IPC-7095D-CHINESE NP 2019.pdf - 第132页
IPC-7095D-W AM1 CN 2019 年 1 月 11 6 另一斜视的方法是使用广角透射 X 射线源,如图 7-44 所示。在这种方法中 ,探测器可绕 X 射线源中心轴转 动,利用辐射锥体的外围部分来产生倾斜视角以达到 最高放大倍数。 图 7-45 和图 7-46 采用自上向下的透射观测和倾斜观 测的 FBGA 图像来展示高放大倍数下的斜视观测的优 点。在这两个图中出现的编号解释如下: • 焊点 2 、 3 和 4 明显开路 …
IPC-7095D-WAM1 CN2019 年 1 月
115
• 焊料不足
• 器件缺失
• 器件歪斜
• 焊接空洞
7.3.3.1 2D 透射 X 射线技术
对于透射成像 X 射线而
言,X 射线源和探测器可以是固定的或也可以多种方
式活动来改变放大倍数和视角。通常来说,可同时观
测到在垂直视线上的所有特征,只是没有区分深度。
材料厚度或密度的差异导致透射 X 射线在探测器中的
衰减程度不同,进而在图像呈现出或明或暗的亮度。
对于单一材料类型(如共晶焊料),探测器接收到的 X
射线光子衰减与材料厚度成正比。生成的灰阶图像可
用来解释和确定焊点是否可接收。图 7-42 展示了透射
检验。
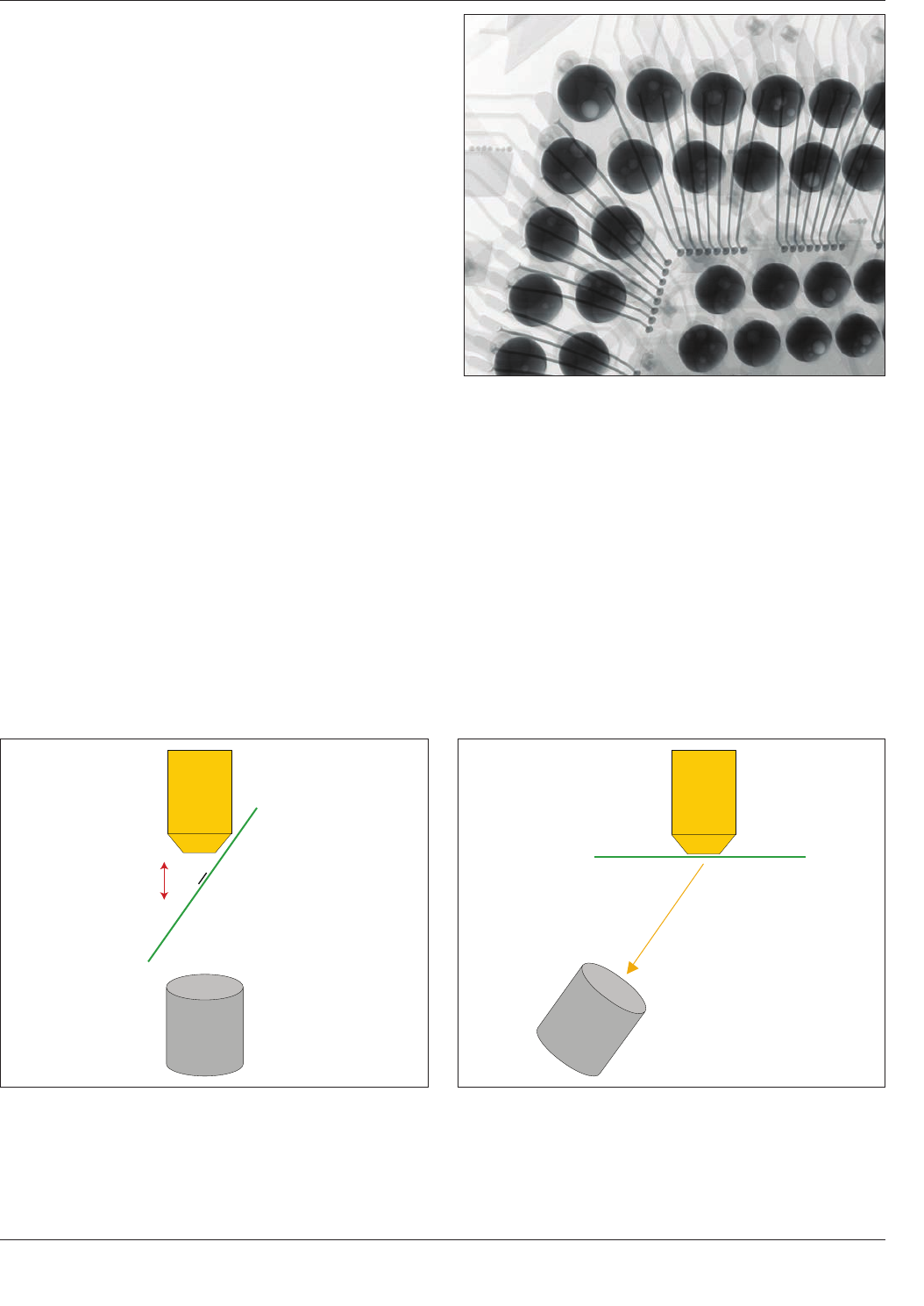
7.3.3.2 采用透射 X 射线技术的斜视检测
透射 X 射线系统对物体进行斜视检测有两种基本方法。一种方法
由倾斜样品来得到如图 7-42 所示的斜角。虽然这种方法可斜视,可能无法达到所需的高放大倍数。结果只能
发现极少的缺陷,而且检验过程也较困难。这种方法还需要复杂的样品治具,操作比较繁琐不方便使用者。大
多数现代的 X 射线系统已不再使用这种斜视检验。
如图 7-43 所示,这种观测方式导致斜视角度下的低放大率,更困难且更低效。
如图 7-44 所示,现代的 MXI 系统设置中,X 射线源位于底部。通过一个倾斜的探测器来实现斜视图像,所有
的图像角度都可以达到最高的放大倍数。高放大倍数的斜视图像对于查找焊点的开路和裂纹缺陷很关键。
图 7-42 高质量的 2D 透射 X 射线图像示例
B
A
IPC-7095d-7-43-cn
图 7-43 印制板倾斜的斜视观察
A– 带有 FBGA 的印制板
B– 探测器
图注:
倾斜观察时,需要高放大倍数,但穿过倾斜对象时会造成放大
倍数的损失(由于射线源至对象的距离较长)
B
A
IPC-7095d-7-44-cn
图 7-44 探测器倾斜的斜视观察
A– 带有 FBGA 的印制板
B– 探测器
图注:
倾斜观察时,通过旋转辐射圆锥穿过的探测器,同时保持对象
垂直于 X 射线源的中心,获得并维持高放大倍数(由于射线源至对象
的距离较短)
IPC-7095D-WAM1 CN 2019 年 1 月
116
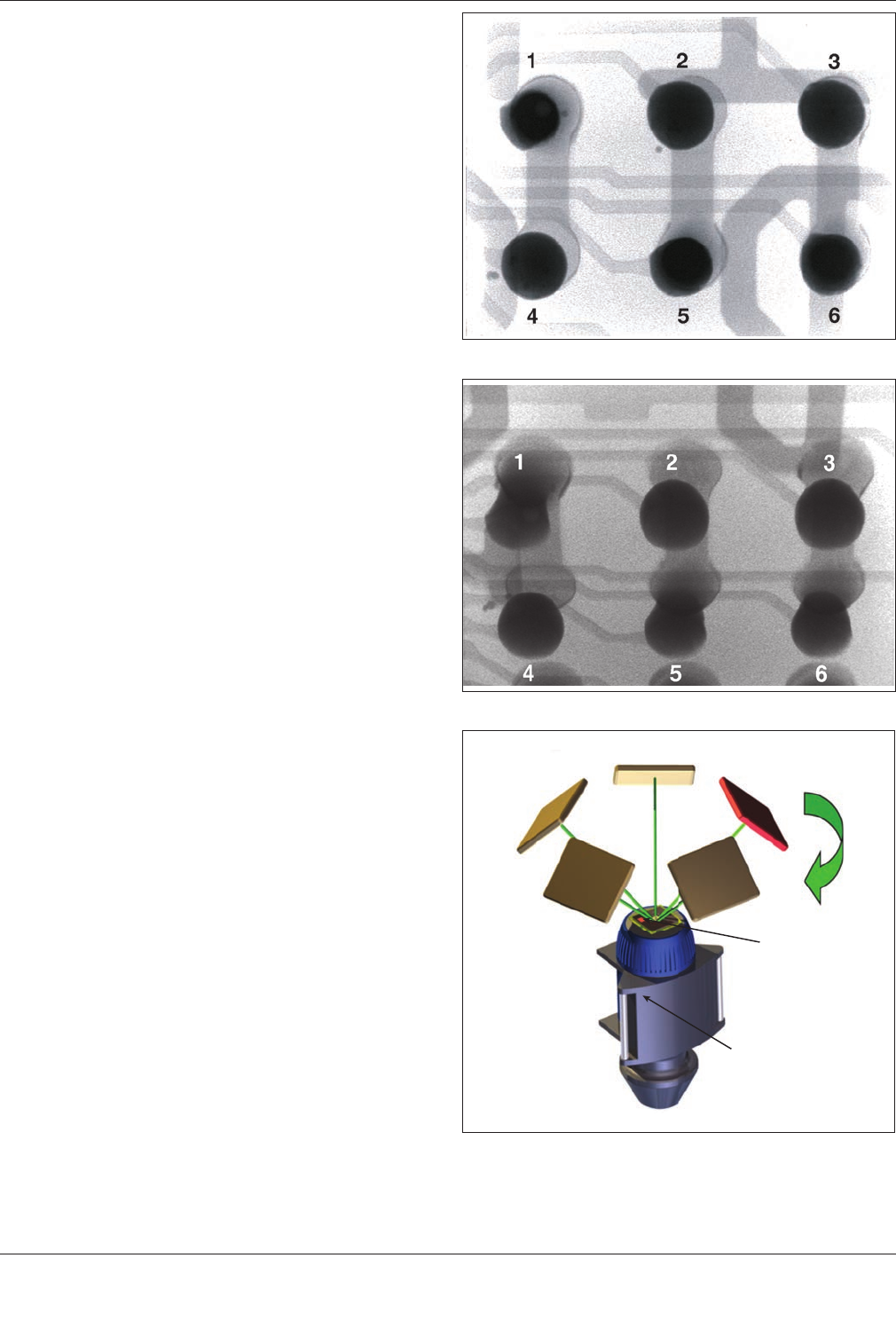
另一斜视的方法是使用广角透射 X 射线源,如图 7-44
所示。在这种方法中,探测器可绕 X 射线源中心轴转
动,利用辐射锥体的外围部分来产生倾斜视角以达到
最高放大倍数。
图 7-45 和图 7-46 采用自上向下的透射观测和倾斜观
测的 FBGA 图像来展示高放大倍数下的斜视观测的优
点。在这两个图中出现的编号解释如下:
• 焊点 2、3 和 4 明显开路
• 空洞 1 位于靠近焊盘的顶部
• 焊点 6 和印制板有接触但润湿不充分(无弯月面)
对于无铅应用,图 7-45 中的图像纹理和暗度可能略有
不同。可能需要稍稍减小射线管强度和/或功率以避
免过度曝光。
7.3.3.3 切面 X 射线技术
对于透射 X 射线技术,由
于双面印制板组件的重叠使得焊点的某些区域难以辨
清,而切面会提供更多的测试通道。由于透射 X 射线
捕捉的是整个焊料体的 2D 信息,而切面提供的是印
制板的虚拟切片(电子切片)信息,它可用于创建印
制板区域 3D 渲染模型。这完全以无损的方式完成,
是机械切片的一种替代方案。
MXI 和 AXI 具有该能力,MXI 系统提供高分辨率
和高质量的电子切片和 3D 模式,而 AXI 系统的速
度更快。
7.3.3.3.1 透射 X 射线
大物台计算机断层扫描(CT)
或灌注计算机断层扫描(PCT)2D X 射线是一种非常
有效和快速的技术。然而,在诸如多层组件和器件的
情况下,由于 X 射线穿透物体的性质,2D X 射线图
像变得复杂。穿透测量对象断面的能力对于识别所有
缺陷并进行必要的测量是必要的。
大物台 3D CT 涉及旋转样品并以不同角度拍摄多个图
像。为了提供有用的分辨率,它仅限于较小的样品。
开发大物台 CT 技术是为解决样品尺寸的限制,并提
供在不切割印制板的情况下高质量切片和大型印制板
内局部 3D 模型,这样提供了完全无损的解决方案。
大物台 CT 的原理如下:
印制板保持水平并非常靠近 X 射线源,探测器以一倾
角围绕检测对象移动,收集多个高分辨率 X 射线图像
(图 7-47)。这些图像在重建阶段使用,并生成高质量
的 3D 模型和电子切片。
图 7-45 自上向下观看 FBGA 焊点
图 7-46 FBGA 焊点的斜视图
A
B
C
图 7-47 大物台计算机断层扫描(CT)/ 部分 CT 原理
A– 探测器旋转
B– 样品
C–X 射线管
IPC-7095D-WAM1 CN2019 年 1 月
117
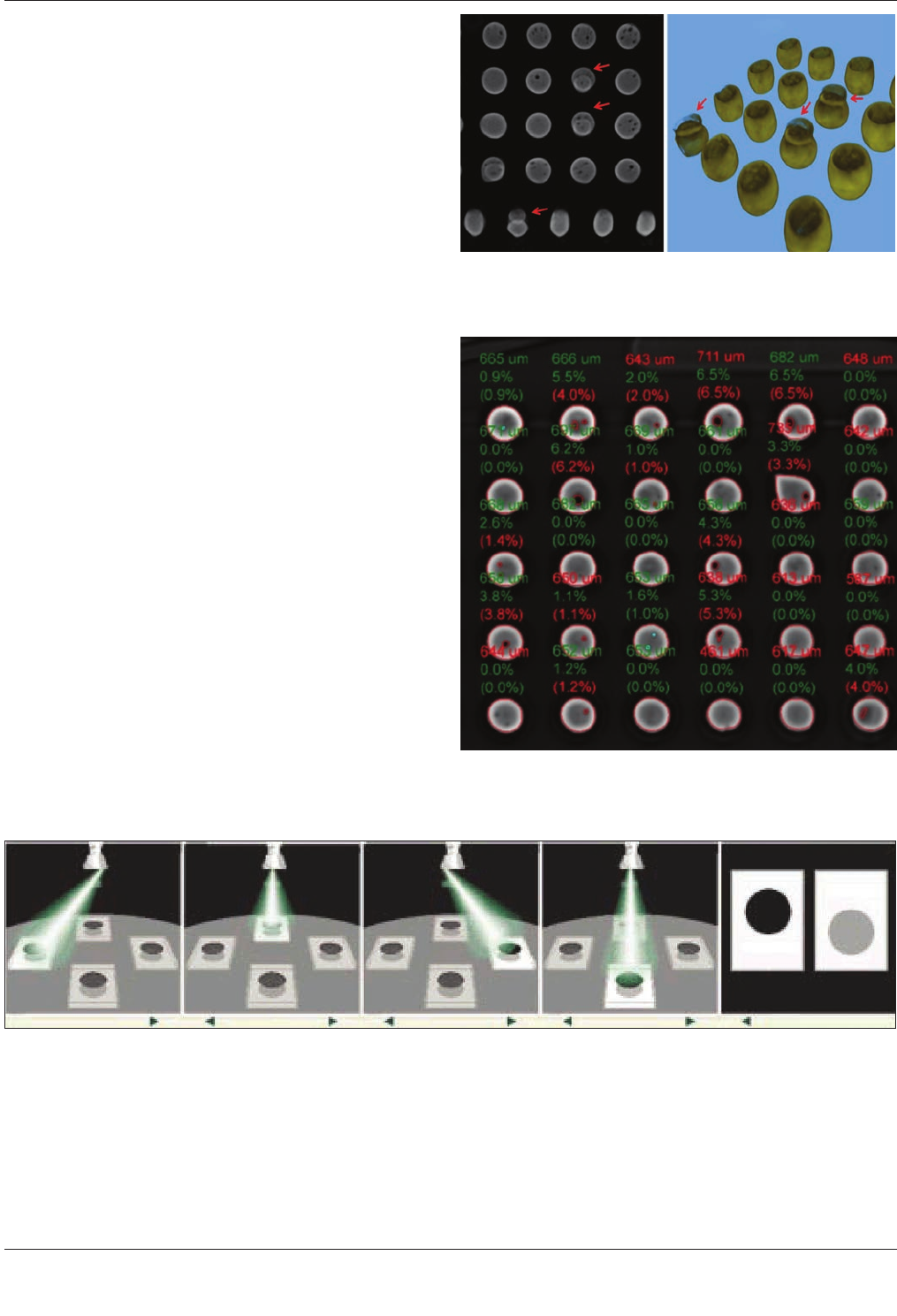
图 7-48 展示了大物台 CT 电子切片和和板内局部 3D
渲染,揭示了 HoP(红色箭头)
大物台 CT 的一个重要优点是操作者可以很容易地选
择切片(电子切片)的位置。该切片常用于精确评估
BGA 器件内的界面空洞。图 7-49 显示了 BGA 器件
界面区域的空洞切片。该切片有助于对界面空洞进行
准确评估,并显示出在组装界面处的焊球直径和空洞
百分比。
7.3.3.3.2 自动 X 射线检测(AXI)
断层合成(图
7-50)和分层成像(图 7-51)均提供器件切片图像的
射线照相技术。用分层成像时,X 射线源和 X 射线成
像平面相对于待测电子器件彼此协调的方式移动。分
层成像仅显示器件的一层或一片清晰的图像,成像平
面上的其它层都被抹掉了。断层合成检测时在不同角
度下采集了若干 X 射线透射图像,并将这些图像的数
字信息进行数学合成。这可在期望的平面上能生成虚
拟切片用于分析。
7.3.4 X 射线图像分析
理解 BGA 器件的结构和
再流焊工艺有助于解释和分析焊球连接的 X 射线图
像。关于 X 射线图像分析应该考虑的并行因素可能
包括确定:
• 焊球是可塌陷的(共晶)还是非塌陷的(非共晶)
• 角落是否布置了非坍陷焊球以保持共面性
• 再流焊温度充分保持以实现完全对准并塌陷,BGA
在再流焊过程中出现了某种程度上的物理变形
这些因素会加进 X 射线图像的深入解释和分析中。
图 7-48 大物台计算机断层扫描(CT)(左侧)和 3D
渲染(右侧),显示枕头效应(HoP)
图 7-49 大物台计算机断层扫描(CT)
图 7-50 断层合成成像