IPC-7095D-CHINESE NP 2019.pdf - 第124页
IPC-7095D-W AM1 CN 2019 年 1 月 108 图 7-26 底部填充中空洞的示例 A– (左)小空洞 B– (中)中等空洞 C– (右)大空洞 为了达到最好的底部填充性能,需要有适当的填充高度。在大多数应用场合,沿封装侧面向上至封装中心线之 间有 25%-100% 的填充,被认为是可以接受的。 围绕需要底部填充的 BGA 周边 ,对其它器件和开窗导通孔的隔离是必要的 。隔离的保守规则是:在 BGA 封 装的非分配边…
IPC-7095D-WAM1 CN2019 年 1 月
107
如同所预计的那样,这些聚合物增强设想的高性能只能通过实验针对具体应用选择正确的材料来达成。底部填
充用户应该知道,选择与使用环境相匹配的具有固化机械性能的底部填充化学品是至关重要的。底部填充化学
品通常会增加封装的机械性能(如冲击、弯曲、振动和跌落),但如果选择不当的话,可能同时会降低温度循
环性能。因此,平衡机械冲击可靠性的增长边际与温度循环可靠性损失边际的风险是重要的。
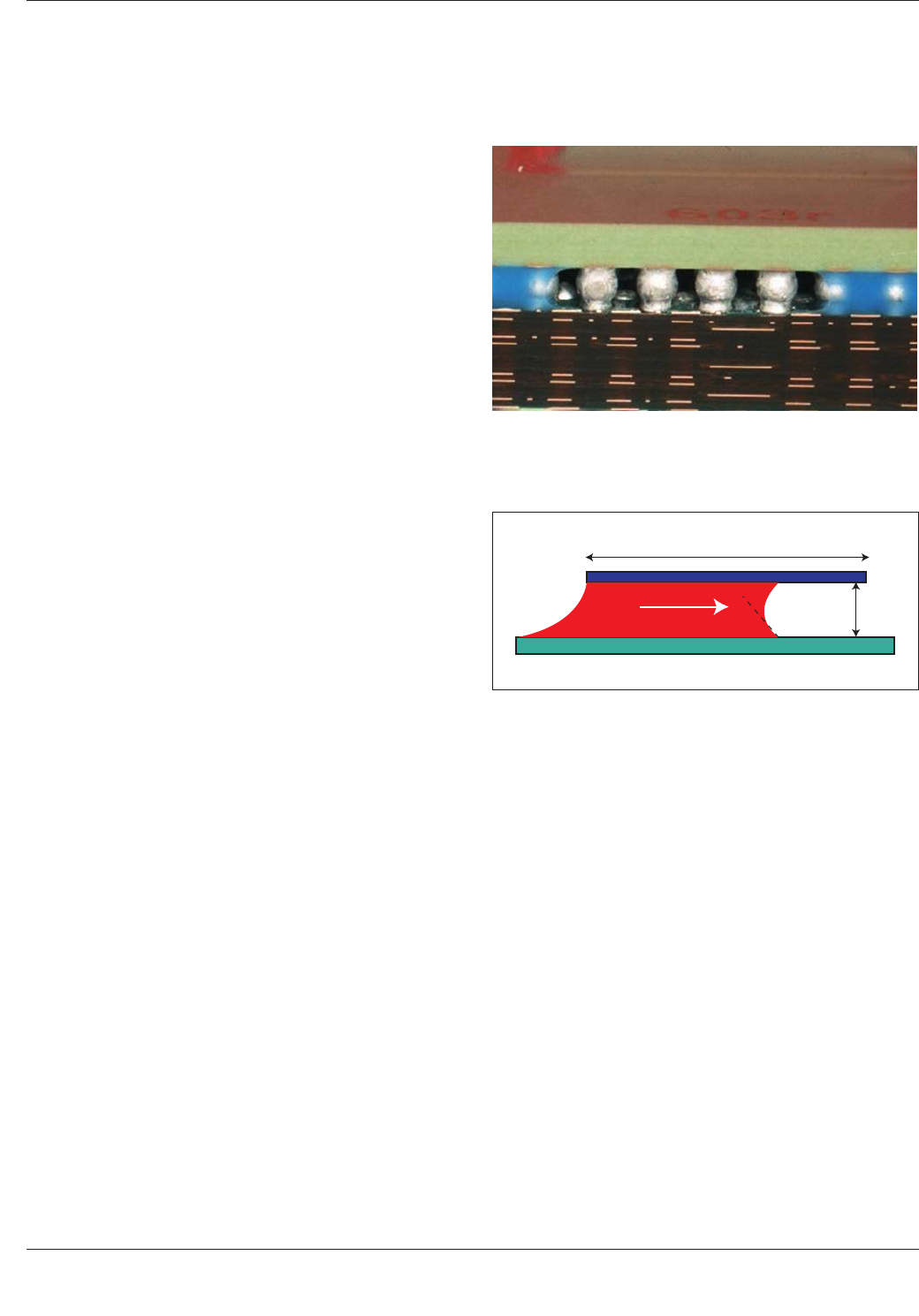
7.2.2.1 底部填充覆盖
完全底部填充通常将未固化液
态聚合物施加于印制板上 BGA 封装边缘,使底部填充
剂通过毛细管作用流进 BGA 封装底部来实现的。设计
底部填充分配工艺时必须注意避免 BGA 封装内部不完
全的底部填充。分配模式例如“I”形沿着封装的一边
向下分配相比流动较快的“L
”或“U”形模式(分别
沿者两边或三边)截留气泡的可能要小得多。图 7-24
的示例中,底部填充没有完全覆盖封装的底部。
底部填充剂可通过自动化设备(如喷射分配,螺旋泵
等)或通过手动设备(如通过注射器与针头的气动分
配)分配至印制板上的封装周围。为了增加底部填充
剂的流动速率以及生产线的生产速度,组装板通常需预热至 50°C-1
10°C。
建议:底部填充剂的流动率决定了生产速度,所以要
咨询供应商提供粘性较低、润湿特性能较好的填充材
料,这些材料能显著增加流动率或使得板子不需要预
热而流动良好。为实现 BGA 底部的完全填充,应该沿
着 BGA 一条边缘或从一个拐角进行分配,然而这需要
较长的分配时间。如果从四个拐角或边缘快速填充,
可能会导致不完全的底部填充。(见图 7-24)
当使用“I”形分配模式时,毛细管底部填充流动时间
可以由下列公式粗略估计:(见图 7-25)
T = (3
μ
L
2
) / (h
γ
cos
Θ
)
其中:
T= 底部填充剂流过封装所需时间,秒
μ
= 底部填充剂粘度
L= 底部填充流经距离
H= 平行表面之间间隙
γ
= 底部填充剂的表面张力
Θ
= 流体对表面的润湿角度
底部填充中的空气气泡很常见,特别是在焊球与印制板之间以及焊球与封装基板之间的交界处。底部大面积填
充中的小空洞不会对冲击、弯曲或者温度循环性能造成显著影响。对于底部填充中可接受的空洞,业界并没有
相关标准。但是,大部分底部填充用户认为在底部填充中任何连接相邻焊料的空洞都是有风险的。已证明焊料
在温度循环作用下沿着空洞会发生蠕变,并造成相邻焊球间桥接。
中等尺寸的空洞(即比焊球直径的一半大)的可接受性业界未明确定义。据说这些中等尺寸的空洞并不会造成
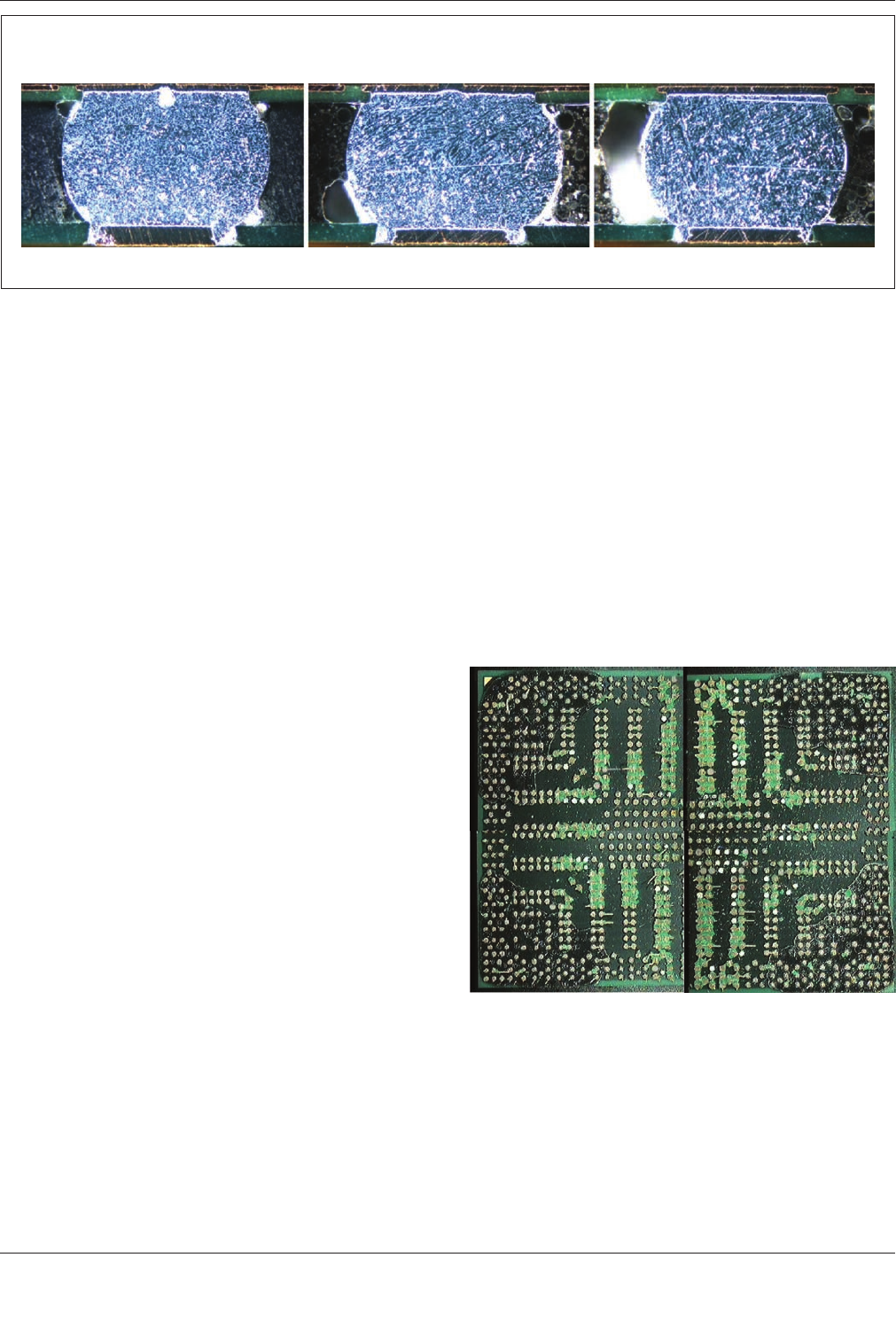
显著的负面影响,但是一些用户希望在他们的工艺中避免这些情况的发生。图 7-26 分别展示了底部填充中小
型、中等和大型空洞的示例。
图 7-24 不完全底部填充覆盖的 BGA 封装
γ
µ,
θ
h
L
IPC-7095d-7-25-cn
图 7-25 两个平行表面之间的底部填充剂的流动
IPC-7095D-WAM1 CN 2019 年 1 月
108
图 7-26 底部填充中空洞的示例
A–(左)小空洞
B–(中)中等空洞
C–(右)大空洞
为了达到最好的底部填充性能,需要有适当的填充高度。在大多数应用场合,沿封装侧面向上至封装中心线之
间有 25%-100% 的填充,被认为是可以接受的。
围绕需要底部填充的 BGA 周边,对其它器件和开窗导通孔的隔离是必要的。隔离的保守规则是:在 BGA 封
装的非分配边,从印制板表面至 BGA 基板正面高度的 1.5 倍,在 BGA 分配边为 6mm。
底部填充封装要在炉中固化。对这些板子进行固化的一种合适的方法是使用标准 SMT 再流焊炉,将温度设定
低于正常再流温度让板子单次通过炉子。许多底部填充化学品在 120°C-165°C,运行 5-20 分钟即可固化,这
种性质有利于单次通过炉子的方法。固化也可用离线再流焊炉,也可获得可在较低温度下固化且固化时间较短
的底部填充配方。
从历史上来说,大批量生产环境下底部填充环氧树脂
一直是不可返工的。这对最初的一些设备例如早期手
机是可接受的,因为其印制板组件成本相对较低,报
废一些组件不会带来显著的成本增加。但是,如今底
部填充已进入高端市场。所以,底部填充剂供应商正
在研发能在大批量生产环境下便于返工的化学材料。
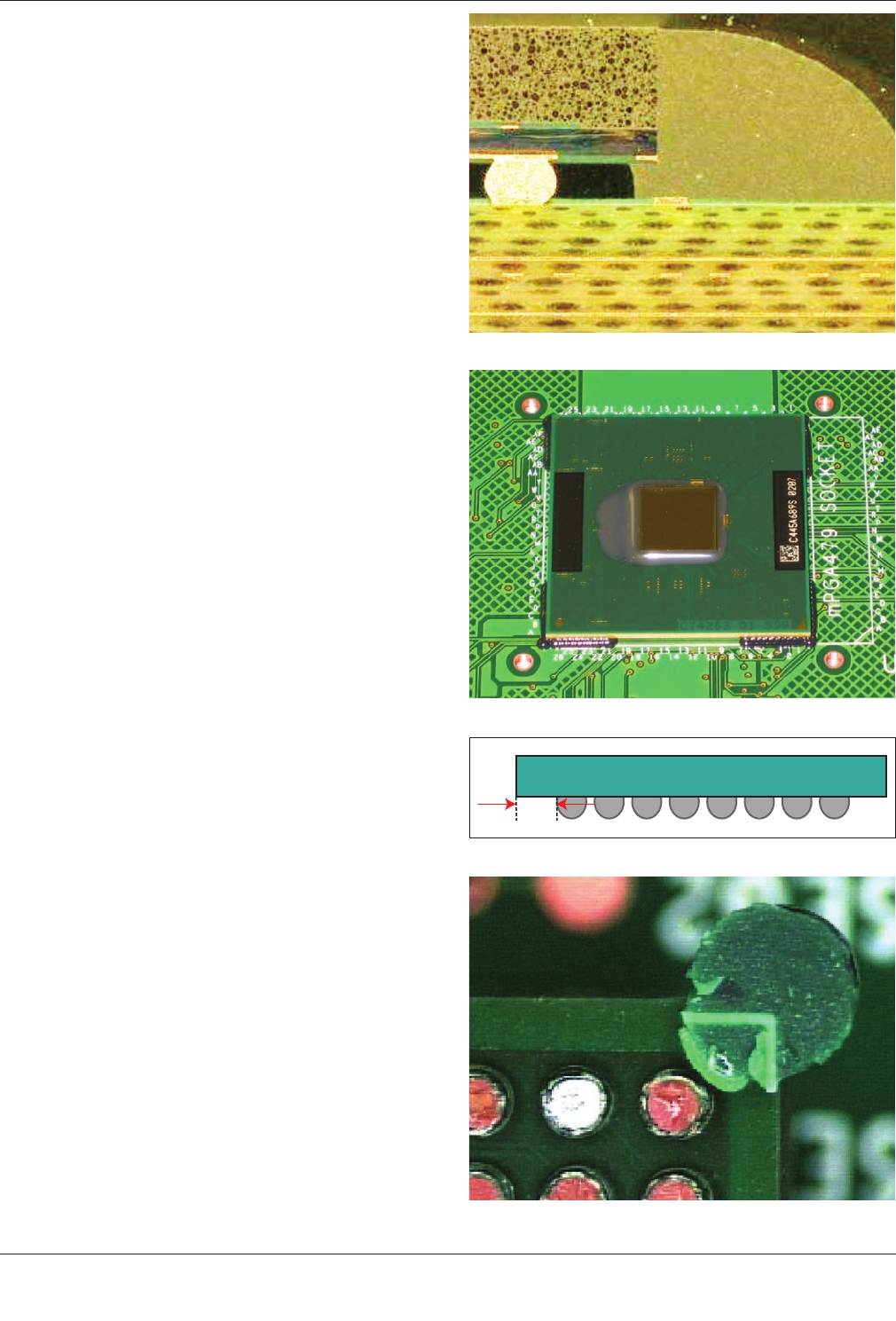
部分或仅角落底部填充是在 BGA 封装角落附近,通过
点状或“L”形模式分配底部填充剂来完成的。流入的
底部填充剂大致呈圆弧状并裹住各个角落中的几个焊
球。图 7-27 显示了从组件拆除后的 BGA, 能看到角落
的黑色填充。
这种方式与完全底部填充相比的优点是:所使用底部
填充材料大为减少且底部填充材料流动时间也显著减
少,这有助于提高与分配工序相关的生产率。如所预计的一样,部分或仅角落底部填充没有像完全底部填充那
样有很大的强度改善;但是,在许多情况下,部分底部填充所带来的性能提升已足够满足市场对封装 / 印制板
保护的要求。(一项实验案例表明,部分角落底部填充 BGA 对比于未经过填充的相同 BGA,耐受机械损伤持
续发生的抗冲击水平上提升 1.5 倍,这是非常显著的)。
一些移动电脑主板制造商使用部分底部填充材料来加强主板上的 BGA 强度。
ABC
IPC-7095d-7-26-cn
图 7-27 部分底部填充示例
IPC-7095D-WAM1 CN2019 年 1 月
109
7.2.2.2 角落施加粘合剂
角落施加粘合剂(也称作角
落点胶、角落粘合或角落粘着)是一种仅在 BGA 角落
和 / 或外部边缘施加胶水的方法。该理论认为通过增
强处于应力最大的封装区域(离封装中心最远处的焊
球),封装性能会得到改善。
角落施加粘合剂改善封装性能不如传统的完全毛细流
底部填充那样多,但往往所获得的优势是明显的并足
以满足市场要求。角落施加粘合剂方法已被广泛应用
于高机械性能要求(如冲击、振动和弯曲)的大尺寸
BGA(20×20mm 至 45×45mm)。移动电脑主板市场
也符合这种情况。
图 7-28 显示了角落施加粘合剂的 BGA 显微剖切。图
7-29显示采用角落施加粘合剂连接的BGA封装的照片。
角落施加粘合剂可以在 BGA 封装放置和再流焊之前
直接施加到印制板上或在再流焊之后施加到已组装的
BGA 封装上。再流焊前进行角落施加粘合剂要求 BGA
封装在焊球最外排的最后一个焊球的外部边缘有足够
基板空间(见图 7-30)。
预先施加角落粘合剂于基板的最小可用宽度大约需
0.7mm。若封装基板的宽度小于该值,此工艺在大量生
产环境下就无法受控。随着封装基板尺寸持续缩减,
预计在再流焊之前对角落点胶的做法也将会减少。
组装和再流焊后角落施加粘合剂的有效性取决于所选
择的粘合剂类型和与每个角落接触的总表面积。涂覆
量从每个角实质上的单点变化到粘合剂通过“L”形支
架在角落的每一侧沿着封装边缘向下延伸多达六个焊
球。较长的“L”型分配支架可以显著地改善机械可靠
性。例如,一项研究表明了冲击性能的改善,造成机
械损伤开始发生的加速度水平从 180G 增至 300G。
施加在每个角落比较好的粘合剂起点量应该是,沿
“L”型支架的每条边向内应延伸至 3 到 6 个焊球的深
处。角落粘合的一大隐患是使用的胶水量太少而使覆
盖表面不够。测试表明,沿基板一边不超过一个焊球
宽度的单点粘合剂覆盖并不会显著增加 BGA 冲击或弯
曲方面的性能。这是因为通常情况下,阻焊膜与下面
的 FR-4 材料或 BGA 基板的接合强度较低,如果角落
施加粘合剂的表面区域太小,这样的结构将很容易发
生裂纹。
图 7-31 显示粘合剂区域过小导致的角落施加粘合剂在
冲击后的典型失效模式。可以看到,从印制板组件剥
离的阻焊膜并没保护到焊点。
图 7-28 角落施加粘合剂的 BGA 显微剖切图
图 7-29 角落施加粘合剂的 BGA 顶视图
图 7-30 再流前角落施加粘合剂的关键尺寸
图 7-31 角落施加粘合剂典型的失效模式