%)
高达 50% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 4%(图
像直径的 20%)
调查制程根本原因并采
取纠正措施
要考虑所有焊球的累积空洞(无论其大小)
C,D,E 再流后空洞
高达 70% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积的 20%
(图
像直径的 45%)
高达 60% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积计为 15%
(图像直径的 40%)
高达 50% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 10%(图
像直径的 32%)
调查制程根本原因和来
料部件,采取纠正措施
累积空洞小于其面积的 4%
(图像直径的 20%)的焊球不计入