IPC-7095D-CHINESE NP 2019.pdf - 第136页
IPC-7095D-W AM1 CN 2019 年 1 月 120 图 7-53 典型的声学扫描显微镜配置 A– 液体 B– 样品 C– 输入脉冲 D– 传感器 E– 反射脉冲 F – 超声波 G– 应用区 图 7-54 同一 BGA 的 C- 扫描图像(左)和 T 扫描(右)图像 A B C E D F G IPC-7095d-7-53-cn
IPC-7095D-WAM1 CN2019 年 1 月
119
空洞是本标准中质量测量指标之一,除非检验焊球直径时按建议已采用最小像素,否则任何后续的空洞测量精
度都会受到严重影响。
假设有一个焊球直径为 0.75mm 的 4×4阵 列( 1.5mm 节距)和一个焊球直径为 0.3mm 的 7×7 阵 列( 0.5mm 节距)
在屏幕上完全显示(如表 7-9 中所示)。在带有 640×480 像素探测器的 X 射线系统上(假设 1∶1 出现在显
示器上),对于屏幕短边来说,那么上面两个 BGA 焊球在直径上的像素分别为 68 个和 44 个,线性测量误差
为 2 个像素(每边一个焊球),每个 BGA 的误差为 2/68 和 2/44,或者分别为 3% 和 4.5%。对关键空洞百分比
计算,如果这些数值用于计算焊球面积,那么该面积误差分别为 9% 和 20%。
作为对比,对具有 1600×200 像素探测器的 X 射线系统的数值,其像素将是 171 和 109,对应的线性误差分别
是 1.2% 和 1.8% 及面积误差分别是 1.5% 和 3.25%。对于 3 级产品,IPC 建议面积最大空洞率是 4%。对于本案
例的情况,整体系统测量的最小行动水平必须要接近于 3%,这是要考虑 X 射线测量任何其它误差(如灰阶灵
敏度变化、几何放大效应等等),并进一步降低行动水平之前的值。
7.3.4.2 手动 X 射线检测(MXI)热再流模拟器(加热台)
加热台是利用透射 X 射线系统实时研究 BGA/
QFN 再流的专用装置。它安装在 X 射线机柜内,配备了加热器和热电偶。可以精确地设定再流温度曲线,实
时观察再流过程和焊料空洞的产生及动态。可获得一系列图像或视频结果。
图 7-52 显示了 QFN 器件的两幅 X 射线图像,呈现了不同温度下空洞形成和动态。图像的下方是温度曲线的追
踪记录。
图 7-52 采用加热台观察到的 QFN 器件空洞形成动态
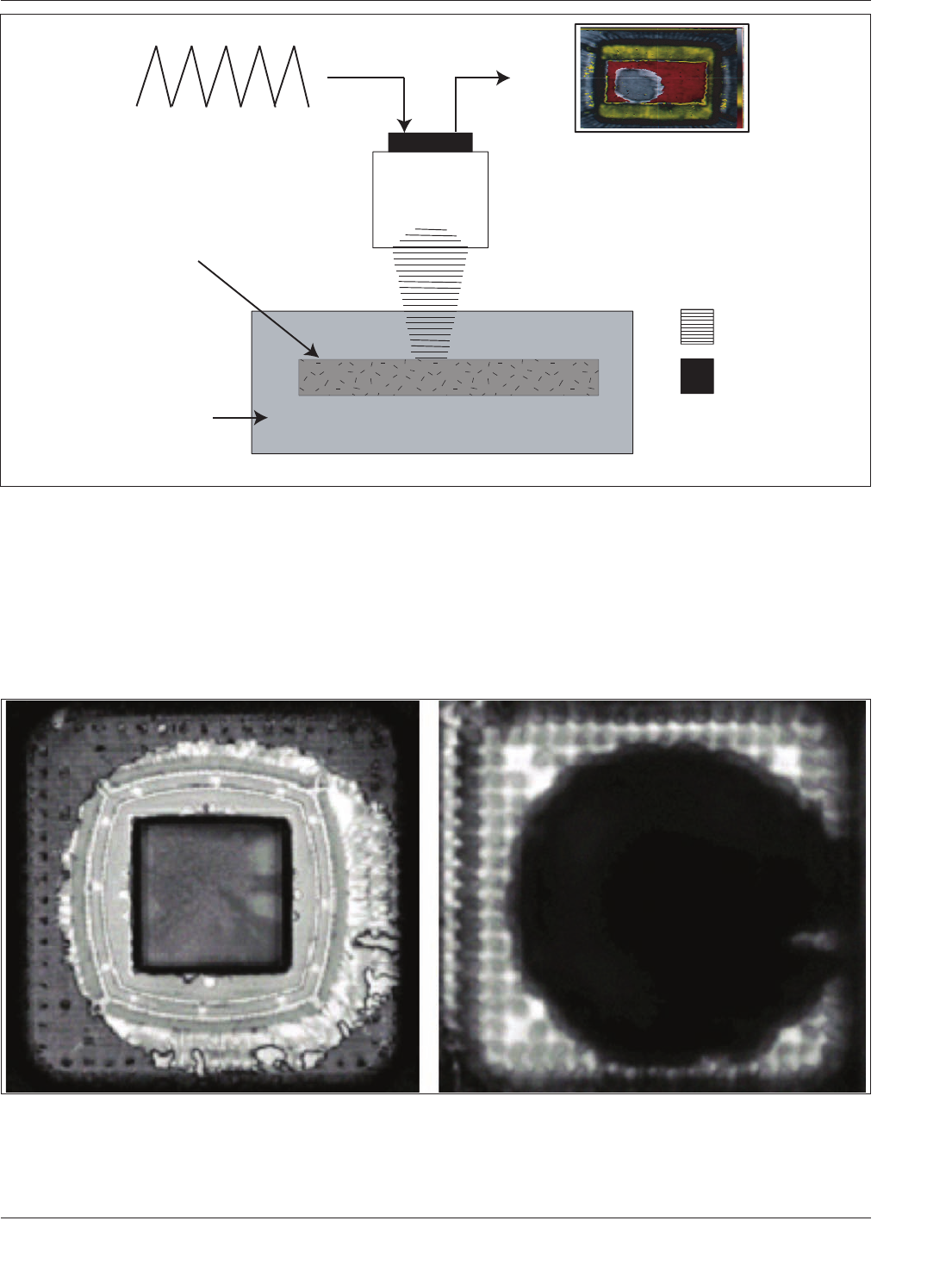
7.3.5 声学扫描显微镜(SAM)
SAM(也叫 C 模式声学扫描显微镜,或声学扫描断层成像),是一种非破
坏性失效分析工具。它采用声波来扫描印制板器件如 BGA 的内层(见图 7-53)。通常用于半导体封装来探
测分层、裂纹或电子组件内部的空洞。它可以定位 BGA 封装内部的分层、裂纹或空洞以及 BGA 与基板相连
之后底部填充的类似异常。
分层或空洞探测的分辨率取决于用于分析的声音频率。随着频率增加,分辨率也增加。230MHz 传感器分辨
率可探测 X-Y 平面内低约为 12
μ
m 的间隙。单点扫描被称为 A 扫描(A 模式),切片线扫描被称为 B-
扫描(B- 模式),一定深度或关注界面的面扫描被称为 C- 扫描(C- 模式)。穿过整个器件的面扫描被称为 T-
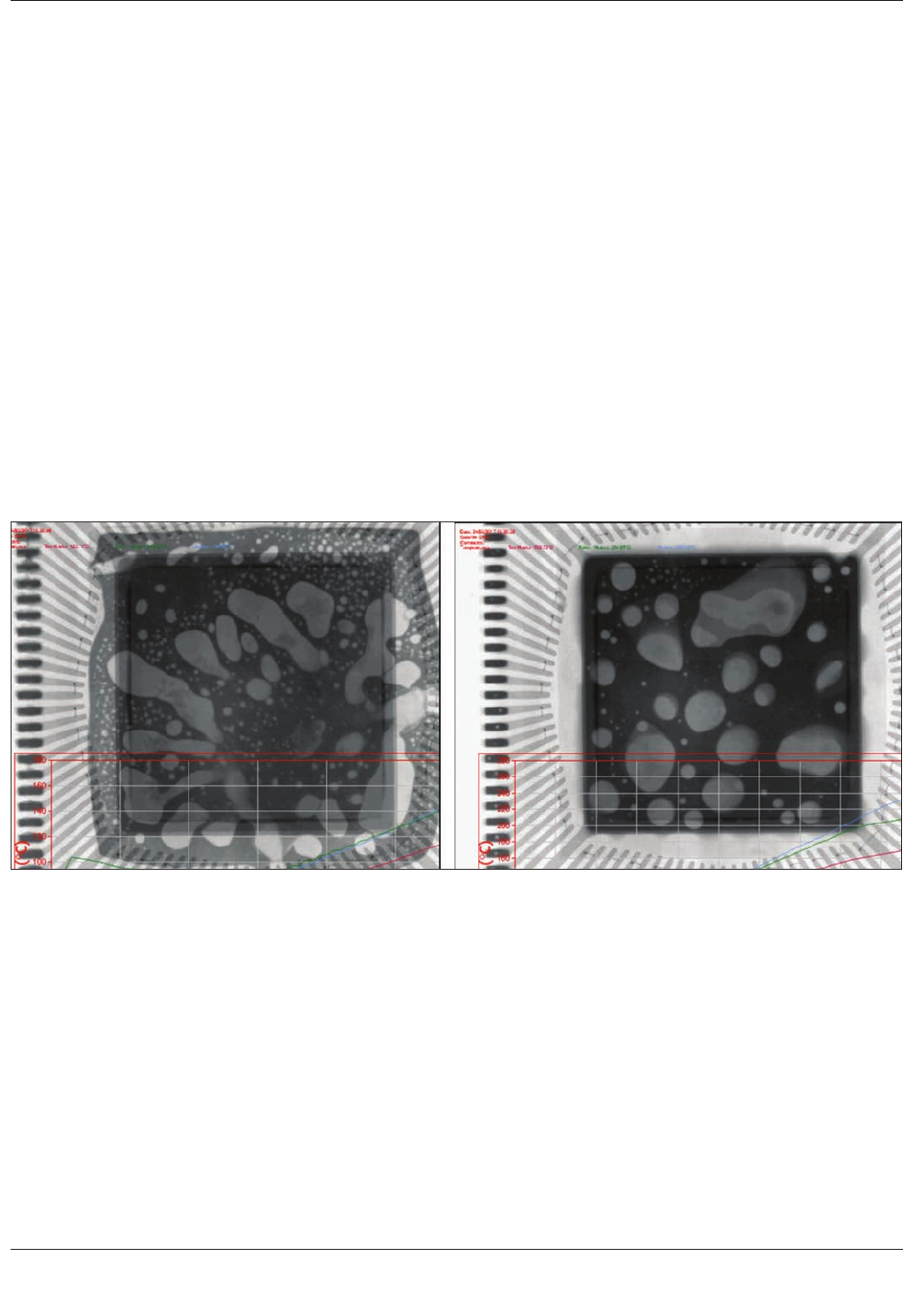
扫描(穿透)。图 7-54 中的图像显示了倒装芯片组件底部填充中空洞位置。
在做 SAM 分析时,被探测的样品需要被放置在水中。如水会渗入开放的空洞或分层则无法用此方式探测。
IPC-7095D-WAM1 CN 2019 年 1 月
120
图 7-53 典型的声学扫描显微镜配置
A– 液体
B– 样品
C– 输入脉冲
D– 传感器
E– 反射脉冲
F – 超声波
G– 应用区
图 7-54 同一 BGA 的 C- 扫描图像(左)和 T 扫描(右)图像
A
B
C
E
D
F
G
IPC-7095d-7-53-cn
IPC-7095D-WAM1 CN2019 年 1 月
121
7.3.6 BGA 间隙测量
BGA 间隙高度可给出焊球是否
完全和均匀再流的某些信号。通常的,焊球为 0.75mm
的 PBGA 的间隙在再流焊之前大约为 0.6mm,在再流
焊之后则会跌至 0.45mm(包括焊膏)。基于焊球尺寸、
所用合金以及 BGA 是否含金属散热片,其它的 BGA
也各自有自己的的间隙高度特性。每种封装都有自己
的间隙特性,所以用户应该开发元件组装的再流焊曲
线并包含使用塞规量测。
塞规提供了非破坏性方法来确定 BGA 再流焊后大致的
最终间隙。塞规用来量测再流焊后的每个角落,其综
合结果可确定测得的平均间隙。这种方法不如切片那
样精确,但成本要便宜得多而且是非破坏性的,操作
员不要试图将塞规硬塞入器件底下,因为这样做会导
致焊点开裂。这种方法需要 BGA 周围有足够空间供塞
规插入。
7.3.7 光学检测(内窥镜)
内窥镜检查是一种光学检
验方法,可对狭小限制区域内的细小物件进行外观检
验。这项技术适用并应用于 BGA 焊点检测。可检验和
分析 BGA 焊点的各种关键因素,例如:
• 焊点总体质量 -(润湿良好的证据)
• 焊点形状 -(再流良好的证据)
• 焊点表面纹理 -(光滑对比不规则)
• 焊点总体外观 -(助焊剂残留等)
• 焊点缺陷 -(焊料短路、开路和冷焊)
• 焊球缺失
这项技术最适用于 BGA 外排焊点的检测(见图 7-55)。
这项技术的局限性是无法以同等级的质量和清晰度检
测内排焊球。它可以检测内排焊球,但是无法如外排
焊点一样看清细节。
这项技术的另一显著特征是镜头设计。高度先进的镜
头可以聚焦并且通过镜子或棱镜将图像转动 90°。高分
辨率 CCD 摄像头或监视器可捕捉和显示图像。取决于
工作距离,放大倍数范围可从 50 倍变化至 200 倍。图
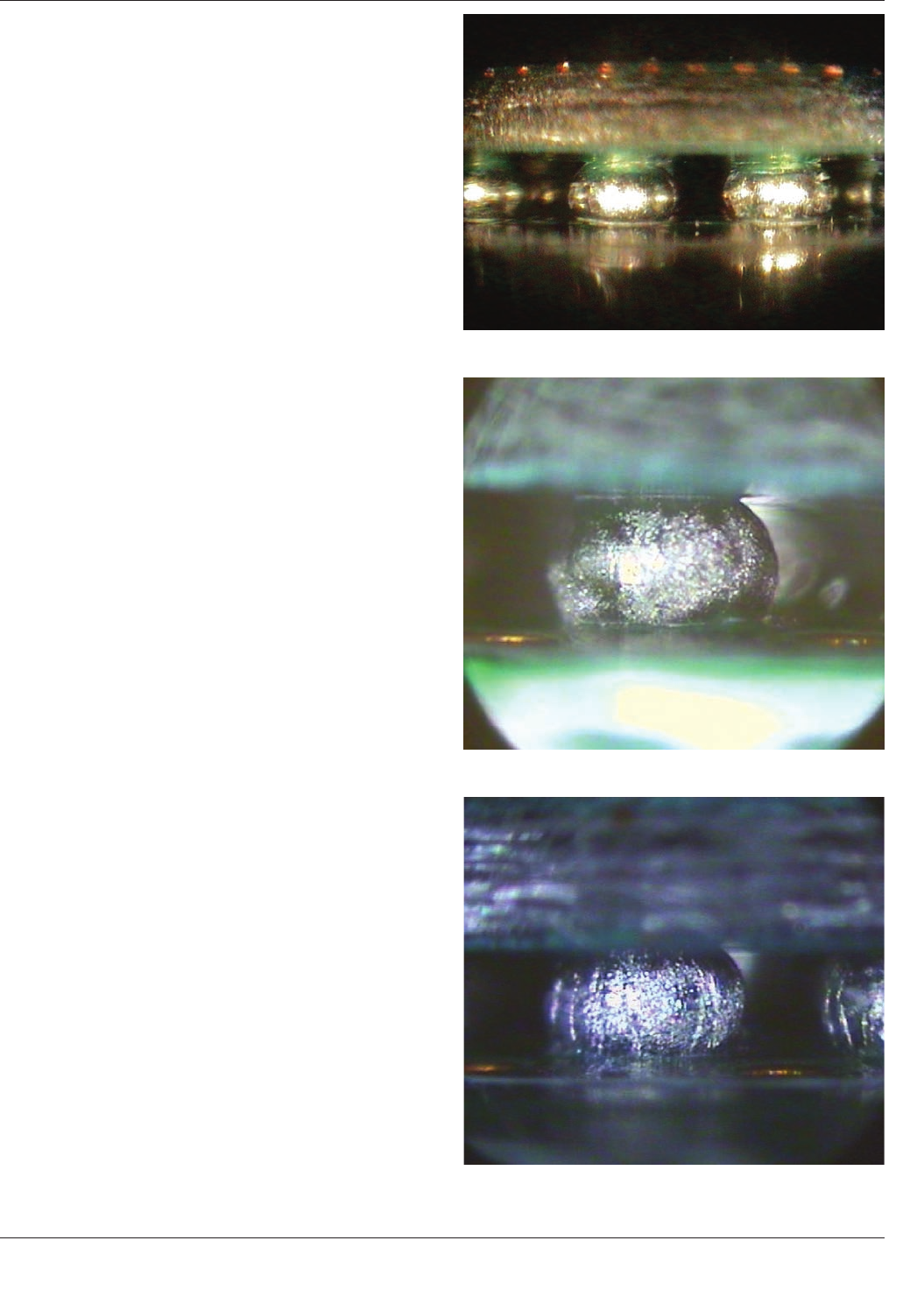
7-56 显示了在氮气中再流后并在 SMT 过站清洗后的无
铅、1.27mm 节距的 BGA 的内窥镜视图。图 7-57 显示
了在空气中再流后并在 SMT 过站清洗后的无铅 BGA
的内窥镜视图。
照明是很重要的因素。如果光源没有适当地照亮被检
测的焊点,图像质量就差。前置灯光可帮助检测焊点
图 7-55 内窥镜示例 1
图 7-56 内窥镜示例 2
图 7-57 内窥镜示例 3