IPC-7095D-CHINESE NP 2019.pdf - 第145页
IPC-7095D-W AM1 CN 2019 年 1 月 129 高成本设备的原理是基于 X 射线的断层合成成像或分层成像。两种系统都可提供有用的技术以探测和定位空 洞(见 7.3.1 节 )。 生产放行前应该先对可接受空洞的工艺进行鉴定。 7.6.3 空洞协议开发 在许多应用场合, 通过受控实验确定项目特性之后, 工程团队会建立可允收的空洞协议。 表 7-1 1 提供了空洞协议的案例,描述了各种连接盘图形下相比于其直径的空洞大小变化…
IPC-7095D-WAM1 CN 2019 年 1 月
128
点可靠性。收缩空洞可以通过增加焊接过程中的冷却速率和避免凝固时对焊点的扰动而使其最小化。从根本上
说,这些收缩空洞是表面裂纹,不会产生任何可靠性问题。
7.5.3.4 微导通孔空洞
微导通孔空洞由印制板连接盘上设计有微导通孔导致。如果它位于封装高应力区域的
焊点中,较大的微导通孔空洞会影响焊点可靠性。通过电镀将微导通孔封闭或者通过两次印刷用焊膏完全填塞
微导通孔,可最小化这些空洞的形成。
7.5.3.5 金属间化合物(IMC)微空洞
IMC 微空洞发生在铜和高锡焊料形成的 IMC 中,焊料包括 SAC 和锡
铅焊料。IMC 微空洞不会在焊接工艺后立即形成,但会在高温老化后或在焊点热循环期间产生。这种现象发
生的根本原因仍在调查研究中,但是一种名为 Kirkendall 的空洞形成机理可以作出部分解释。这些空洞可以影
响焊点可靠性,特别是在焊点遭受跌落或者机械冲击、IMC 内的脆性裂纹开始出现时。在焊料中掺加某些元
素(如锌),是一种减少这些 IMC 微空洞数量的方法。
7.5.3.6 针孔空洞
针孔空洞是由印制板铜连接盘上的针孔引起的。如果达到足够的数量,它们会影响焊点可
靠性。这些空洞由这些针孔内截留的印制板制造用的化学物质并在再流焊时挥发而导致。针孔的形成是由板制
造商镀铜工艺的偏差造成,可以通过改善镀铜工艺控制系统来消除它。
7.6 空洞测量
7.6.1 X 射线探测和测量注意事项
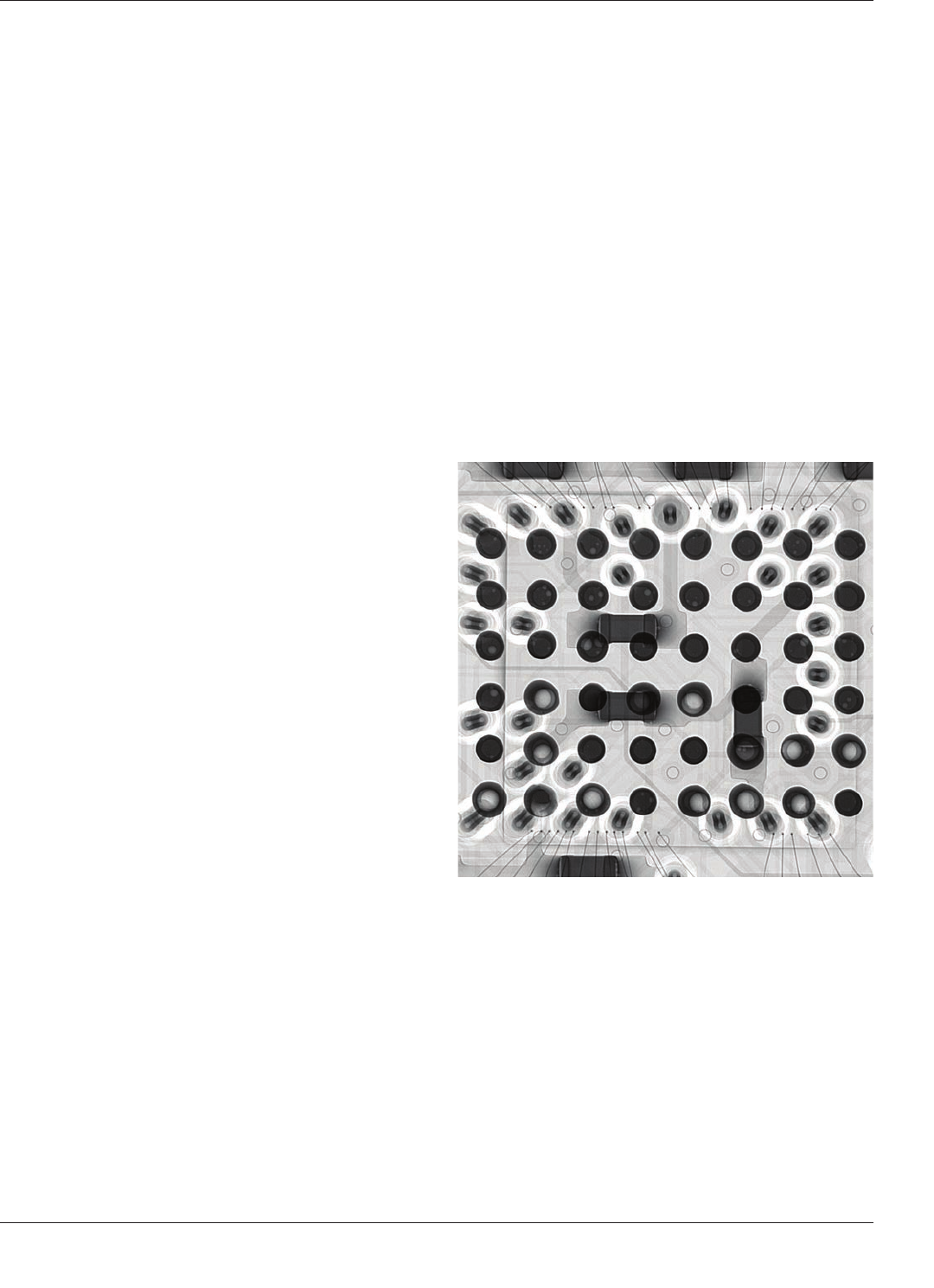
一些用来检测焊
料空洞的实时 X 射线检测系统(见图 7-66),采用了会
表现为电压过曝或磷过曝异常的 X 射线成像器件。理
论上使用图像增强器或平板探测器的任何系统都会过
曝。但是,配有图像增强器或平板探测器的现代高对
比度 X 射线系统更能提供理想的图像。
如果 X 射线检测系统表现出电压过曝,以下建议有助
于获得较精确的空洞尺寸测量:
• 已发现不受电压过曝影响的 X 射线胶片图像,可提
供空洞尺寸更精确的测定。
• 通过切片或者模拟确定了空洞的实际尺寸,来协调 X
射线源电压与过曝度之间的关联。
• 注:色调质量应该足以看到穿过空洞的导线。
• 电压和电流每次设定,灰阶应当复位至在 120 到 140
之间。对于 1 至 256 灰阶系统,灰阶标准化可维持测
量间的一致性。
7.6.2 空洞的影响
空洞可能通过弱化焊球并降低功能性来影响可靠性,因为横截面积的减少会降低热传递和
载流能力。
较大的空洞更有害,然而事先存在的小空洞在再流焊期间会合并形成大空洞。通常优先考虑消除空洞或至少实
质性地减小空洞。在工艺的开发阶段,应该建立使空洞最小化的工艺控制。
研究已显示中等尺寸的空洞在性能方面观察到有小的增加,这些情况常见于工艺受控时。可靠性的增加起因于
焊点高度的增加和焊点裂纹扩张暂时的、局部的延缓。
需要 X 射线检验来探测 BGA 焊点中的空洞;为确定空洞的影响或其位置和尺寸,切片方法可能是必要的。
低成本设备的原理基于透射 X 射线。与有引线元器件不同,BGA 不仅仅在元器件外围有焊点,而且有无法通
过常规视觉技术能检测到的内部焊点。
图 7-66 带有空洞的焊球 X 射线图像
IPC-7095D-WAM1 CN2019 年 1 月
129
高成本设备的原理是基于 X 射线的断层合成成像或分层成像。两种系统都可提供有用的技术以探测和定位空
洞(见 7.3.1 节 )。
生产放行前应该先对可接受空洞的工艺进行鉴定。
7.6.3 空洞协议开发
在许多应用场合,通过受控实验确定项目特性之后,工程团队会建立可允收的空洞协议。
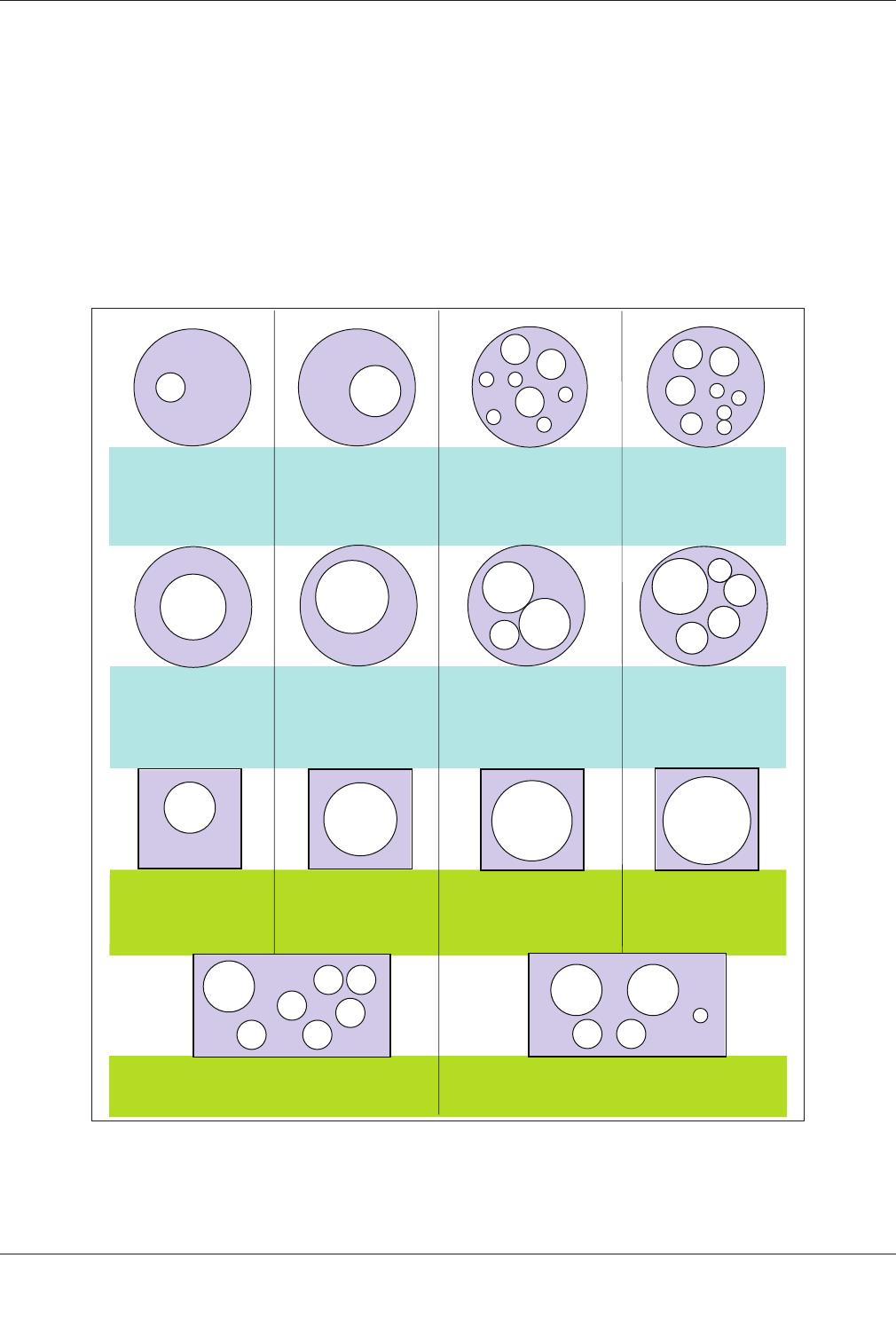
表 7-11 提供了空洞协议的案例,描述了各种连接盘图形下相比于其直径的空洞大小变化。
对于过程控制,空洞面积使用 <35% 作为阈值,空洞直径 <50% 作为阈值。对于拒收 / 返工,空洞面积使用
<45% 作为阈值,空洞直径 <65% 作为阈值。
表 7-11 建议的空洞协议示例
0.635mm连接盘
0.152mm空洞
24%直径
6%面积
0.635mm连接盘
0.330mm空洞
52%直径
27%面积
0.508mm x 0.762mm
0.254mm空洞
50%直径
10%面积
0.508mm x 1.016mm
一个0.254mm空洞及六个0.127mm空洞
0.508mm x 0.635mm
两个0.254mm空洞,两个0.127mm空洞以及一
个0.076mm空洞
0.508mm x 0.762mm
0.356mm空洞
70%直径
19%面积
0.508mm x 0.762mm
0.406mm空洞
80%直径
25%面积
0.508mm x 0.762mm
0.457mm空洞
90%直径
31%面积
0.635mm连接盘
0.381mm空洞
60%直径
36%面积
0.635mm连接盘
0.254mm空洞
50%直径
16%面积
0.635mm连接盘
三个0.152mm空洞以及
三个0.076mm空洞
24%面积
0.635mm连接盘
两个0.254mm空洞以及一
个0.152mm空洞
38%面积
0.635mm连接盘
一个0.254mm空洞,三
个0.152 mm空洞以及一
个0.102mm空洞
37%面积
0.635mm连接盘
三个0.152mm空洞,一
个0.102mm空洞以及四
个0.076mm空洞
25%面积
IPC-7095D-WAM1 CN 2019 年 1 月
130
使用 X 射线需要小心对敏感材料或元器件的辐射过曝,因为不同 X 射线系统的辐射剂量变化范围很广。对辐
射敏感元器件,需要与元器件供应商讨论关于辐射剂量的隐含要求,同时应该与 X 射线设备供应商讨论在典
型的 X 射线检测下将会达到的剂量率。
关于识别空洞尽管提供了有许多描述性的资料,但并没有确定与焊点热循环寿命相关的关联显著因子。另外,
还没有关于返工与热循环寿命之间关系的数据。
正常空洞的面积百分比是投影面积的 15±10%。
注:
30% 左右的空洞,需要制程警示,> 50% 的空洞则需要进行返工。见 7.5 章节。
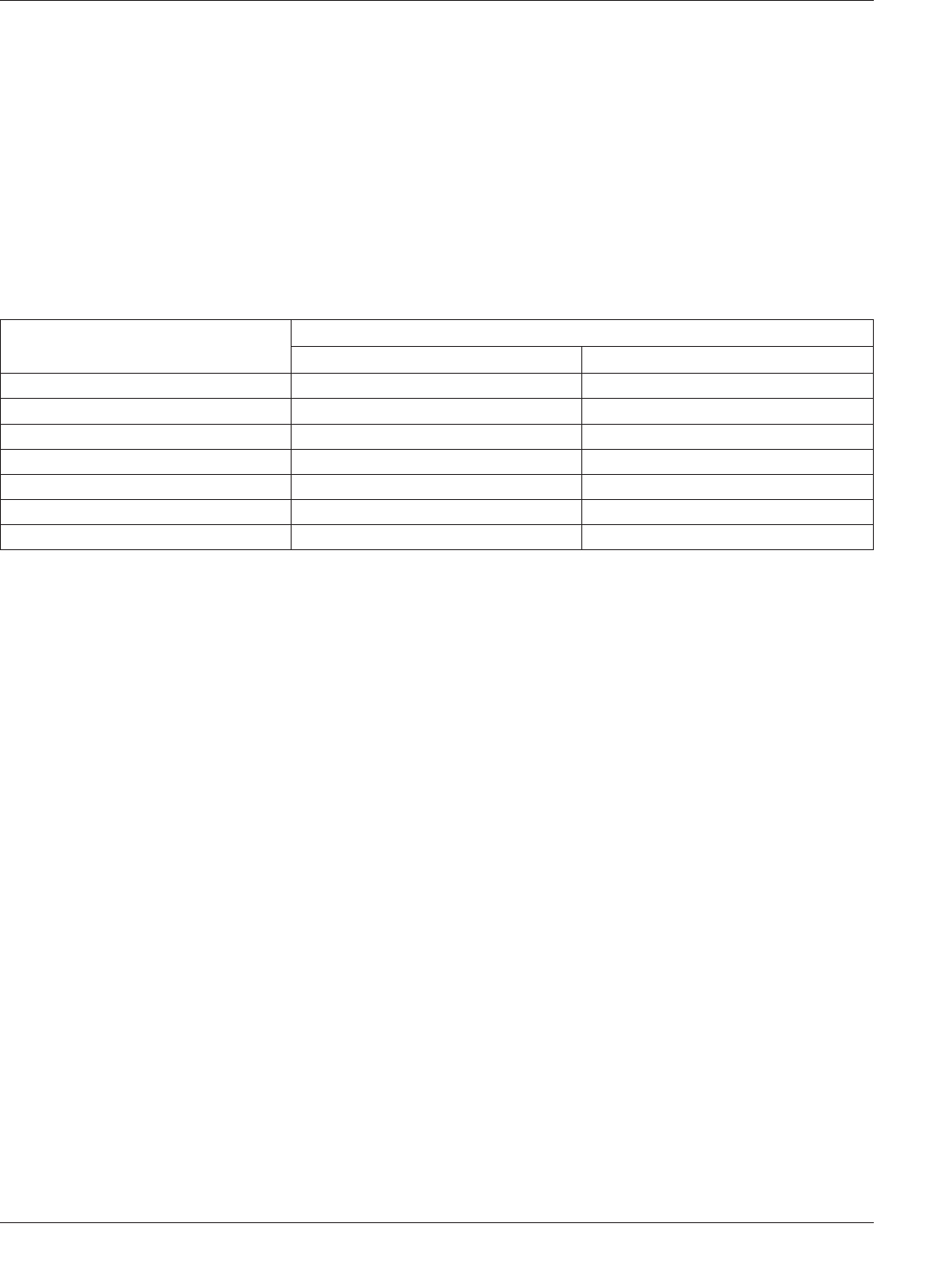
以直径为 0.2mm 的空洞为例,表 7-12 列出了不同焊球尺寸下的空洞百分比。当焊点尺寸减小时,探测到的空
洞直径百分比会增大(即,一个 0.75mm 的焊点上的 27%,就会在一个 0.3mm 的焊点上膨胀到 67%)。
表 7-12 各种焊球直径下焊球与空洞大小图像对比
焊球直径 /X 射线图像
空洞直径 0.2mm
空洞直径% 空洞面积%
0.85 mm 24% 6%
0.75 mm 27% 7%
0.65 mm 31% 9%
0.55 mm 36% 13%
0.45 mm 44% 20%
0.40 mm 50% 25%
0.30 mm 67% 44%
缺陷的认定要依据产品可靠性要求。例如,如果允许的最大空洞尺寸为焊球直径的 31%,那么就意味着所允许
的空洞面积比为 9%。这 9% 可以是一个空洞,也可以是许多空洞的总和。一些新式 X 射线设备采用可计算空
洞面积和的算法。X 射线断层合成成像运用的算法不能够统计空洞面积之和。
对于单个空洞,X 射线断层合成成像可以识别比预定尺寸大的空洞所引起的缺陷。
例如:如果焊球尺寸为 0.75mm, 允许最大空洞尺寸为焊球直径的 30%,允许的在焊球中心的最大空洞尺寸计
算如下:
0.75mm 的 30%
0.75×0.3 = 0.225mm 最大空洞直径
当空洞并非位于焊球中央,而是在印制板或者元器件连接盘附近时,焊球的剖面直径和最大可允许空洞直径都
会减少。
例如:若位于连接盘的焊球直径大致与连接盘相等,连接盘尺寸是焊球尺寸的 75%(25% 的减少量),则:
0.75mm 的 75%=0.56mm 连接盘上的焊球直径
0.56 mm 的 30% = 最大空洞直径
0.56×0.3 = 0.17mm 连接盘上的最大空洞直径
7.6.4 空洞评估的抽样计划
基于对空洞的担忧,本标准试图定义空洞基准线目标和工艺控制方法。丢弃好的
产品或返工没有迹象对复杂性和该条件下的可靠性有影响的已识别有空洞的产品是不理想的。
空洞发生的判据并不基于 100% 的检测,而是采用抽样计划来完成的。IPC-6012 提供了抽样计划条件。
根据产品等级类别和顾客要求,适当的纠正措施可能会有所不同,最终措施是拆除并替换受到影响的元器件;
但是,这些解决方案必须要仔细评估,因为产品应该已经开发有包括再评估在内的允许维修程序。
一旦建立关于组装允许的空洞百分比协议,就应该从生产的产品中随机抽取样品,并评估与协议中规定的可接受
条件的符合性。样本数量的确定取决于所生产产品的数量,也应该考虑作为印制板组件一部分的 BGA 的数量。