IPC-7095D-CHINESE NP 2019.pdf - 第115页
IPC-7095D-W AM1 CN 2019 年 1 月 99 所有三种情况都是在板上印刷焊膏,然后将 BGA 器件贴装到板上,最后板子再流焊接 。再流焊后焊点的横截 面图,如图 7-15 所示,说明了三种工艺的差异。假设 BGA 器件有 SAC 焊球。 BiSnAg 基型和韧性冶金焊膏具有与 SAC 焊锡膏类似的模板印刷特性。研究一系列面积比模板开孔的焊膏印刷 后显示,用于优化焊膏转移效率的模板印刷功能关键性参数设置(如刮刀角度、刮…
IPC-7095D-WAM1 CN 2019 年 1 月
98
在主要为锡铅的印制板组件上使用无铅 BGA 时会产生实际问题。如果所用的锡铅温度曲线的峰值温度为
220°C,无铅 BGA 焊球根本没再流或者只有部分再流,这会造成严重的焊点可靠性问题。
如果锡铅元器件与某些无铅 BGA 在同一再流焊炉进行焊接(如买不到锡铅版本的 BGA),必须采用对锡铅元
器件不造成损害且同时可保证无铅 BGA 充分再流的峰值温度。使用锡铅焊膏是合理的,因为印制板组件上的
大部分元器件都是基于锡铅焊料的。如表 7-7 所示,210°C
-220°C 的峰值温度适用于锡铅材料但对于熔点为
217°C
- 221°C 的无铅 BGA 焊球来说是不充分的。但 228°C -232°C 的峰值温度、60 至 90 秒的 TAL,足以再
流无铅 BGA,而没有严重损伤同一组件上的所有锡铅元器件。
如果收紧的再流温度范围 228°C-232°C 难以达到,但为了在向后兼容情况下能同时焊接锡铅和无铅 BGA,可
在对流再流炉中焊接其它锡铅元器件后,考虑用选择性激光焊接无铅 BGA,或者寻找货源可替代的锡铅焊球
BGA。
7.1.4.6 BGA 元器件的低温焊接
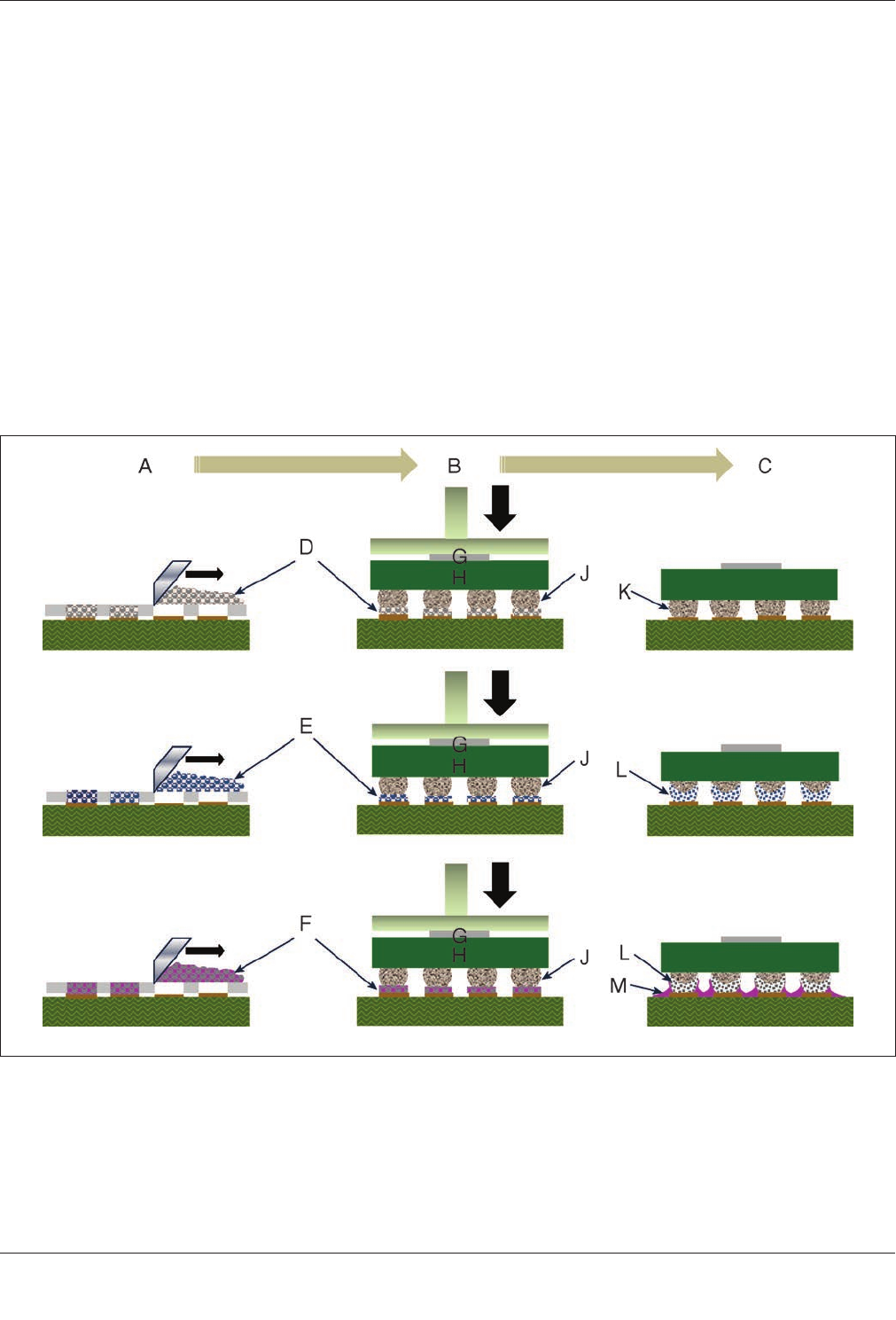
BGA 组装采用低温焊膏与 SAC 焊膏需要有相同的工艺步骤。图 7-15 显示
了 SAC 焊膏(上部)、基线 BiSnAg 和韧性冶金中使用的 BiSn 焊膏(中部)和含有树脂的 JRP(下部)焊膏的
工艺步骤比较。
IPC-7095d-7-15-cn
图 7-15 采用 SAC 焊膏(上图),BiSn 基型或韧性冶金焊膏(中图)和含有树脂焊点增强型焊膏(JRP)(下图)
的 SAC BGA 器件组装工艺比较
A– 焊膏印刷
B– 封装贴装
C– 再流焊接
D–SAC 焊膏
E– 韧性低温 BiSn 焊膏
F– 低温 BiSn 树脂增强焊膏
G– 硅芯片
H– BGA 基板
J– SAC 焊球
K– 完整 SAC 焊点
L–Bi 扩散区域
M– 固化后的树脂
IPC-7095D-WAM1 CN2019 年 1 月
99
所有三种情况都是在板上印刷焊膏,然后将 BGA 器件贴装到板上,最后板子再流焊接。再流焊后焊点的横截
面图,如图 7-15 所示,说明了三种工艺的差异。假设 BGA 器件有 SAC 焊球。
BiSnAg 基型和韧性冶金焊膏具有与 SAC 焊锡膏类似的模板印刷特性。研究一系列面积比模板开孔的焊膏印刷
后显示,用于优化焊膏转移效率的模板印刷功能关键性参数设置(如刮刀角度、刮刀速度、压力、模板释放、
擦拭频率等)和 SAC 焊膏很相似。但对于焊点增强焊膏,由于焊膏中树脂的存在,为了获得可接受的转移效
率焊膏印刷工艺则有显著不同,尤其是在模板开孔宽厚比较低的情况下。
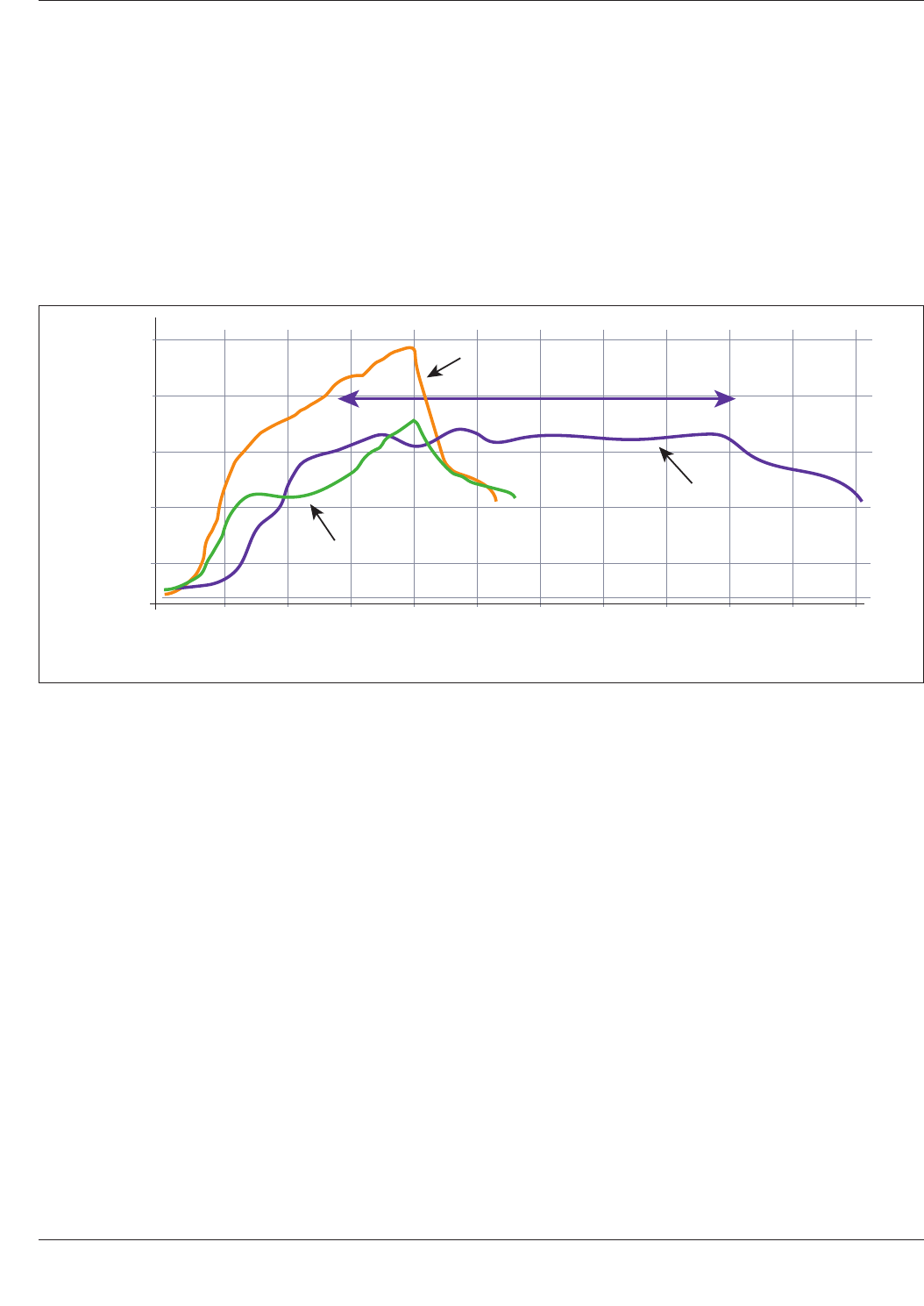
图 7-16 显示了 SAC、BiSnAg 和 JRP 的再流温度曲线。SAC 再流温度曲线是典型的升温 - 峰值的再流曲线,
峰值温度达 240°C 至 245°C。BiSnAg 再流曲线是典型的升温 - 保温 - 峰值的再流曲线,因为焊料熔化温度远
低于 SAC 合金,所以它的峰值温度为约 170°C 至约 180°C。
0
60
120
240180 300
360
420
480
540 660600
B
250
200
150
100
50
A
H
C
D
J
F
E
G
IPC-7095d-7-16-cn
图 7-16 SAC、BiSnAg 以及 JRP 焊膏的再流温度曲线的比较
A– 温度 (°C)
B– 时间 (秒)
C– 升温 - 保温 - 峰值
D– BiSnAg 再流
E– SAC 再流
F– 温升至峰值
G– 树脂固化阶段
H– JRP 再流
J– 梯形
JRP 再流曲线显著不同于其它两种焊膏的曲线。它是一个梯形的再流曲线,峰值温度 160°C 至 165°C,时长超
过 600 秒,是另两个曲线持续时间的两倍。增强树脂需要时间延长来充分固化和硬化。一些改性树脂已经明显
地缩短了固化时间,但在冷却至低于 BiSn 共晶温度 140°C 进入固化阶段之前,它需要初始快速升温至 170°C
至 180°C 的峰值温度。
然而,同升温 - 保温 - 峰值再流曲线相比,在标准 14 温区再流炉上开发 JRP 再流曲线是相当困难的。特别是
因为一些焊膏需要每秒大于 4 °C 的温升以避免在焊料熔化并润湿连接盘和元器件端子前树脂胶化。
几乎所有带焊球的 BGA 和其它面阵列元器件(如插座和连接器)都具有 SAC 冶金焊球,因此用 BiSn 基焊膏
焊接这些焊球将产生混合合金焊点。即使在 BiSn 焊膏的峰值温度下,SAC 焊料也不会熔化,因为通常为约
170°C 至约 190°C 的这种温度远低于 SAC 焊料 220°C 的液相线温度。所以当印制板连接盘上铋锡焊膏熔化时,
它先润湿 SAC 焊球,然后铋开始扩散至 SAC 焊球。

IPC-7095D-WAM1 CN 2019 年 1 月
100
这些元器件离开再流炉后,它们的混合冶金微观结构
将包括两个区域,如图 7-17 所示。焊点顶部的区域,
远离印刷有 BiSn 焊膏的 PCB 连接盘,是原始 BGA 焊
球的未熔化 SAC 焊料。焊点的下部区域是来自焊膏的
Bi 已经扩散至 SAC 焊球的区域,该区域由 Bi 包围的
的 BiSn 颗粒组成。
因为 BGA 的 SAC 焊球没有完全熔化,所以当使用
BiSn 再流曲线焊接 SAC 焊球的 BGA 时,焊球只是部
分塌陷。采用 BiSn 焊膏时,混合合金焊点的另一个特
征是未熔 SAC 区域和 Bi 扩散区域之间的月牙形边界。
和水平边界相反,这种月牙形是由于当 BiSn 焊料最初
在再流炉内熔化时,焊料向上润湿进入 SAC 焊球表面
的速度比 Bi 扩散进入固态 SAC 焊球快。
SAC-BiSn 混合合金的微观结构与向后兼容工艺非常相
似,也即 SAC 焊球 BGA 使用锡铅焊膏的情况。然而,
由于锡铅再流工艺的峰值再流温度非常接近 SAC 熔
点(在某些情况下超过 SAC BGA 焊球 220°C 的熔点
温度),因此 SAC BGA 的混合和焊球塌陷程度远高于
BiSn 焊膏再流工艺。
图 7-18 是一个典型 SAC BGA 焊球与 BiSn JRP 焊膏焊
接形成的 BGA 焊点的横截面。焊点的微观结构与采用
BiSnAg 焊膏时形成的焊点基本相同,未熔化的 SAC
区域位于靠近封装连接盘的顶部,Bi 扩散区位于靠近
印制板连接盘的底部。横截面也显示了固化的树脂,
它形成了靠近连接盘的焊点外侧的填充。这种树脂填
充对脆性铋相出现区域的焊点提供了增强。图 7-18 中
的照片是在亮场模式下拍摄的,使得可目视检测固化
后树脂。
焊膏在印制板上的印刷量对于 SAC BGA 焊球的 BiSn
焊接工艺很关键。
因为焊球仅部分塌陷,即使在 BiSn 焊膏再流工艺较低
峰值再流温度下,需要额外的焊膏量来克服部分塌陷,
而部分塌陷会引起过度翘曲的 BGA 元器件产生与翘曲
有关的缺陷。在机械冲击下,Bi 扩散区域的体积对焊
点的稳健性可以起一定的作用。由于铋是焊料中的脆性相,体积较大的铋扩散区域会有较低的铋含量,所以抗
机械冲击会更好。
图 7-19 显示了混合合金 SAC-BiSn BGA 焊点增加焊膏量对铋扩散区域的影响。在图 7-19 中,左侧照片是采用
了较大量的焊膏使得焊膏与焊球的体积比为 67%(焊膏体积除以焊球体积)。左侧照片中显示的铋扩散区域比
右侧照片中的大,右侧照片焊点中焊膏与焊球的体积比仅为 27%(焊膏体积除以焊球的体积)。
图 7-17 由 SAC 焊球和韧性合金铋锡焊膏焊接形成
的混合合金 BGA
焊点
A– 未熔化的 SAC 区域
B– 铋扩散区域
图 7-18 由 SAC 焊球和铋锡焊点增强焊膏(JRP)
形成的混合合金 BGA 焊点
A– 固化的树脂
B– 未熔化 SAC 区域
C– 铋扩散区域