IPC-7095D-CHINESE NP 2019.pdf - 第178页
IPC-7095D-W AM1 CN 2019 年 1 月 162 300 250 200 150 100 50 0 0 50 100 150 200 250 300 350 400 C D E F G A B IPC-7095d-8-21-cn 图 8-21 锡铅且向后兼容与无铅印制板组装再流焊曲线比较 A– 温度(° C ) B– 时间(秒) C–SnPb 共晶温度 D–SAC 共晶温度 E–SAC 焊球未熔化(反向兼容差) F–S…
IPC-7095D-WAM1 CN2019 年 1 月
161
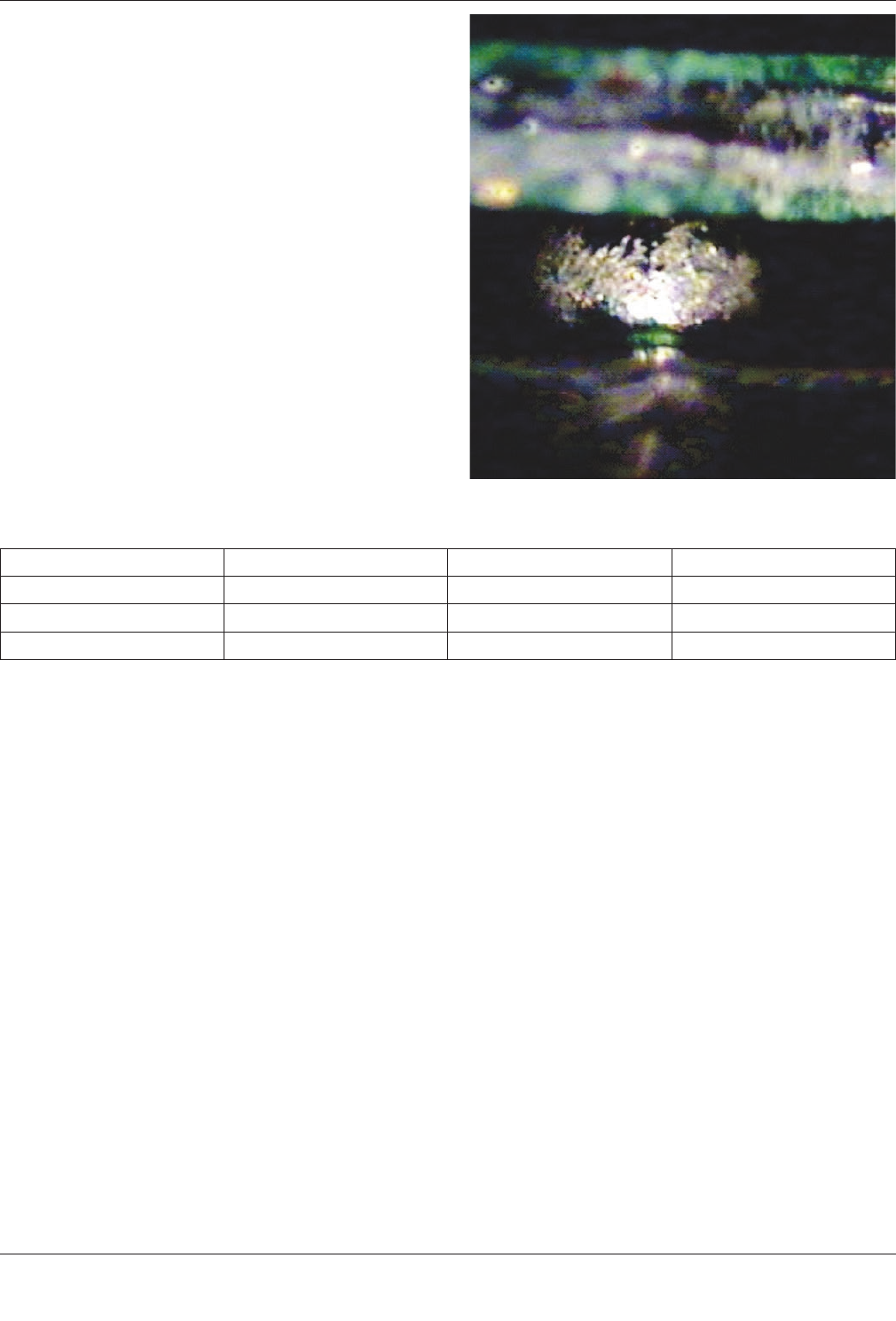
8.5.5.4 BGA 无铅焊点的外观
BGA 封装本体会遮
盖其焊点。然而,某些特殊的显微镜(如内窥镜),
可以观察到外围的焊点。SAC 焊点的微观结构通常
为多相微观结构,因此焊点的表面看起来粗糙。这
与通常具有光泽表面的典型锡铅 BGA 焊点相比有很
大的不同。
图 8-20 显示了典型的 SAC BGA 焊点。
8.5.5.5 向前和向后兼容性
由锡铅焊接系统到完
全无铅焊接系统的转化需要时间和相应的准备。对
于从锡铅向无铅系统转化的组织,可能会出现锡铅
和无铅焊料在印制板组件上并存的过渡阶段。这个
过渡阶段使得要评估 SAC 中含铅对焊点良率和可
靠性的影响。
表 8-3 提供了向无铅组装转化的一些建议指南。
表 8-3 无铅组装的类型
定义 元器件端子 /BGA 焊球 焊膏 印制板表面处理
向前兼容性 含铅 无铅 有铅或无铅
向后兼容性 无铅 SnPb37 有铅或无铅
无铅 无铅 无铅 无铅
表 8-3 中第一种可能的无铅印制板组装为向前兼容。这种情形下,焊接工艺已通过改变焊膏配方的变化转化为
无铅技术,相应的再流焊温度曲线也与变化匹配。然而,对于某些元器件(如 BGA),仍是锡铅焊料。这导致
BGA 元器件的锡铅焊点被无铅焊膏中替代铅的金属污染。
表 8-3 中第二种可能的无铅印制板组装为向后兼容。这种情形下,组装厂使用共晶锡铅焊膏按照锡铅再流焊曲
线焊接无铅元器件。锡铅元器件明显更适合此类情况,但是供应商可能无法提供这种表面处理的元器件。由锡
铅焊膏和无铅焊球组合而形成的焊点将有一个混合的成分。当使用锡铅焊膏对 SAC 无铅 BGA 进行焊接时,基
于所使用的再流曲线,会产生两种不同的情形。图 8-21 比较了这两种再流曲线,同时也提供完全无铅再流曲
线作附加对比。
锡铅再流曲线,未超过 BGA SAC 焊球的熔点。当再流曲线无法使无铅焊球融化或熔解时,焊点良率和 / 或焊
点疲劳寿命将会受到影响。沉积在焊球连接盘上的锡铅焊膏熔化,但是 SAC 焊球依然没有熔化。这种材料组
合中,铅可能通过焊球晶粒边界扩散。铅从锡铅焊料中扩散到 SAC 焊球中有多高取决于达到的再流温度有多
高以及锡铅焊料熔化时间有多长。
图 8-20 SnAgCu(SAC)BGA 焊球的内窥镜照片
IPC-7095D-WAM1 CN 2019 年 1 月
162
300
250
200
150
100
50
0
0
50
100
150 200 250
300
350
400
C
D
E
F
G
A
B
IPC-7095d-8-21-cn
图 8-21 锡铅且向后兼容与无铅印制板组装再流焊曲线比较
A– 温度(°C)
B– 时间(秒)
C–SnPb 共晶温度
D–SAC 共晶温度
E–SAC 焊球未熔化(反向兼容差)
F–SAC 焊球熔化(向后兼容好)
G– 典型的无铅(SAC)温度曲线
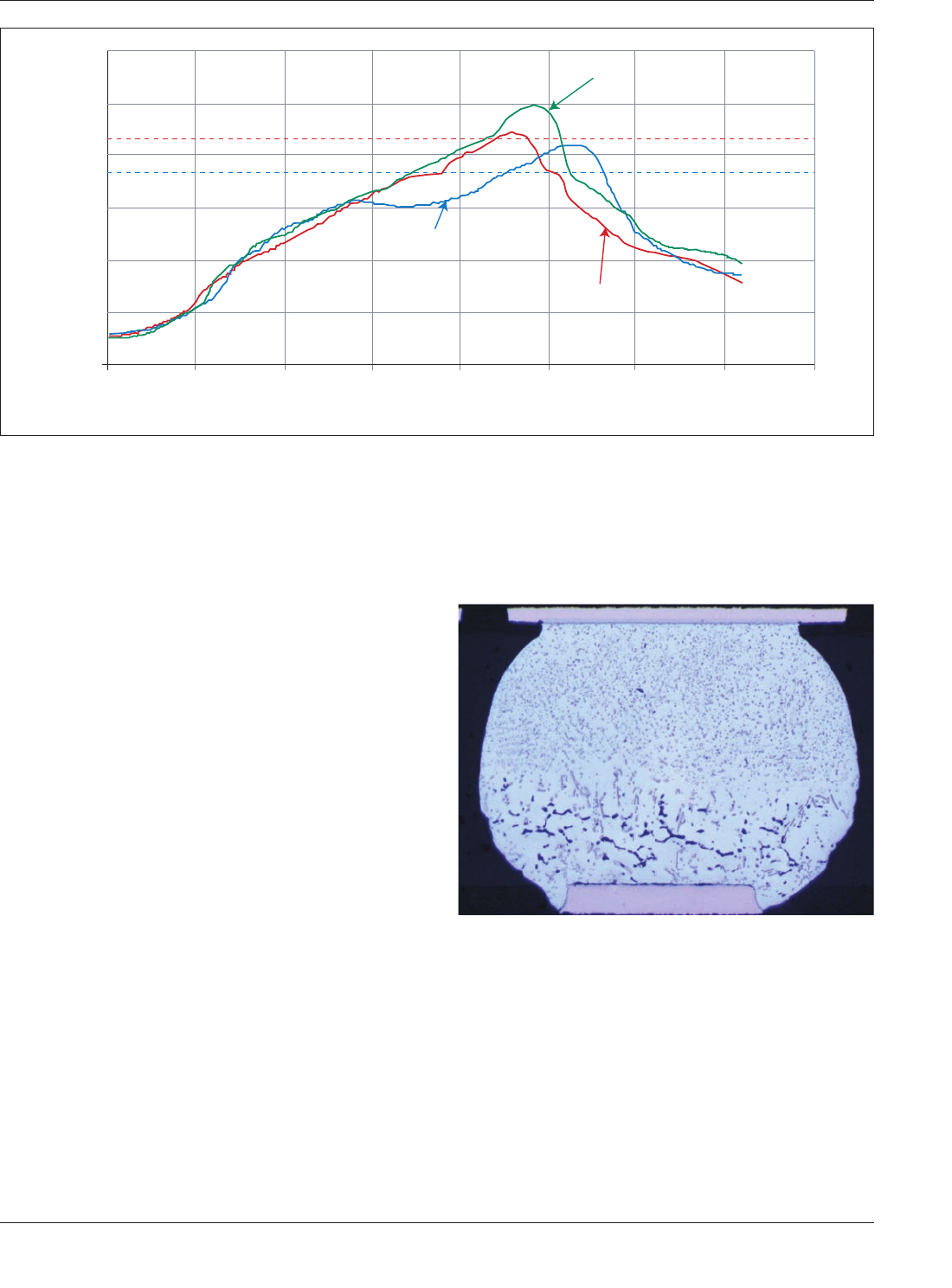
图 8-22 图示了 BGA 封装 SAC 焊球切片的显微照片,
它用无法熔化或液化的 SAC 焊球的再流温度曲线焊接
至印制板。
由于两个原因,使得这类焊点对良率影响也是有害的。
1) 由于焊球未熔化
,再流时 BGA 自对准差。BGA 在
贴装期间或之后偏移到一定程度时,会增加焊点开
路的可能性。
2) 焊球塌陷的缺失可能造成焊点开路
,由于沉积焊膏
和焊球之间缺少接触。
为了提升焊点良率和可靠性,应该采用图 8-23 所示向
后兼容再流曲线。在此再流曲线中,SAC 焊球融化,
且熔融锡铅焊膏中的铅会与熔化的 SAC 焊球完全混
合,在锡基中形成富铅均质结构。这样的微观结构如
图 8-23 所示。
由于 SAC 焊球熔化并塌陷,也出现了自对准并减小了
共面性问题,因此提升了 BGA 焊点的良率。
图 8-22 用 SnPb 焊膏采用标准 SnPb 再流曲线组装
至印制板上的 BGA SAC 焊球切片的显微照片
图注:
SAC 焊球没有融化;黑 / 灰互连手指状是富铅纹理边
界,杆状颗粒是 Ag3Sn IMC 层;灰色颗粒是 Cu6Sn5 IMC 层。

IPC-7095D-WAM1 CN2019 年 1 月
163
图 8-23 用锡铅焊膏采用向后兼容再流曲线组装至印制板上的 BGA SAC 焊球切片的显微照片
图注:
SAC 焊球已熔化。
8.5.5.5.1 SAC 焊球 BGA 用锡铅焊膏再流的向后兼容选项
一些继续使用锡铅焊接工艺的产品设计团队面临
如何使用仅可获得无铅焊球 BGA 的困境。有三种方法解决混合冶金条件下潜在的焊点完整性问题:
1) 实施植球
,去除无铅焊球并用锡铅焊球替代。如果遵循严格的工艺流程,植球工艺已证明是可靠的。使
用重新植球的 BGA 器件的优点是元器件适应锡铅焊接工艺,而缺点是 BGA 器件植球所需的成本和时间。
2) 在锡铅焊接过程中,利用再流曲线来协调 BGA 焊点的微观结构并使微观结构分离最小化。业界传统上采
用最高温度极限为 225°C 的锡铅焊膏。焊膏助焊剂配方设计师和元器件制造商已确定特性并测试其材料
不会在低于极限温度下退化。但是,典型的无铅焊料再流曲线的温度变化在 235°C ~ 260°C 范围内,容
易超过锡铅焊料工艺再流曲线极限 225°C。如果超过 225°C,许多元器件制造商将不再保证其元器件。
一些高性能产品的设计团队已经开展测试,并与元器件制造商合作,开发出可接受的、不会产生元器件
完整性困扰的热风再流曲线。使用热风曲线的优点是最小化工艺参数变化以及节拍时间影响小。采用热
风曲线的缺点是与额外尽职测试有关的时间和成本,以及为证实可接受元器件 / 焊点完整性而需生成再流
焊曲线时付出的努力。
3) 解决混合冶金问题的另一种方法是将标准锡铅焊接工艺温度曲线用于无铅 BGA 元器件,然后底部填充。
导致的 BGA 焊点将有不同程度的焊点微观结构的分离,这取决于印制板组件上的 BGA 元器件的尺寸和
密度。然而,施加底部填充通过将 BGA 元器件直接耦合至印制板减少了 CTE 不匹配应力对焊点的影响。
采用底部填充方法的优点是降低的成本,标准无铅 BGA 元器件较易获得性和最小焊接工艺变化。采用底部
填充材料的缺点是与增加器件底部填充工艺步骤相关的成本和时间,以及可能需要用到无法返工的底部填
充材料(即印制板组件成为无法维修)。