IPC-7095D-CHINESE NP 2019.pdf - 第198页
IPC-7095D-W AM1 CN 2019 年 1 月 182 A.1.1 密节距 BGA ( FBGA ) FBGA 在空洞识别后剩下的连接面积远小于标准节距 BGA 。表 A-2 提 供了 在 元器件来料或组装后评估时, 当 X 射线图像显示有空洞存在时应该采取的纠正措施。 焊球图像基于 BGA 节距。 随着节距变小,连接盘和相应的连接面积也变小。通过减小空洞大小标准作为补偿和改进最终连接的可靠性, 纠正措施的建议已经考虑了这个…
IPC-7095D-WAM1 CN2019 年 1 月
181
表 A-1 采用 1mm、1.27mm 和 1.5mm 节距的连接盘纠正措施指标
空洞
类型
空洞描述
纠正措施指标
采取的措施
一级 二级 三级
元器件来料评估由切片 /X 射线断层合成成像决定(依据 7.6.4 节抽样)
A 焊球中的空洞
(组装之前)
高达 90% 的焊球可能有空洞
任何焊球的最大空洞大小为面积的 20%(图像直径的 45%)
调查制程根本原因并
采取纠正措施
B 空洞在封装界
面(组装之前)
高达 80% 的焊球可
能有空洞
任何焊球的最大空洞
大小为面积的 15%
(图像直径的 40%
)
高达 70% 的焊球可
能有空洞
任何焊球的最大空洞
大小为面积的 10%
(图像直径的 32%)
高达 50% 的焊球可
能有空洞
任何焊球的最大空洞
大小为面积的 5%(图
像直径计的 22%)
调查制程根本原因并
采取纠正措施
要考虑所有焊球的累积空洞(无论其大小)
组装之后评估由切片 /X 射线断层合成成像决定(依据 7.6.4 节抽样)
C PCA 再流后,
焊球中的空洞
高达 100% 的焊球可能有空洞
任何焊球的最大空洞大小为面积的 25%(图像直径的 50%)
调查制程根本原因和
来料部件,采取纠正
措施
D PCA 再流后,
空洞在封装界
面
高达 100% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 25%
(图
像直径的 50%)
高达 80% 的焊球可
能有空洞
任何焊球最大空洞大
小面积的 20%(图像
直径的 45%))
高达 60% 的焊球可
能有空洞
任何焊球最大空洞大
小为
面积的 15%(图像直
径的 40%)
调查制程根本原因和
来料部件,采取纠正
措施
要考虑所有焊球的累积空洞(无论其大小)
E PCA 再流后,
空洞在贴装界
面
高达 100% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 25%
(图
像直径的 50%)
高达 80% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 20%(图
像直径的 45%)
高达 60% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 15%(图
像直径的 40%)
调查制程根本原因和
来料部件,采取纠正
措施
累积空洞小于其面积的 2%
(图像直径的 15%)的焊球不计入
元器件来料或组装之后的工艺评估,由切片 / 透射 X 射线决定(依据 7.6.4 节抽样)
A,B 来料空洞 高达 80% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 15%
(图
像直径的 40%)
高达 70% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 10%(图
像直径的 32%)
高达 50% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 5%(图
像直径的 22%)
调查制程根本原因并
采取纠正措施
要考虑所有焊球的累积空洞(无论其大小)
C,D,E PCA 再流后的
空洞
高达 70% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 25%
(图
像直径的 50%)
高达 60% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 25%(图
像直径的 50%)
高达 50% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 20%(图
像直径的 45%)
调查制程根本原因和
来料部件,采取纠正
措施
IPC-7095D-WAM1 CN 2019 年 1 月
182
A.1.1 密节距 BGA(FBGA)
FBGA 在空洞识别后剩下的连接面积远小于标准节距 BGA。表 A-2 提
供了在
元器件来料或组装后评估时,当 X 射线图像显示有空洞存在时应该采取的纠正措施。焊球图像基于 BGA 节距。
随着节距变小,连接盘和相应的连接面积也变小。通过减小空洞大小标准作为补偿和改进最终连接的可靠性,
纠正措施的建议已经考虑了这个因素。
表 A-2 采用 0.5mm、0.65mm 或 0.8mm 节距的连接盘纠正措施指标
空洞
类型
空洞描述
纠正措施指标
采取的措施
一级 二级 三级
元器件来料评估由切片 /X 射线断层合成成像决定(依据 7.6.4 节抽样)
A
焊球中的空洞
(组装之前)
高达 90% 的焊球可能有空洞
任何焊球最大空洞大小为面积的 15%(图像直径的 40%)
调查制程根本原因并采
取纠正措施
B
空洞在封装界
面(组装之前)
高达 80% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积的 12%
(图
像直径的 35%)
高达 70% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积的 9%(图
像直径的 30%)
高达 50% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 4%(图
像直径的 20%)
调查制程根本原因并采
取纠正措施
要考虑所有焊球的累积空洞(无论其大小)
组装之后评估由切片 /X 射线断层合成成像决定(依据 7.6.4 节抽样)
C
再流后,焊球
中的空洞
高达 100% 的焊球可能有空洞
任何焊球最大空洞大小为面积的 20%(图像直径的 45%)
调查制程根本原因和来
料部件,采取纠正措施
D
再流后,空洞
在封装界面
高达 100% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 20%
(图
像直径的 45%)
高达 80% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积的 15%(图
像直径的 40%)
高达 60% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 12%(图
像直径的 35%)
调查制程根本原因和来
料部件,采取纠正措施
要考虑所有焊球的累积空洞(无论其大小)
E
再流后,空洞
在贴装界面
高达 100% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 20%
(图
像直径的 45%)
高达 80% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积的 15%(图
像直径的 40%)
高达 60% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 12%(图
像直径的 35%)
调查制程根本原因和来
料部件,采取纠正措施
累积空洞小于其面积的 2%
(图像直径的 15%)的焊球不计入
元器件来料或组装之后的制程评估,由切片 / 透射 X 射线图像决定(依据 7.6.4 节抽样)
A,B 来料空洞
高达 80% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积的 9%
(图
像直径的 30%)
高达 70% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积的 6%(图
像直径的 25%)
高达 50% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 4%(图
像直径的 20%)
调查制程根本原因并采
取纠正措施
要考虑所有焊球的累积空洞(无论其大小)
C,D,E 再流后空洞
高达 70% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积的 20%
(图
像直径的 45%)
高达 60% 的焊球可能
有空洞
任何焊球最大空洞大
小为面积计为 15%
(图像直径的 40%)
高达 50% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 10%(图
像直径的 32%)
调查制程根本原因和来
料部件,采取纠正措施
累积空洞小于其面积的 4%
(图像直径的 20%)的焊球不计入
IPC-7095D-WAM1 CN2019 年 1 月
183
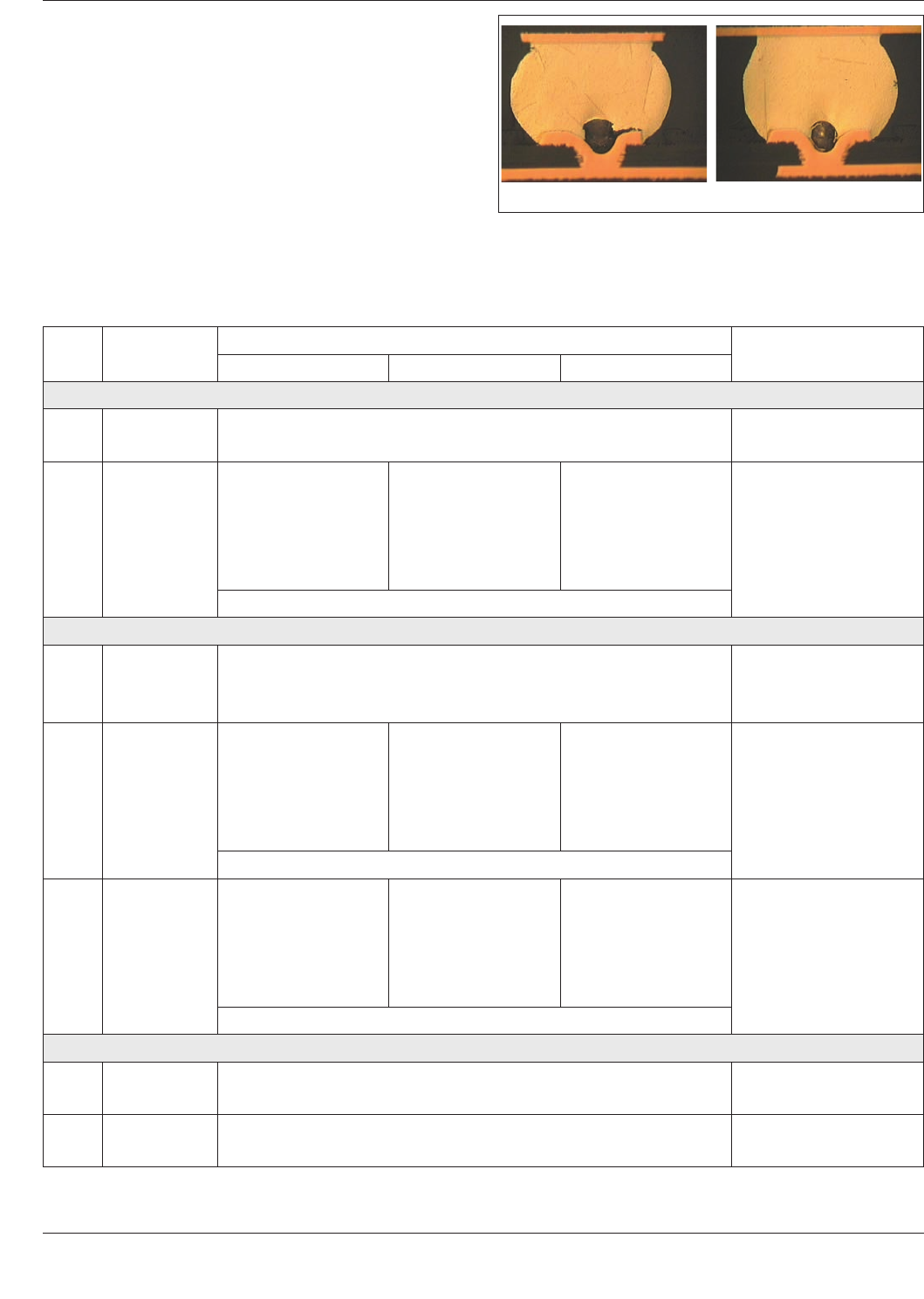
A.1.2 密节距 BGA(FBGA)的盘内孔设计
FBGA 的设计需要足够的布线空间,通常需要使用微
导通孔和盘内孔。尤其是产品需要采用无铅工艺组装
时,这些设计变得尤为关键。图 A-2 显示了由于连接
盘焊接材料的缺失,焊点中的裂纹如何从空洞扩张出
来的例子。如果导通孔被填充或上面电镀封闭,空气
截留就不会促成这种情况。盘内孔的设计需要对空洞
容差作进一步限制,如表 A-3 所示。
表 A-3 采用 0.3mm、0.4mm 或 0.5mm 节距的盘内微导通孔连接盘纠正措施指标
空洞
类型
空洞描述
纠正措施指标
采取的措施
一级 二级 三级
元器件来料评估由切片 /X 射线断层合成成像决定(依据 7.6.4 节抽样)
A
焊球中的空洞
(组装之前)
高达 90% 的焊球可能有空洞
任何焊球最大空洞大小为面积的 9%(图像直径的 30%)
调查制程根本原因并采
取纠正措施
B
空洞在封装界
面(组装之前)
高达 80% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 6%
(图
像直径的 25%)
高达 70% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 4%(图
像直径的 20%)
高达 50% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 2%(图
像直径的 15%)
调查制程根本原因并采
取纠正措施
要考虑所有焊球的累积空洞(无论其大小)
组装之后评估由切片 /X 射线断层合成成像决定(依据 7.6.4 节抽样)
C
PCA 再流
后,焊球中的
空洞
高达 100% 的焊球可能有空洞
任何焊球最大空洞大小为面积的 15%(图像直径的 40%)
调查制程根本原因和来
料部件,采取纠正措施
D
PCA 再流
后,空洞在封
装界面
高达 100% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 15%
(图
像直径的 40%)
高达 80% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 10%(图
像直径的 32%)
高达 60% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 5%(图
像直径的 22%)
调查制程根本原因和来
料部件,采取纠正措施
要考虑所有焊球的累积空洞(无论其大小)
E
PCA 再流
后,空洞在贴
装表面界面
高达 100% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 15%
(图
像直径的 40%)
高达 80% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 10%(图
像直径的 32%)
高达 60% 的焊球可
能有空洞
任何焊球最大空洞大
小为面积的 5%(图
像直径的 22%)
调查制程根本原因和来
料部件,采取纠正措施
累积空洞小于其面积的 2%
(图像直径的 15%)的焊球不计入
元器件来料或组装之后的制程评估,由切片 / 透射 X 射线图像决定(依据 7.6.4 节抽样)
A,B 来料空洞
不推荐 调查制程根本原因并采
取纠正措施
C,D,E
PCA 再流后
空洞
不推荐 调查制程根本原因和来
料部件,采取纠正措施
注:
如果设计或制造没有采用导通孔填充,应当在设计人员、客户、材料供应商和组装工程之间建立联合工作组进行试验以将空
洞最小化。一旦完成空洞最小化,应该针对具体产品建立空洞可接收水平并用于该产品的工艺控制。
图 A-2 起始于角落引脚,带有裂纹的 BGA 中空洞
A – 第一个角落引脚的 BGA 焊球(有裂纹)
B – 与第一个角落引脚相邻的 BGA 焊球(没有裂纹)
AB