IPC-7095D-CHINESE NP 2019.pdf - 第94页
IPC-7095D-W AM1 CN 2019 年 1 月 78 飞针测试消除了对价格昂贵夹具的需求,取决于基板制造的产量,它可提供高性价比方案以替代针床测试。取 决于所用的设备,针床测试相对较慢,同时设备可能会比较昂贵,这种问题是由增加的密度要求和额外的网表 测试需求综合产生的。大部分这种设备 / 测试技术是随半导体工业发展而来,且遇到较大尺寸面板等机械因素 的挑战而经历一些困难。另外,某些情况下对小特征尺寸进行检测时会使探测系统失效…
IPC-7095D-WAM1 CN2019 年 1 月
77
软化。施力机构设计时需要将这一变化考虑进去,使得它们能在温度变化的环境下使用。即使在常温条件下,
对元器件的持续测试也会使接触位置的温度增加。
实际上,要求焊球在经历严苛的测试和老化后仍是可焊的,其焊点需要具有可接受的接触强度、接触面积和焊
柱形状。为了评估测试和老化操作后的影响,需要观察的项目包括可焊性、共面性和焊球的总体外观形状。焊
球在测试和老化过程中不应损失过多焊料,以免缺少足够的焊料形成最佳连接。焊球应适合再流焊工艺以形成
可接受的触点连接。焊球腐蚀和在老化和测试中带来的异物不应对焊球的质量和长期可靠性产生不利影响。在
测试和老化循环之后,尤其是对于非融化焊球,满足预期的共面性是 BGA 良好连接到基板的基本要求。
不同的技术,探针与焊球的接触部位不同。绝大部分触点设计为底部接触,通过与焊球底部接触以形成连接。
考虑到有这些选择,无法申明在操作过程中焊球的某些部分是不可触碰的。如果对于成品的可焊性、共面性、
焊料量、质量和可靠性没有影响,保持焊球的某些区域不被触碰既不可行也没必要。
6.5.3 印制板测试
当考虑测试、检验和测量日益复杂的基板互连,尤其是当涉及到基板的电气评估时,会提
出许多问题。为了制造商能够降低成本,同时确保基板互连的电气功能,客户需事先提供定义好的测试数据,
优选是 100% 的网表测试。
如使用夹具和针床进行开路和短路测试,随着探针外
形尺寸的减小和密度的增大很快会不能满足测试要
求。两倍密度或节距为 1.77mm 的测试针床似乎足够
能满足 400
μ
m 或以上的节距要求。当基板密度增长至
节距小于 400
μ
m 时,需要考虑采用替代技术。四倍密
度夹具是一个可行的选择(每平方厘米 62 根探针),
但是关于由探针接触而导致的可能外形损伤的担忧也
在增加。另外,考虑到双倍或四倍密度夹具以及测试
设备的成本,基于目前对于电气测试的理解和测试理
念的线性投影,使得在期望成本内调整测试总覆盖率
发生了困难。
对于各种网格分区内有 200 至 1,000 I/O 密度,显然两
倍或四倍密度适合于这种平均 I/O 要求的裸印制板连
通性测试。但是如果元器件是以“边缘到边缘”的方
式堆叠起来的,那么使用这种方法的测试是不可能的。
这是因为节距为 1mm 的 BGA 每平方厘米包含 96 个连
接盘,同时四倍密度测试夹具能容纳的密度仅为每平
方厘米 62 个探针。
将元器件散布在贴装结构上可减少一些复杂度,但也
会消耗更多空间并降低性能。当采用目前现有的测试
理念,重要的是要明白元器件 I/O 最大化会使裸印制
板的全覆盖测试成本提高,这是因为需要采用多重测
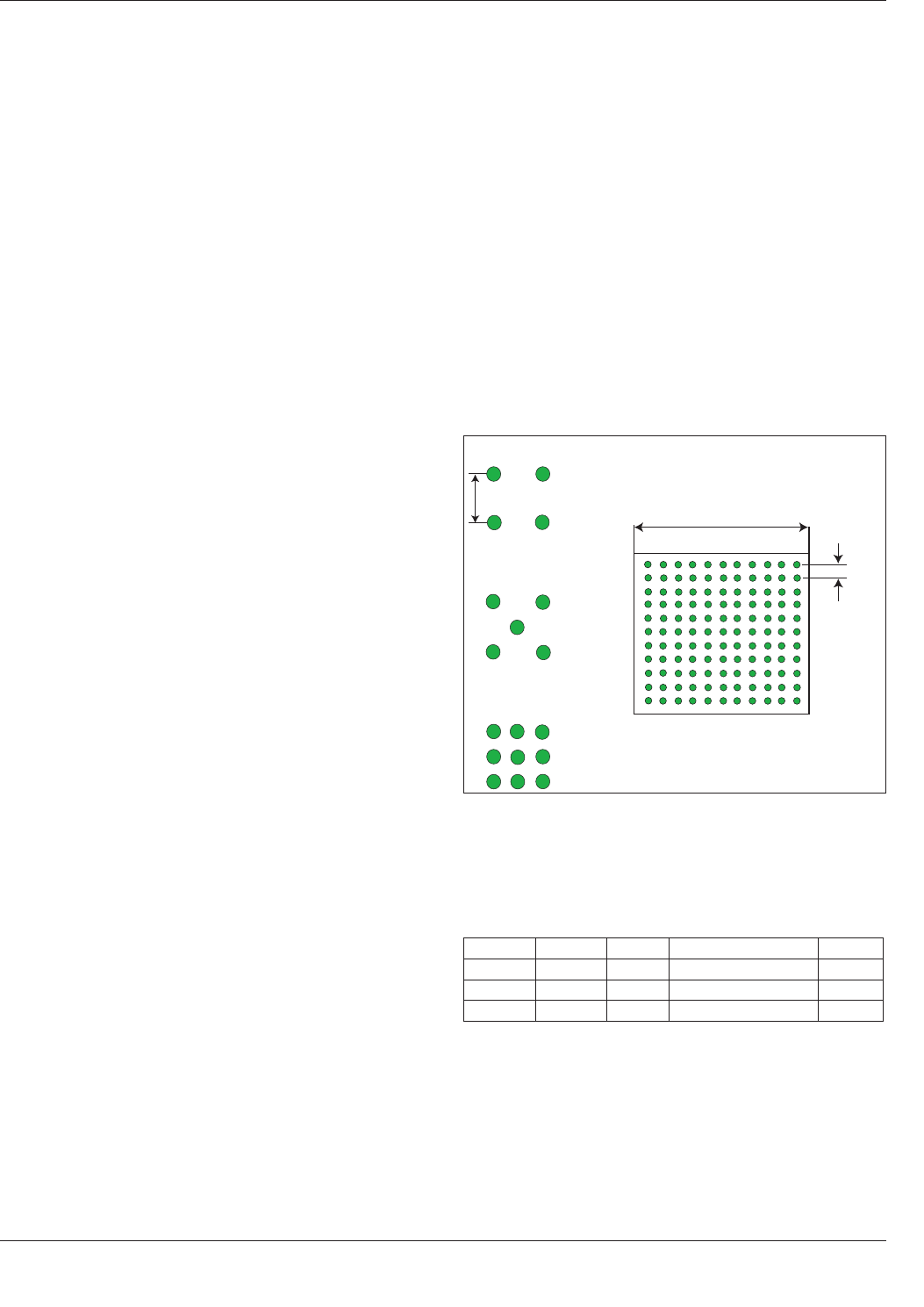
试或双夹具测试。图 6-38 展示了元件连接盘要求与夹
具能力之间的对比关系。
0.254 cm
Z
P
A
B
C
IPC-7095d-6-38-cn
图 6-38 面阵列连接盘图形测试
图注:
夹具密度是基于元器件相互距离为最小,且封装轮廓
外的电气测试引脚不能使用这一假设。当元器件没有被阻隔,
测试引脚可以从该器件连接盘图形外面聚集。对于右侧的图
形,下列数据将适用:
P (mm) Z (cm) I/O 测试探针 / 平方厘米 ICT
1.5 2.53 300 46.9 QD
1.27 2.06 300 70.6 > QD
1 1.76 300 96.8 > QD
A– 单一密度(15.5 TP/sq cm)
B– 两倍密度 (
31 TP/sq cm)
C– 四倍密度 (
62 TP/sq cm)
P– 节距
Z– 封装尺寸

IPC-7095D-WAM1 CN 2019 年 1 月
78
飞针测试消除了对价格昂贵夹具的需求,取决于基板制造的产量,它可提供高性价比方案以替代针床测试。取
决于所用的设备,针床测试相对较慢,同时设备可能会比较昂贵,这种问题是由增加的密度要求和额外的网表
测试需求综合产生的。大部分这种设备 / 测试技术是随半导体工业发展而来,且遇到较大尺寸面板等机械因素
的挑战而经历一些困难。另外,某些情况下对小特征尺寸进行检测时会使探测系统失效,因为用探针对这样的
特征进行通电是困难的。
6.5.4 印制板组件测试
印制板组件可测试性设计通常会涉及到系统级可测试性问题。对大多数应用,有系统
级故障隔离和系统恢复要求(如平均维修时间、正常运行时间百分比、单个故障持续时间和最大维修时间)。
为了满足这些合同要求,系统设计需要包括可测试性特征,这些相同特征在很多场合都能够采用以增加组件级
的可测试性。
印制板组件可测试性理念也要与总体集成度、测试和合同维护计划相适应。
开发印制板组件测试策略时,必须要考虑的因素包括:
• 工厂所使用的测试设备
• 如何策划集成和测试
• 当印制板组件进行敷形涂覆时
• 仓库和现场的设备测试能力
• 员工的技术水平
项目处于不同阶段所运用的测试理念是不一样的。例如,首件调试理念可能与所有系统都已出货后对备件测试
的理念完全不同。在开始设计之前,系统可测试性功能要求应该在概念性设计评审时提出。这些要求以及任何
衍生的要求应该分解到各种印制板组件并加以文件化。系统和项目级别的测试标准和如何将这些标准分解到印
制板组件要求已超出本标准的范围。
功能测试(FT)和 ICT 是用于印制板组件测试的两种基本类型。FT 用于测试电气设计的功能性。功能测试设
备通过连接器、测试点或者针床访问到待测组件。组件功能测试是通过施加预定信号(矢量)到输入端,同时
监控输出来保证设计响应的正确性。
ICT 用于发现印制板组件的制造缺陷。在线测试仪利用与组件各节点接触的针床夹具来访问待测组件。组件的
测试是通过对组件上的全部元件单独量测后完成的,对于设计较少有限制。
敷形涂覆印制板组件和许多 SMT 组件以及混合技术组件会有针床物理接入方面的问题,从而限制了 ICT。在
线测试主要关注点是连接盘或引脚:
• 必须要在网格上(与使用针床夹具兼容)
• 应该可以从组件的反面连接(即非元器件侧或通孔焊接面)。
制造缺陷分析仪(MDA)是传统在线测试设备的廉价替代者。与 ICT 一样,MDA 可检查印制板组件结构中的
缺陷。它执行一系列测试,主要为在未加电源的情况下检查组件的短路和开路问题。对于大批量生产且制程高
度受控时(如统计过程控制(SPC)技术),MDA 可作为组件测试策略一种可行的方法。
非矢量测试是另一种 ICT 的廉价替代者。进行非矢量测试是寻找与制造工艺相关的 SMT 印制板组件,它不需
要对测试矢量编程。这是一种非通电测量技术,主要有三种基本测试类型:
1)
模拟结点测试
—采用大部分数字或混合信号器件引脚上的 ESD 保护二极管,对印制板组件上独特的引脚组
进行直流电流测量。
2)
射频感应测试
—利用组件上的器件保护二极管,磁感应常被用来测试器件失效。这项技术使用芯片的电源

IPC-7095D-WAM1 CN2019 年 1 月
79
和接地引脚来发现在器件信号通道上的焊点开路、键合线损坏和由 ESD 导致的器件失效,元器件安装方向
不正确也可被检测到。这类测试需要使用含有磁感应器的夹具。
3)
电容耦合测试
—这项技术使用电容耦合来测试引脚开路。它不依赖于器件内部电路,而是依靠器件存在的
金属引线框来测试引脚。连接器和插座、引线框和电容极性的正确性可采用这种技术检测。
6.5.4.1 测试过程中的电路板弯曲
由于无铅焊点比锡铅焊点更刚硬而缺少延展性,如果 ICT/FT 夹具设计和
使用导致印制板组件过度弯曲,则它们会损伤焊点。这种弯曲引发的损伤通常由印制板组件支撑和下压位置不
恰当造成的,特别是在测试探针密集区域周围。过度弯曲还会由支撑板和下压板平面不平齐、探针压力过大、
过度或不足的真空度或上压板和针床板之间的弹簧不合适分布而引起。另外,设计不合理的工装夹具会很容易
导致组件异常弯曲,进而引发损伤。
为了确保测试夹具不会对印制板组件造成损伤,在测试夹具使用期间必须要对组件的应变和应变率进行测量。
按照 IPC/JEDEC-9704 标准推荐的应变片放置位置,用三元矩形应变花对 BGA 角落进行应变测量。应变和应
变率应在“应变极限规范”中规定,该规范定义了对待测产品加载、测试和释放的要求。
此外:
• 应变测量系统必须能同时对所有应变花方向(e1,e2,e3)进行取样,以正确地测量和计算所有的应变分量
• 在主轴或对角线方向,锡 / 铅组件可接受应变极限为 600
με
• 在主轴主对角线方向,无铅组件可接受应变极限为 450
με
• 在主轴或主对角线方向,常用应变率极限为 30,000
με
/s,
• 典型的损伤可接受标准为:使用切片失效分析方法,未发现 BGA 焊点的损伤。
6.5.4.2 在线测试(ICT)问题
ICT 可探查开路、短路、错件、元件反置、器件失效、不正确组装以及其它
制造缺陷。ICT 既不能找出处于合格边缘状态的元件,也不能验证关键时序参数或其它电气设计功能。
数字印制板组件的 ICT 会涉及到被称为反向驱动的工艺。反向驱动也可导致器件振荡,并且测试设备可能会
因驱动不足而使装置处于非饱和状态。反向驱动仅可在时间受控的条件进行,否则,器件结点(具有过度驱动
输出)会出现过热现象。
ICT 方面需要关注的两点是,印制板和印制板组件的设计应与 ICT 夹具和电气设计要素相兼容。
6.5.4.3 功能测试(FT)问题
在设计印制板组件时必须考虑一些与 FT 相关的问题。敷形涂覆印制板组件或
者大部分 SMT 板和混装技术设计的故障隔离是非常困难的,因为印制板上缺少电路接入点。如果重要信号可
引出至测试连接器或者印制板上信号可探测的区域(测试点),则故障隔离会得到大幅改善。这会使探测、隔
离和纠错的成本降低。也可设计一个电路,使得测试连接器可以用来激励电路(如将测试连接器作为数据总线)
或者屏蔽印制板组件的功能(如屏蔽自激振荡器并通过测试连接器加入单步运行功能)。
6.6 其它可制造性设计(DfM)问题
布局生成报告应该包括对布局细节进行正式的设计评估,这些评估由
公司内部尽可能多的相关部门如制造、组装和测试参加。由受影响的代表部门批准布局方案可确保设计中已考
虑了与生产相关的因素,互连结构设计是否成功取决于许多互相影响的因素。从终端产品使用立场来说,应该
考虑以下常见 DfM 参数对于设计的影响:
• 设备环境条件(如环境温度、元器件所产生的热量、通风、冲击和振动)
• 必须考虑元器件 / 电路密度、印制板 / 敷形涂敷材料的选择和元器件安装的可达性(如果组件是可维护和可
修理的)
• 可能会影响到安装孔大小和位置的安装界面、连接器位置、引线伸出限制、元件放置、支架和其它硬件的布局