IPC-7095D-CHINESE NP 2019.pdf - 第130页
IPC-7095D-W AM1 CN 2019 年 1 月 11 4 AXI 设备通常有三种形式: 1 ) 2D AXI 系统 - 只采用 2D X 射线图像作自动运算 2 ) 3D AXI 系统 - 采用 3D 断层合成或分层成像切面作自动运算 3 ) 2D/3D AXI 的组合 2D AXI 系统自动生成位于 X 射线源和探测器之间的样品的所有特征图像。图 7-39 、图 7-40 和图 7-41 展示了 透射、断层合成和分层成像的…
IPC-7095D-WAM1 CN2019 年 1 月
113
30 kV 至 160 kV,目标功率 10W 至 20W 的 X 射线系
统,完全能检验和方便定位所有的印制板缺陷。
图 7-37 展示了人工 X 射线检验系统预期得到的可比较
级别的图像质量。图 7-38 展示了枕形失真和电压过曝
的例子。
7.3.3 X 射线系统术语的定义和讨论
目前市面上的
X 射线检测系统有手动 X 射线检测(MXI)和 AXI 配
置。MXI 系统有不同程度的自动化,可包括:
• 自动 BGA 检验
• 自动 QFN 检验
• 自动空洞面积计算
• 焊盘分析
• 自动图像处理功能
透射标靶型 X 射线系统的另一特点是通过侧视获得高
放大倍率(见 7.3.3.2 节 )。
AXI 系统和 MXI 的区别为,AXI 系统能在线使用并
且不需要操作员作出接受/拒收的判定。MXI 设备
几乎只有 X 射线透射技术,而 AXI 设备可以进行透射、切面或者两者的组合。MXI 系统能给出更好的分
辨率和生成更优质的图片质量,因此手动模式的结果更精确。一些 MXI 系统提供自动路径,包括逐步和
重复,自动进行检查 BGA,QFN, 空洞面积和焊盘分析,但这些相对于其主要功能为 X 射线显微镜来说都
是次要的。
AXI 系统也较快。很多情况下 MXI 系统用以验证 AXI 的结果,并帮助优化 AXI 自动检测参数。
图 7-37 手动 X- 射线系统图像质量的两个示例
图 7-38 枕形失真和电压过曝的 X- 射线例子
IPC-7095D-WAM1 CN 2019 年 1 月
114
AXI 设备通常有三种形式:
1)2D AXI 系统 - 只采用 2D X 射线图像作自动运算
2)3D AXI 系统 - 采用 3D 断层合成或分层成像切面作自动运算
3)2D/3D AXI 的组合
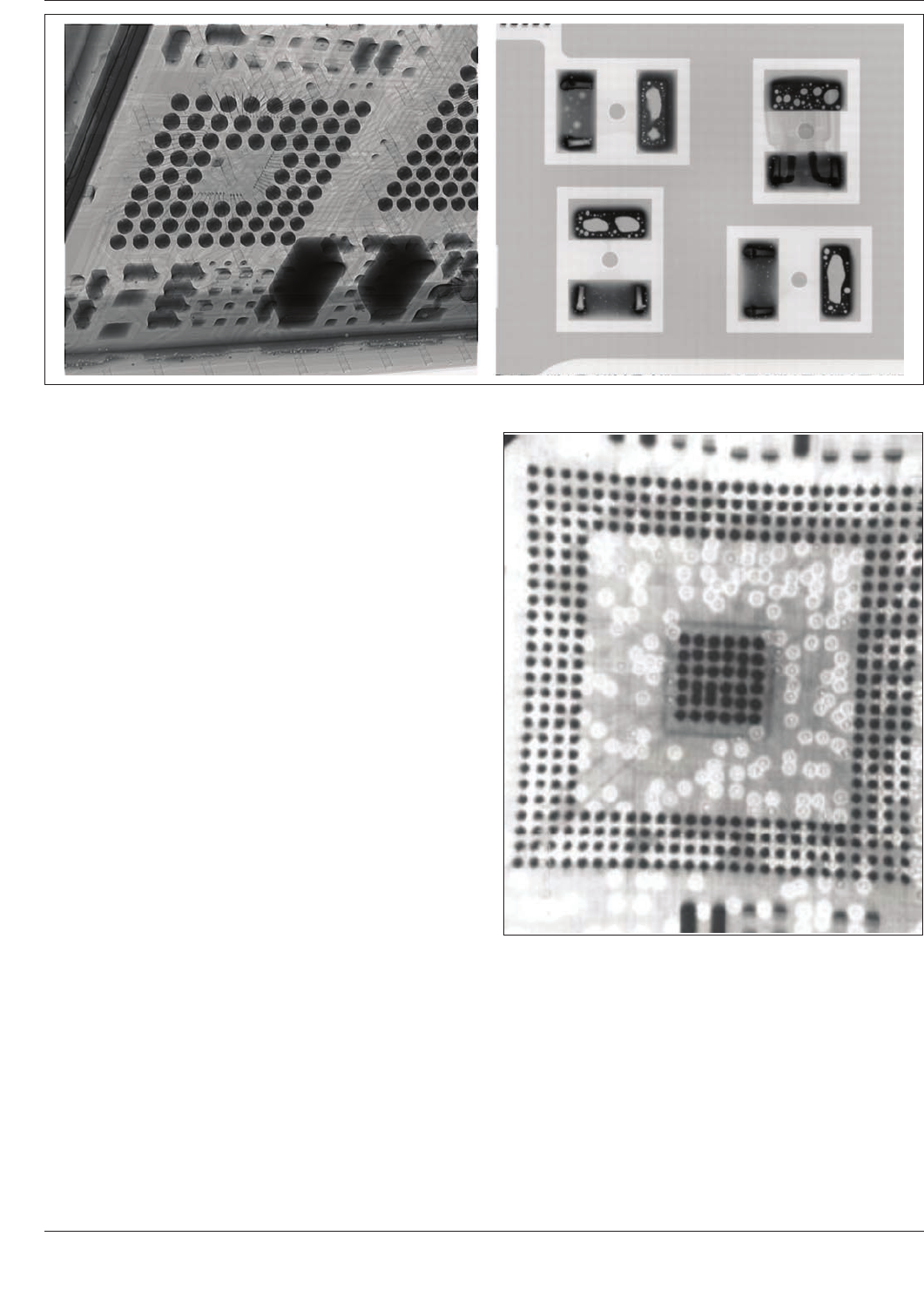
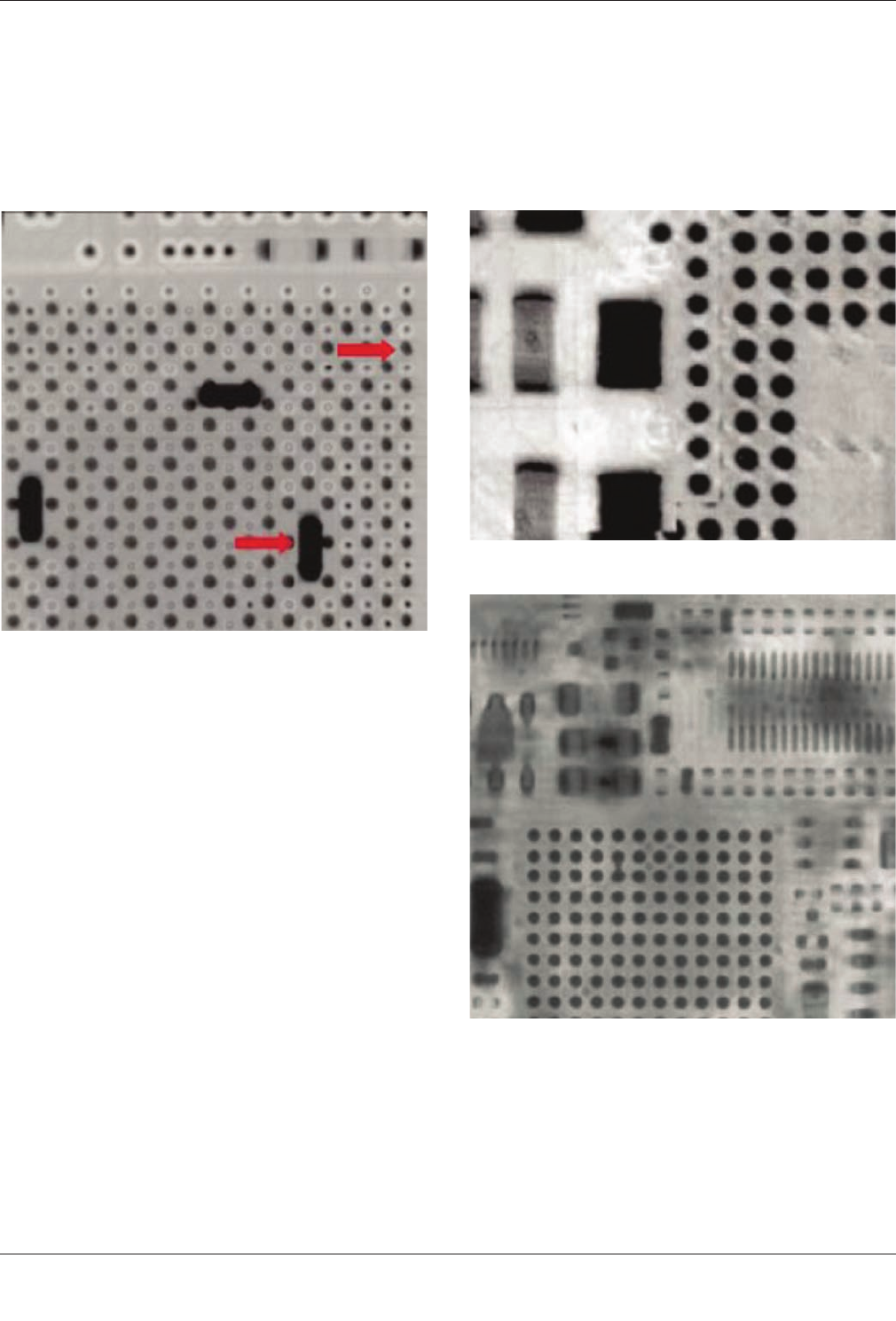
2D AXI 系统自动生成位于 X 射线源和探测器之间的样品的所有特征图像。图 7-39、图 7-40 和图 7-41 展示了
透射、断层合成和分层成像的 X 射线图像的示例。
切面 AXI 一次会自动生成印制板组件一个切面的图
像。断层合成和分层成像是切面 AXI 最常见的形式。
AXI 组合设备在印制板检验中并行使用 2D 和切面技
术。组合系统会根据具体状况自动选取最合适的技术并
允许用户自由选取自己所需的技术。负责板子编程的工
程师决定使用哪种类型的技术(2D 或 3D)。在两面贴
装元器件的印制板上(类型 2), 2D X 射线系统由于重
叠使得焊点的部分区域无法看到,除非采用斜视法。
当不能采用斜视时,切面技术将有更多的测试通道。
由于 2D X 射线技术从整个焊点体积捕促信息,而切面
型技术捕捉的是焊点特定切面的信息,在探测某些类
型的焊点缺陷时,这些技术具有独特和通用能力。有
经验的板子编程工程师以互补的方式使用它们。另外,
2D 技术可能较快,但 3D 截面技术可以在 2D 技术无
效时(如检验双面且杂乱的印制板)允许自动检验。
所有的透射、切面和 X 射线组合技术都能探测到由于焊点外形变化引起的印制板组件缺陷。这些缺陷类型包
括但不限于:
• 焊接短路
• 焊接开路
图 7-39 透射图像(2D)
图 7-40 断层合成图像(3D)
图 7-41 分层成像 3D 自动 X 射线检验(AXI)截
面图像
IPC-7095D-WAM1 CN2019 年 1 月
115
• 焊料不足
• 器件缺失
• 器件歪斜
• 焊接空洞
7.3.3.1 2D 透射 X 射线技术
对于透射成像 X 射线而
言,X 射线源和探测器可以是固定的或也可以多种方
式活动来改变放大倍数和视角。通常来说,可同时观
测到在垂直视线上的所有特征,只是没有区分深度。
材料厚度或密度的差异导致透射 X 射线在探测器中的
衰减程度不同,进而在图像呈现出或明或暗的亮度。
对于单一材料类型(如共晶焊料),探测器接收到的 X
射线光子衰减与材料厚度成正比。生成的灰阶图像可
用来解释和确定焊点是否可接收。图 7-42 展示了透射
检验。
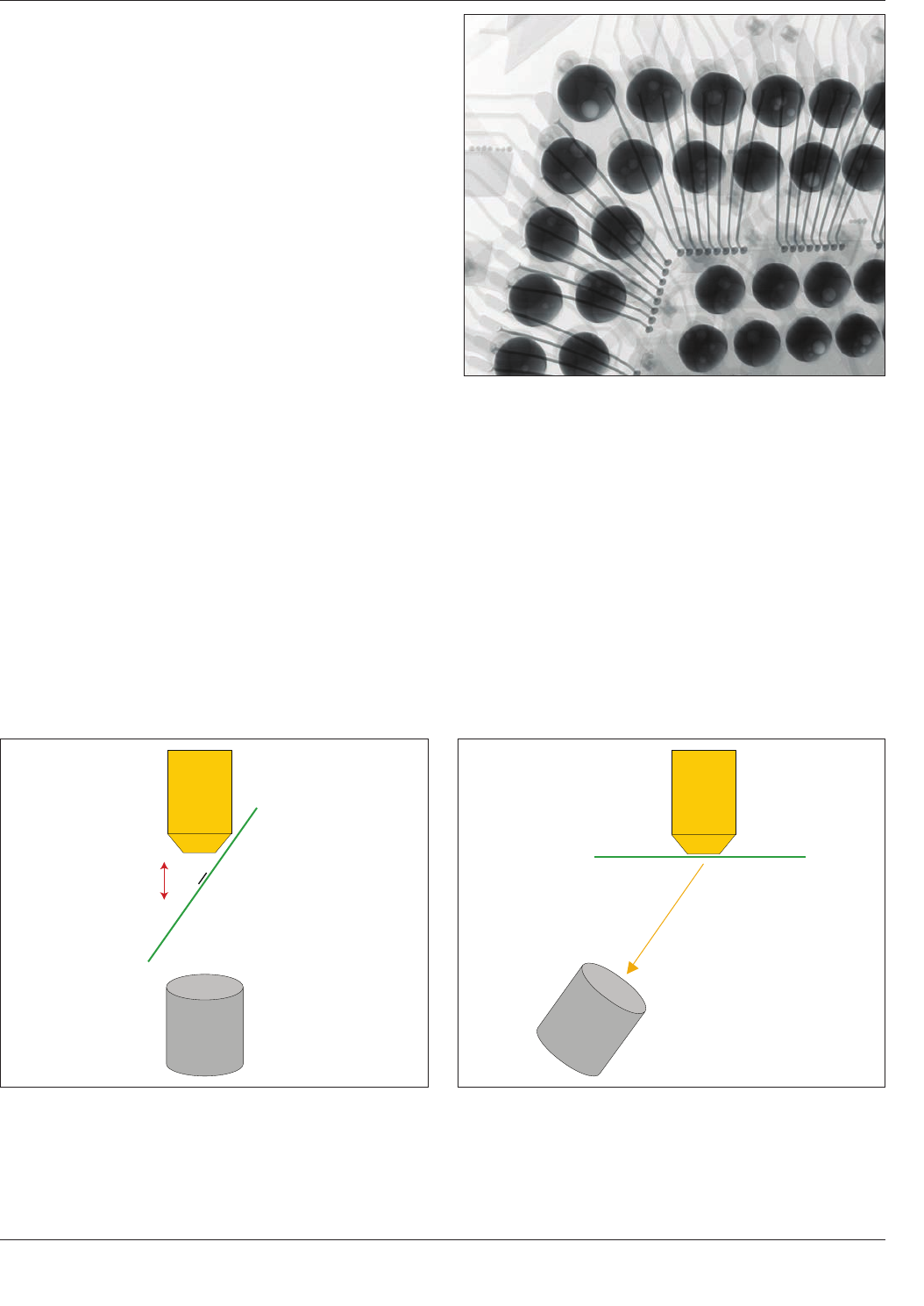
7.3.3.2 采用透射 X 射线技术的斜视检测
透射 X 射线系统对物体进行斜视检测有两种基本方法。一种方法
由倾斜样品来得到如图 7-42 所示的斜角。虽然这种方法可斜视,可能无法达到所需的高放大倍数。结果只能
发现极少的缺陷,而且检验过程也较困难。这种方法还需要复杂的样品治具,操作比较繁琐不方便使用者。大
多数现代的 X 射线系统已不再使用这种斜视检验。
如图 7-43 所示,这种观测方式导致斜视角度下的低放大率,更困难且更低效。
如图 7-44 所示,现代的 MXI 系统设置中,X 射线源位于底部。通过一个倾斜的探测器来实现斜视图像,所有
的图像角度都可以达到最高的放大倍数。高放大倍数的斜视图像对于查找焊点的开路和裂纹缺陷很关键。
图 7-42 高质量的 2D 透射 X 射线图像示例
B
A
IPC-7095d-7-43-cn
图 7-43 印制板倾斜的斜视观察
A– 带有 FBGA 的印制板
B– 探测器
图注:
倾斜观察时,需要高放大倍数,但穿过倾斜对象时会造成放大
倍数的损失(由于射线源至对象的距离较长)
B
A
IPC-7095d-7-44-cn
图 7-44 探测器倾斜的斜视观察
A– 带有 FBGA 的印制板
B– 探测器
图注:
倾斜观察时,通过旋转辐射圆锥穿过的探测器,同时保持对象
垂直于 X 射线源的中心,获得并维持高放大倍数(由于射线源至对象
的距离较短)