IPC-7095D-CHINESE NP 2019.pdf - 第62页
IPC-7095D-W AM1 CN 2019 年 1 月 46 表 4-13 湿敏等级和车间寿命 MSL (湿敏等级) 1 车间寿命(从包装袋取出)不受限 其它 MSL 工厂环境 ≤ 30 ° C/60% RH 下车间寿命(从包装袋取出) 2 1 年 2a 4 周 3 168 小时 4 72 小时 5 48 小时 5a 24 小时 6 使用前强制烘烤。烘烤后,必须在标签注明的时限内完成再流焊 如果有湿敏等级 6 的器件 ,必须备有烘烤…
IPC-7095D-WAM1 CN2019 年 1 月
45
封装最终共面性是本节开头提及的因素非常复
杂的组合结果。之前提到的因素 1 和因素 2 对
于封装共面性的影响占很大百分比(达 70%)。
焊球的使用类型决定了封装成品组装到印制板
期间,封装总体共面性的可接受程度。塌陷式
共晶焊料和锡合金基焊球是最普遍的,因为它
们可以弥补较大的封装不共面的问题。
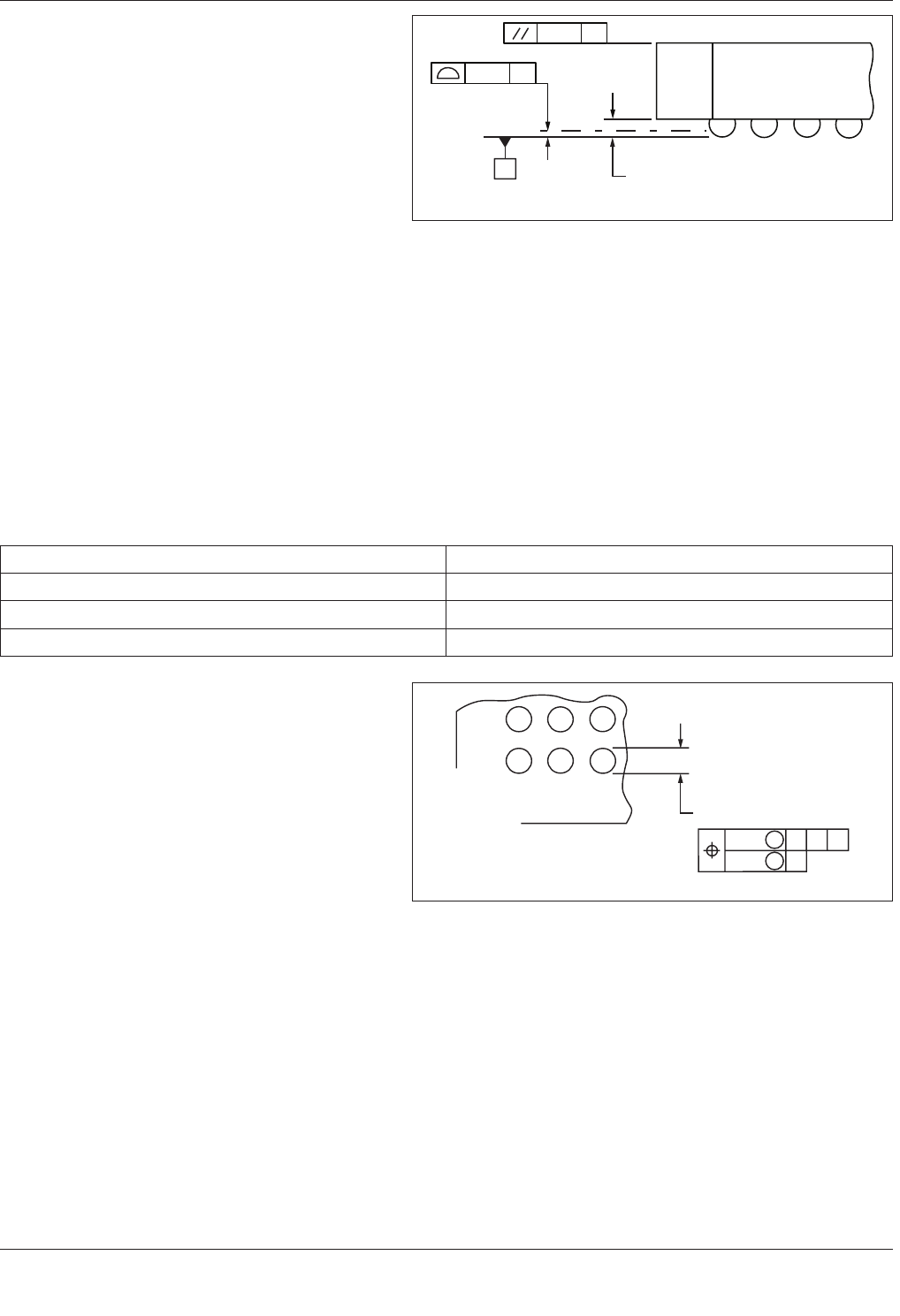
JEDEC 设计指南以其最大直径来定义焊球触点
直径(b),如用平行于底座面即基准面 C 的平
面量测(见图 4-40)。 图 4-40 所示的细节定义了控制共面性(ccc)的轮廓公差带以及封装顶表面(bbb)和底
座面(基准面 C)之间的平行度限值。
封装的高度是从封装上表面到封装底座面(这里是焊球与主印制板安装接触面)量测到的距离。封装的上表面
保持与底座面平行是重要的,因为它要适应测试、检验和组装时对元器件的操作。平行度的双边公差带(bbb)
参考封装表面相对于基准 C(底座面)的平行度。
4.8.4.1 密节距 BGA(FBGA)共面性示例
随着焊球直径增加,共面性公差极限变化很小。表 4-12 显示的
是按焊球尺寸的可控共面性(ccc)。关于具体的共面性公差,咨询 BGA 制造商。
表 4-12 按照焊球尺寸的受控共面性
焊球 (mm) 受控共面性 (mm)
0.3 0.08
0.4 0.1
0.5 0.12
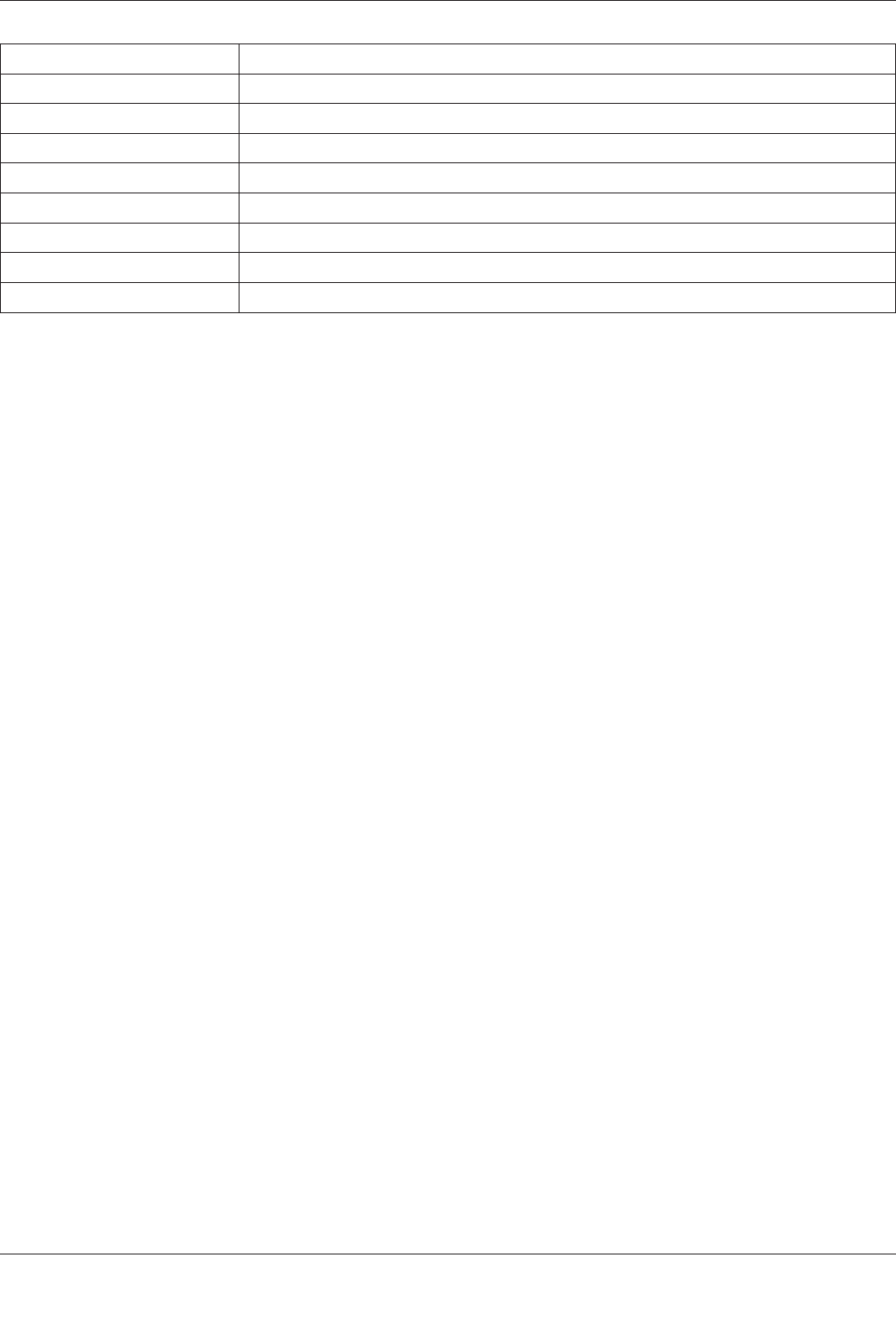
单向轮廓公差带(ccc)由底座面向上延伸,焊
球触点的最低点必须要在公差带内。每个焊球
都有一个与其直径“b”相关的公差带,它通过
基准面 A和基准面 B准确定位并与基准C垂直。
每个焊球中心必须位于公差带内。焊球触点的
位置公差通过关于封装轮廓基准 A、基准 B 和
基准 C 来定义,如图 4-41 所示。
与焊球直径(b),基本节距的间距(e)相关的
公差带阵列控制了焊球的位置。设计指南允许
阵列关于公差带“ddd”上下浮动;然而,焊球
中心必须同时位于两个公差带内。关于 BGA 测量的更多细节,参见 JEP95,章节 4.17。
4.8.5 湿度敏感性(烘烤、贮存、操作、再烘烤)
J-STD-020 和 J-STD-033 规定了湿度敏感要求。J-STD-033
也提供了关于湿度敏感元器件操作的信息。
元器件湿敏性可分成如表 4-13 所示的八种级别。这些分级定义了元器件从密封包装袋取出后在生产车间可以
存放的时间。在环境空气中暴露超过规定时间的元器件,使用之前必须再烘干,以排出过多已吸收的湿气。
许多 BGA 为湿度敏感器件;尤其是 TBGA 和倒装芯片 PBGA。CBGA/CGA 通常对湿气不敏感。J-STD-020 限
制了封装允许吸收湿气的时间,但建议 BGA 至少满足等级 3 的规范。站在制造操作的角度,特别不希望湿敏
等级 5 和等级 6 的器件,因为它们会导致对车间和元器件操作的额外管控。
nX
ccc
C
bbb
C
C
A1
IPC-7095d-4-40-cn
图 4-40 建立 BGA 共面性要求
A B
C
C
ddd
eee
M
M
b nX
IPC-7095d-4-41-cn
图 4-41 焊球触点位置公差
IPC-7095D-WAM1 CN 2019 年 1 月
46
表 4-13 湿敏等级和车间寿命
MSL(湿敏等级) 1
车间寿命(从包装袋取出)不受限
其它 MSL
工厂环境≤ 30 °C/60% RH 下车间寿命(从包装袋取出)
2
1 年
2a
4 周
3
168 小时
4
72 小时
5
48 小时
5a
24 小时
6
使用前强制烘烤。烘烤后,必须在标签注明的时限内完成再流焊
如果有湿敏等级 6 的器件,必须备有烘烤炉。取决于封装的厚度和尺寸,烘烤需要在 125°C 的环境下进行 4
至 48 小时或在 40°C 环境下进行 5 至 68 天。为了将湿气从 BGA 元器件内排出,应该建立一个推荐的烘烤周期。
需要注意的是无铅焊料需要较高的再流温度,这需要一个更严格的除湿烘烤周期。
4.8.6 运输媒介(载带、托盘、管)
同所有表面贴装元器件一样,BGA 器件应采用满足适当标准或规范的
ESD 材料予以包装。由于许多 BGA 为湿敏类型,BGA 器件应该用 JEDEC 承认的、能耐受多个烘烤循环的矩
阵托盘包装。对于不同等级的湿度敏感器件,要求的烘烤温度和时间见 4.8.5 节。
为了组装更快周转,优先采购卷带包装形式的大批量元件(如 SRAM 和 DRAM)。元器件大小和湿敏问题使得
卷带包装不适用于某些 BGA。宽达 56mm 卷带是可用的,且应至少提供 200mm 的卷带“料头”。烘烤卷带中
的元件要小心,因为这类包装的烘烤温度通常受限制而比矩阵托盘的烘烤温度要低。
5 印制板及其它安装结构
印制板和其它类似类型的互连平台作为 BGA 和其它元器件的安装结构。有多种多样的安装结构可实现各种互
连基板要求。这些结构使用了许多类型的有机和无机材料,它们具有宽泛的物理性质。材料的选择通常是基于
成品价格 / 性能的需求。
基于结构(印制板,HDI 等)类型,用于安装和组装 BGA 的互连结构应该满足 IPC-6010 系列标准。
5.1 基板
5.1.1 至 5.1.3 论述了一些较常用的安装结构基板。
5.1.1 有机基板
有机基板是构建电子互连结构的最常用基板。因为这些材料有庞大的生产基地,使得这种类
型的互连结构在技术竞争中成本最低。
有机材料具有内在的电气性能优点,最显著的是其 Dk 相对较低,通过选择树脂和增强材料其值会更低。通常
用编织玻璃布来增强刚性有机基板,而挠性基板通常无需增强。
5.1.2 无机基板
无机基板通常是由烧结金属氧化物构成的耐火材料。它们通常很脆,但是它们拥有一些有机
材料不具备的显著优点。它们也较方便获得如陶瓷,硅片和陶瓷金属。
这些材料主要的优点是出色的热性能。然而,这些材料的介电性能较有机基材高。由于很脆,所以一般很容易
破碎。由于无机材料供应基地有限,所以由这些材料组成的结构一般都比较贵。
5.1.3 高密度互连(HDI)叠构多层
尽管单、双金属层电路使用很普遍,但需要多层互连结构以支持当今高
性能电子中的 BGA 互连。与 BGA 相关的高密度布线的难点在于可能也需要采用微导通孔来实现叠构多层。
IPC-7095D-WAM1 CN2019 年 1 月
47
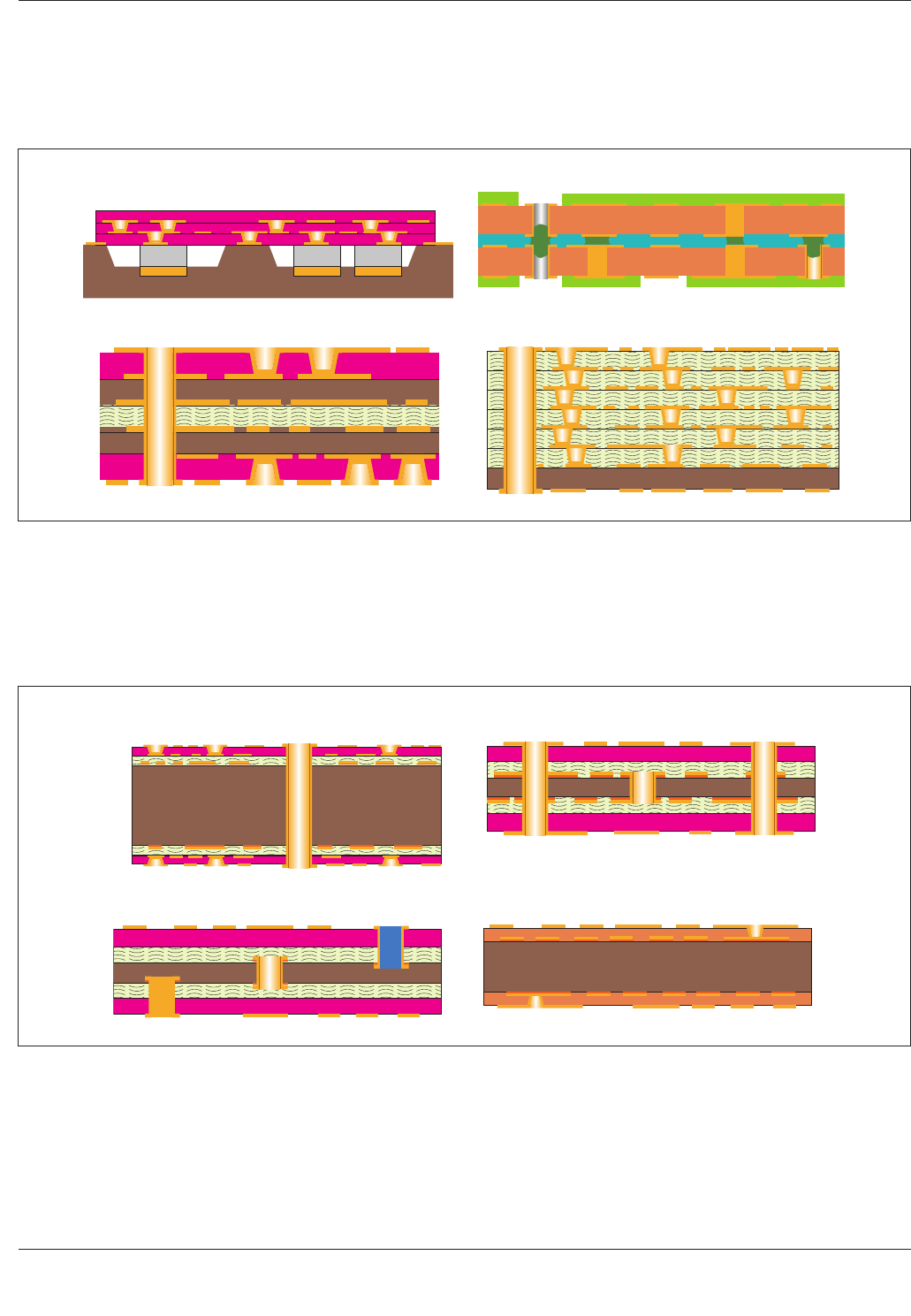
用于 HDI 叠构多层的微导通孔类型取决于制造商使用的设备。图 5-1 显示了可通过激光技术实现的典型叠构。
图 5-2 显示了可通过蚀刻和机械加工实现的叠构。
HDI 的设计要求与标准化设计参见 IPC-2226。
AB
CD
IPC-7095d-5-2-cn
AB
CD
IPC-7095d-5-1-cn
图 5-1 采用激光打孔生成的 HDI 可能叠构
A– 薄膜 HDI 陶瓷基板
B– 各向异性导电材料连接的挠性板
C– 激光盲孔
D– 顺序叠构
图 5-2 采用蚀刻和机械工艺生成的 HDI 可能叠构
A– 顺序压合的薄片(等离子蚀刻)
B– 顺序压合的薄片(微冲孔)
C– 层叠构(微钻孔)
D– 卷板叠构(化学蚀刻)