IPC-7095D-CHINESE NP 2019.pdf - 第123页
IPC-7095D-W AM1 CN 2019 年 1 月 107 如同所预计的那样,这些聚合物增强设想的高性能只能通过实验针对具体应用选择正确的材料来达成。底部填 充用户应该知道,选择与使用环境相匹配的具有固化机械性能的底部填充化学品是至关重要的。底部填充化学 品通常会增加封装的机械性能(如冲击 、弯曲、振动和跌落) ,但如果选择不当的话,可能同时会降低温度循 环性能。因此,平衡机械冲击可靠性的增长边际与温度循环可靠性损失边际的风险是…
IPC-7095D-WAM1 CN 2019 年 1 月
106
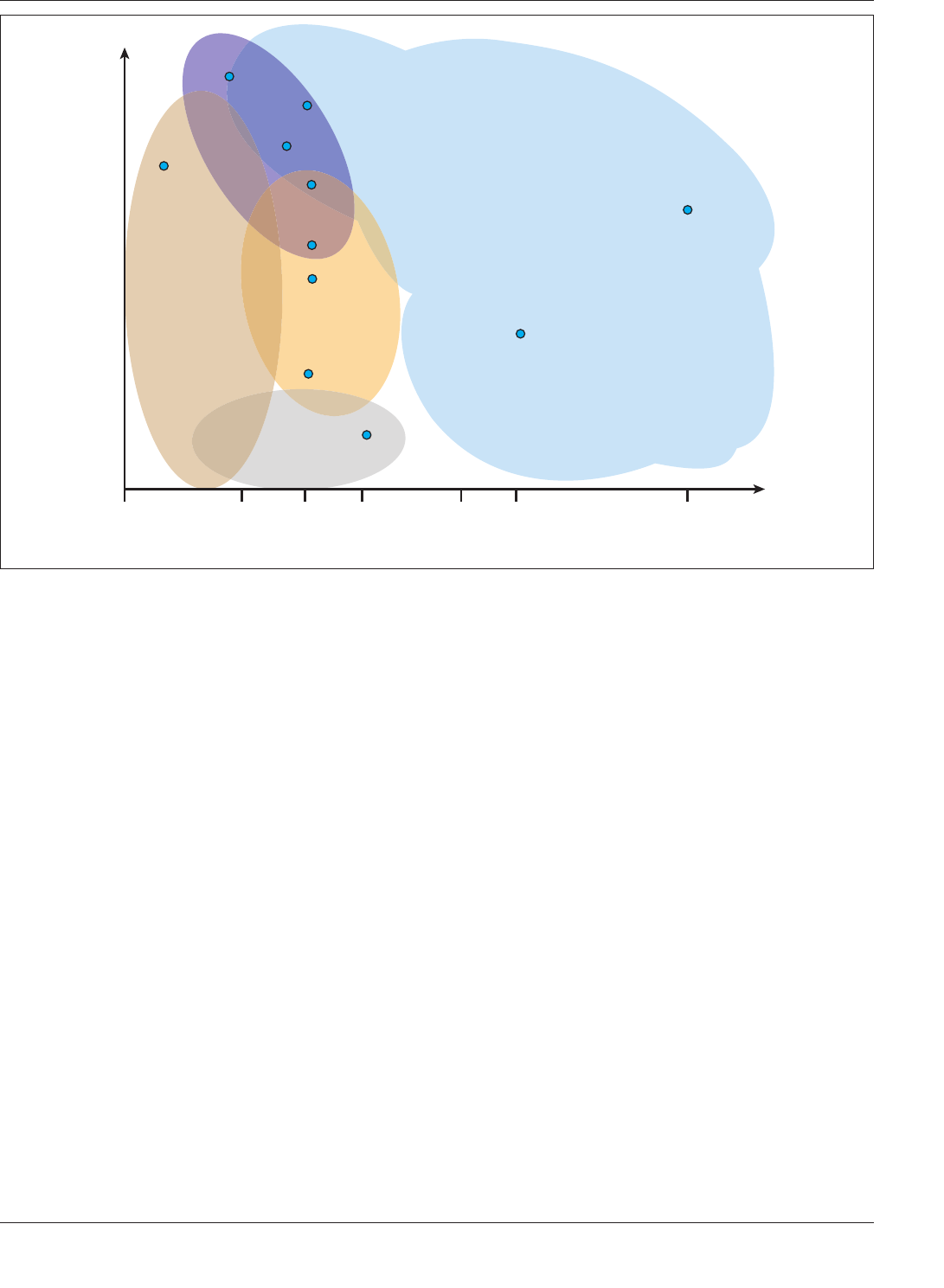
图 7-23 BGA 和其它封装的底部填充粘合剂使用方法图
图注:纵坐标表示可靠性要求的增加,横坐标表示产品设计寿命(年为单位)。阴影区域的解释参见 7.2.2。
A– 可靠性要求的增加
B–产品设计寿命(年为单位)
C– 低端电话
D– 没有粘合剂
E– 智能电话
F– 工艺导向的底部填充
G– 固态硬盘
H– MP3 播放器
J– 平板
K– 笔记本
L– 便携式电脑
M– 角落点胶
N– 台式电脑
O– 服务器
P– 其它高端电子产品
Q– 医疗电子
R– 汽车电脑
S– 航空
T– 高性能底部填充
U– 军用(导弹制导)
高性能底部填充
这个类别的产品包括在温度循环和冲击方面有最高级别预期性能的设备。此类设备的预期寿
命长达 10-20 年或更多,包括航空电子设备、军事电子设备、医疗设备和汽车电子设备。这些底部填充材料通
常为低分子量树脂,在流动期间可用较小颗粒尺寸的填充材料完全填充以最小化空洞形成和填充剂分离。这些
材料可能需要较长时间固化且不能进行返工。对于这种市场的产品,性能是最终驱动力而不是成本。
工艺导向的底部填充
(图 7-23 中紫色阴影)这个类别的产品包括手机、智能设备和平板电脑。这种市场的产
品必须有抗冲击方面的高性能,成本也非常重要。温度循环性能的需求不苛刻,因为这些移动设备在低功耗下
运行散热不多。这种底部填充剂是由流动极快并能在较低温度下快速固化的树脂制成的。这种底部填充剂在某
些情况下甚至可以返工。这些属性可维持高生产节拍时间同时使报废最小化以降低总成本。
角落施加粘合剂
这个类别的产品包括笔记本电脑、平板电脑、台式电脑和极少数的服务器。这些设备并不
像上一类产品那样携带频繁,因此它们在冲击方面的要求较少。角落施加粘合剂的抗冲击能力弱于底部填充
方式。角落施加粘合剂比底部填充的优势在于:这种方法更易于返工并且实施此工艺在资金、材料成本和劳力
成本上比较便宜。一些角落施加的粘合剂可在紫外(UV)灯下曝光并在短时间内固化。这消除了较贵的固化
炉的需求(以一排 UV 灯来替代)。角落施加粘合剂的更多信息参见 7.2.2.2。
03710 12 205
A
D
M
N
P
Q
R
S
U
T
O
C
F
E
G
H
J
K
L
B
IPC-7095d-7-23-cn
IPC-7095D-WAM1 CN2019 年 1 月
107
如同所预计的那样,这些聚合物增强设想的高性能只能通过实验针对具体应用选择正确的材料来达成。底部填
充用户应该知道,选择与使用环境相匹配的具有固化机械性能的底部填充化学品是至关重要的。底部填充化学
品通常会增加封装的机械性能(如冲击、弯曲、振动和跌落),但如果选择不当的话,可能同时会降低温度循
环性能。因此,平衡机械冲击可靠性的增长边际与温度循环可靠性损失边际的风险是重要的。
7.2.2.1 底部填充覆盖
完全底部填充通常将未固化液
态聚合物施加于印制板上 BGA 封装边缘,使底部填充
剂通过毛细管作用流进 BGA 封装底部来实现的。设计
底部填充分配工艺时必须注意避免 BGA 封装内部不完
全的底部填充。分配模式例如“I”形沿着封装的一边
向下分配相比流动较快的“L
”或“U”形模式(分别
沿者两边或三边)截留气泡的可能要小得多。图 7-24
的示例中,底部填充没有完全覆盖封装的底部。
底部填充剂可通过自动化设备(如喷射分配,螺旋泵
等)或通过手动设备(如通过注射器与针头的气动分
配)分配至印制板上的封装周围。为了增加底部填充
剂的流动速率以及生产线的生产速度,组装板通常需预热至 50°C-1
10°C。
建议:底部填充剂的流动率决定了生产速度,所以要
咨询供应商提供粘性较低、润湿特性能较好的填充材
料,这些材料能显著增加流动率或使得板子不需要预
热而流动良好。为实现 BGA 底部的完全填充,应该沿
着 BGA 一条边缘或从一个拐角进行分配,然而这需要
较长的分配时间。如果从四个拐角或边缘快速填充,
可能会导致不完全的底部填充。(见图 7-24)
当使用“I”形分配模式时,毛细管底部填充流动时间
可以由下列公式粗略估计:(见图 7-25)
T = (3
μ
L
2
) / (h
γ
cos
Θ
)
其中:
T= 底部填充剂流过封装所需时间,秒
μ
= 底部填充剂粘度
L= 底部填充流经距离
H= 平行表面之间间隙
γ
= 底部填充剂的表面张力
Θ
= 流体对表面的润湿角度
底部填充中的空气气泡很常见,特别是在焊球与印制板之间以及焊球与封装基板之间的交界处。底部大面积填
充中的小空洞不会对冲击、弯曲或者温度循环性能造成显著影响。对于底部填充中可接受的空洞,业界并没有
相关标准。但是,大部分底部填充用户认为在底部填充中任何连接相邻焊料的空洞都是有风险的。已证明焊料
在温度循环作用下沿着空洞会发生蠕变,并造成相邻焊球间桥接。
中等尺寸的空洞(即比焊球直径的一半大)的可接受性业界未明确定义。据说这些中等尺寸的空洞并不会造成
显著的负面影响,但是一些用户希望在他们的工艺中避免这些情况的发生。图 7-26 分别展示了底部填充中小
型、中等和大型空洞的示例。
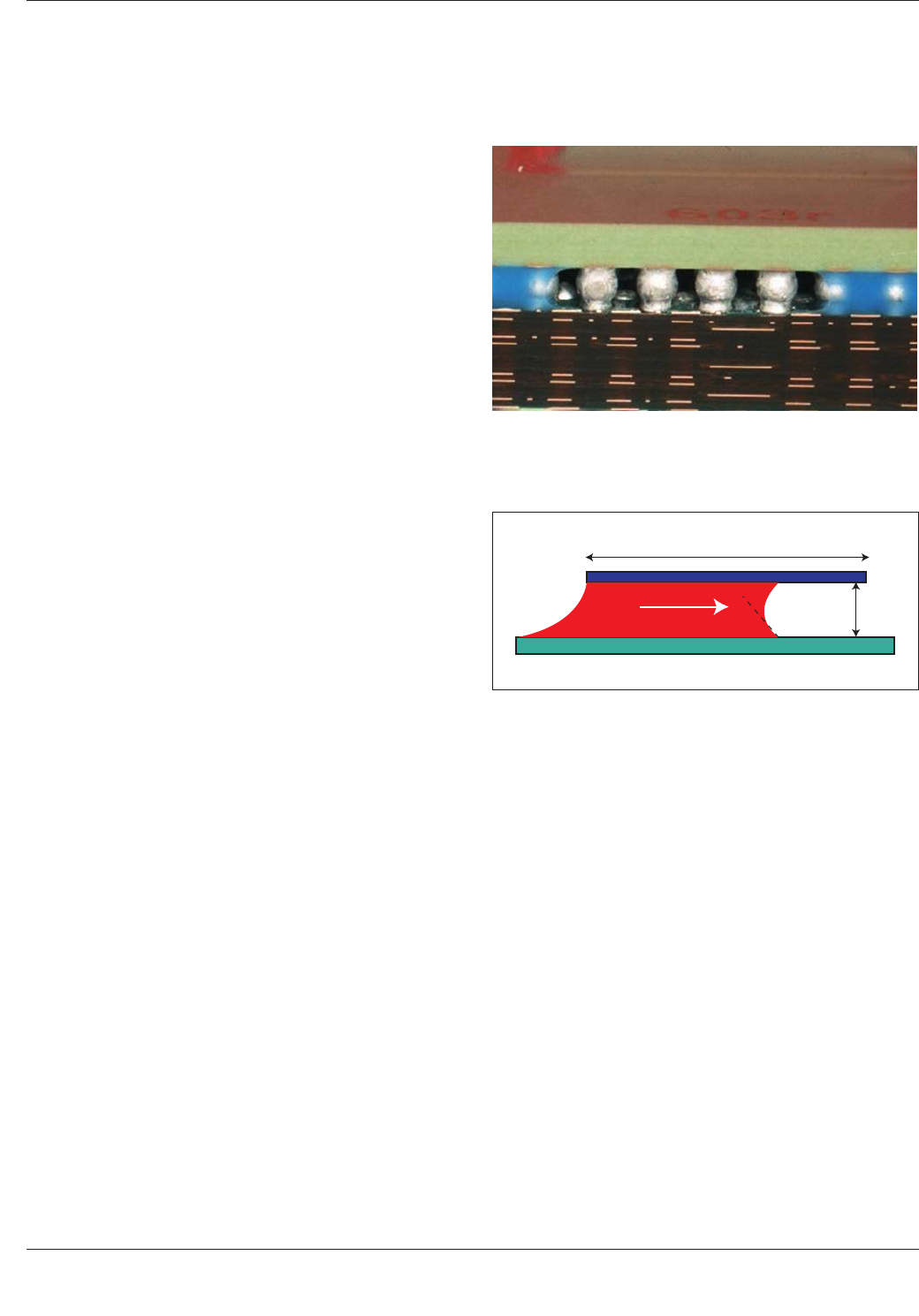
图 7-24 不完全底部填充覆盖的 BGA 封装
γ
µ,
θ
h
L
IPC-7095d-7-25-cn
图 7-25 两个平行表面之间的底部填充剂的流动
IPC-7095D-WAM1 CN 2019 年 1 月
108
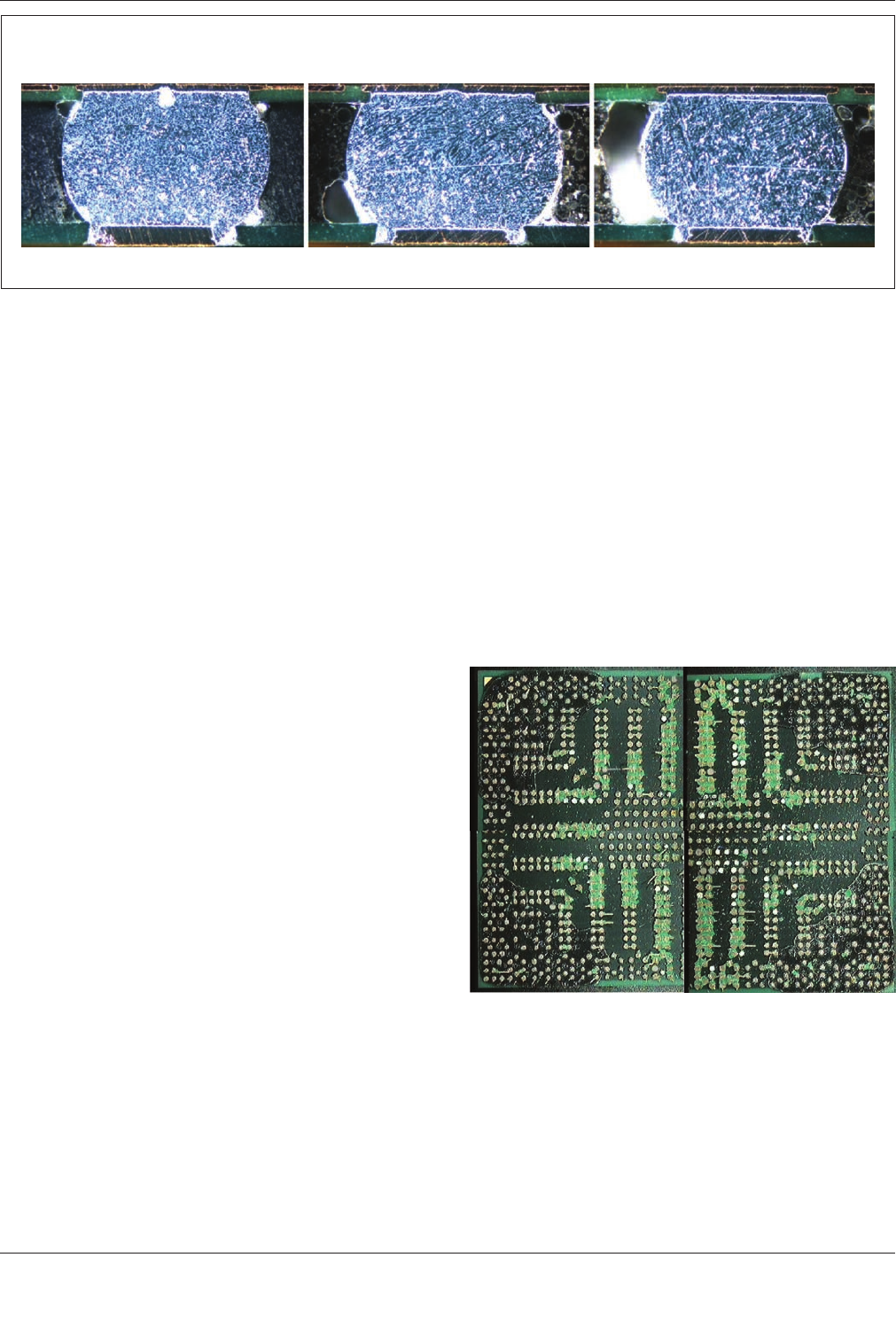
图 7-26 底部填充中空洞的示例
A–(左)小空洞
B–(中)中等空洞
C–(右)大空洞
为了达到最好的底部填充性能,需要有适当的填充高度。在大多数应用场合,沿封装侧面向上至封装中心线之
间有 25%-100% 的填充,被认为是可以接受的。
围绕需要底部填充的 BGA 周边,对其它器件和开窗导通孔的隔离是必要的。隔离的保守规则是:在 BGA 封
装的非分配边,从印制板表面至 BGA 基板正面高度的 1.5 倍,在 BGA 分配边为 6mm。
底部填充封装要在炉中固化。对这些板子进行固化的一种合适的方法是使用标准 SMT 再流焊炉,将温度设定
低于正常再流温度让板子单次通过炉子。许多底部填充化学品在 120°C-165°C,运行 5-20 分钟即可固化,这
种性质有利于单次通过炉子的方法。固化也可用离线再流焊炉,也可获得可在较低温度下固化且固化时间较短
的底部填充配方。
从历史上来说,大批量生产环境下底部填充环氧树脂
一直是不可返工的。这对最初的一些设备例如早期手
机是可接受的,因为其印制板组件成本相对较低,报
废一些组件不会带来显著的成本增加。但是,如今底
部填充已进入高端市场。所以,底部填充剂供应商正
在研发能在大批量生产环境下便于返工的化学材料。
部分或仅角落底部填充是在 BGA 封装角落附近,通过
点状或“L”形模式分配底部填充剂来完成的。流入的
底部填充剂大致呈圆弧状并裹住各个角落中的几个焊
球。图 7-27 显示了从组件拆除后的 BGA, 能看到角落
的黑色填充。
这种方式与完全底部填充相比的优点是:所使用底部
填充材料大为减少且底部填充材料流动时间也显著减
少,这有助于提高与分配工序相关的生产率。如所预计的一样,部分或仅角落底部填充没有像完全底部填充那
样有很大的强度改善;但是,在许多情况下,部分底部填充所带来的性能提升已足够满足市场对封装 / 印制板
保护的要求。(一项实验案例表明,部分角落底部填充 BGA 对比于未经过填充的相同 BGA,耐受机械损伤持
续发生的抗冲击水平上提升 1.5 倍,这是非常显著的)。
一些移动电脑主板制造商使用部分底部填充材料来加强主板上的 BGA 强度。
ABC
IPC-7095d-7-26-cn
图 7-27 部分底部填充示例