IPC-7095D-CHINESE NP 2019.pdf - 第137页
IPC-7095D-W AM1 CN 2019 年 1 月 121 7.3.6 BGA 间隙测量 BGA 间隙高度可给出焊球是否 完全和均匀再流的某些信号。通常的 ,焊球为 0.75mm 的 PBGA 的间隙在再流焊之前大约为 0.6mm ,在再流 焊之后则会跌至 0.45mm (包括焊膏) 。基于焊球尺寸、 所用合金以及 BGA 是否含金属散热片 ,其它的 BGA 也各自有自己的的间隙高度特性 。每种封装都有自己 的间隙特性 ,所以用…
IPC-7095D-WAM1 CN 2019 年 1 月
120
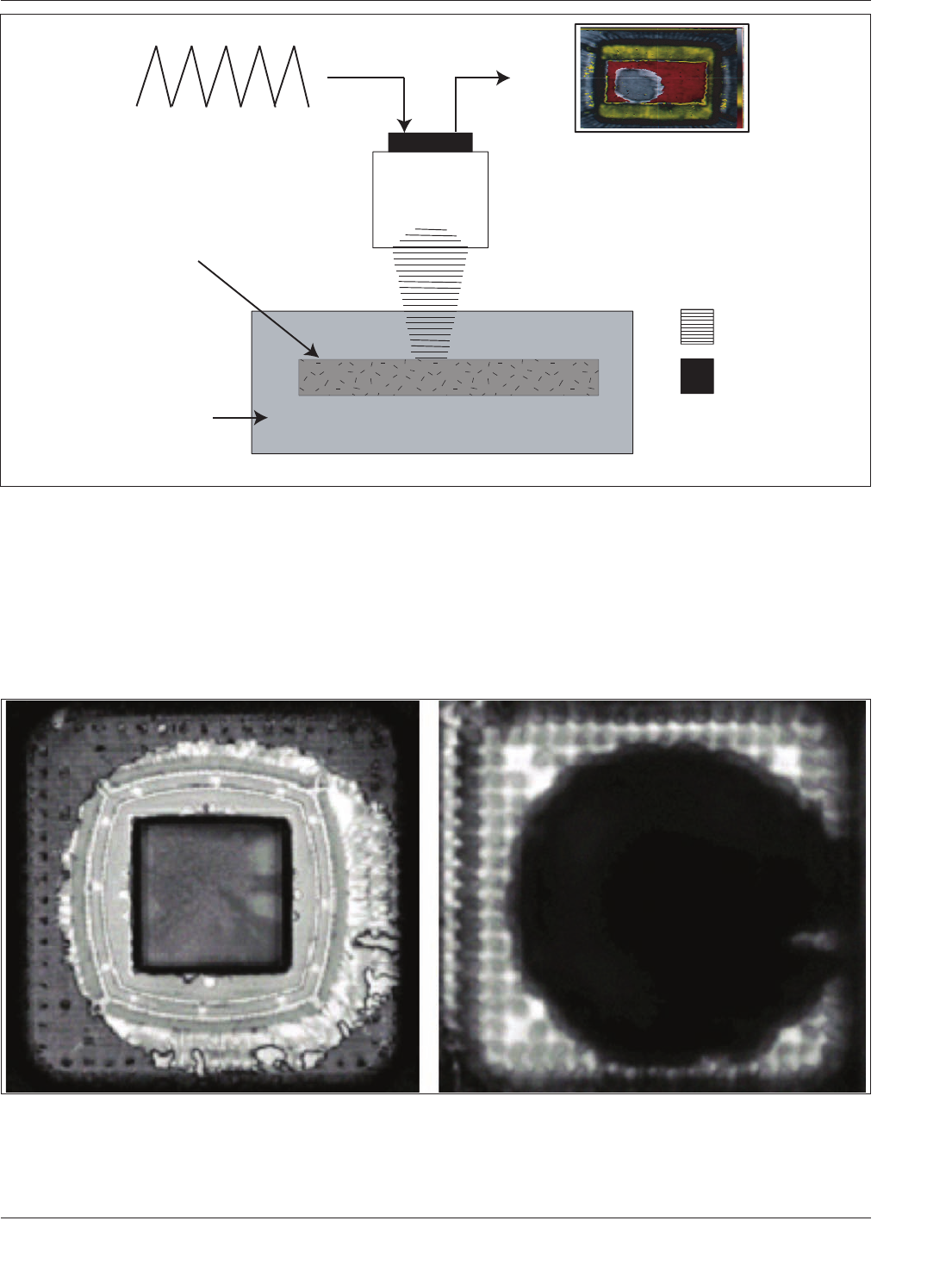
图 7-53 典型的声学扫描显微镜配置
A– 液体
B– 样品
C– 输入脉冲
D– 传感器
E– 反射脉冲
F – 超声波
G– 应用区
图 7-54 同一 BGA 的 C- 扫描图像(左)和 T 扫描(右)图像
A
B
C
E
D
F
G
IPC-7095d-7-53-cn
IPC-7095D-WAM1 CN2019 年 1 月
121
7.3.6 BGA 间隙测量
BGA 间隙高度可给出焊球是否
完全和均匀再流的某些信号。通常的,焊球为 0.75mm
的 PBGA 的间隙在再流焊之前大约为 0.6mm,在再流
焊之后则会跌至 0.45mm(包括焊膏)。基于焊球尺寸、
所用合金以及 BGA 是否含金属散热片,其它的 BGA
也各自有自己的的间隙高度特性。每种封装都有自己
的间隙特性,所以用户应该开发元件组装的再流焊曲
线并包含使用塞规量测。
塞规提供了非破坏性方法来确定 BGA 再流焊后大致的
最终间隙。塞规用来量测再流焊后的每个角落,其综
合结果可确定测得的平均间隙。这种方法不如切片那
样精确,但成本要便宜得多而且是非破坏性的,操作
员不要试图将塞规硬塞入器件底下,因为这样做会导
致焊点开裂。这种方法需要 BGA 周围有足够空间供塞
规插入。
7.3.7 光学检测(内窥镜)
内窥镜检查是一种光学检
验方法,可对狭小限制区域内的细小物件进行外观检
验。这项技术适用并应用于 BGA 焊点检测。可检验和
分析 BGA 焊点的各种关键因素,例如:
• 焊点总体质量 -(润湿良好的证据)
• 焊点形状 -(再流良好的证据)
• 焊点表面纹理 -(光滑对比不规则)
• 焊点总体外观 -(助焊剂残留等)
• 焊点缺陷 -(焊料短路、开路和冷焊)
• 焊球缺失
这项技术最适用于 BGA 外排焊点的检测(见图 7-55)。
这项技术的局限性是无法以同等级的质量和清晰度检
测内排焊球。它可以检测内排焊球,但是无法如外排
焊点一样看清细节。
这项技术的另一显著特征是镜头设计。高度先进的镜
头可以聚焦并且通过镜子或棱镜将图像转动 90°。高分
辨率 CCD 摄像头或监视器可捕捉和显示图像。取决于
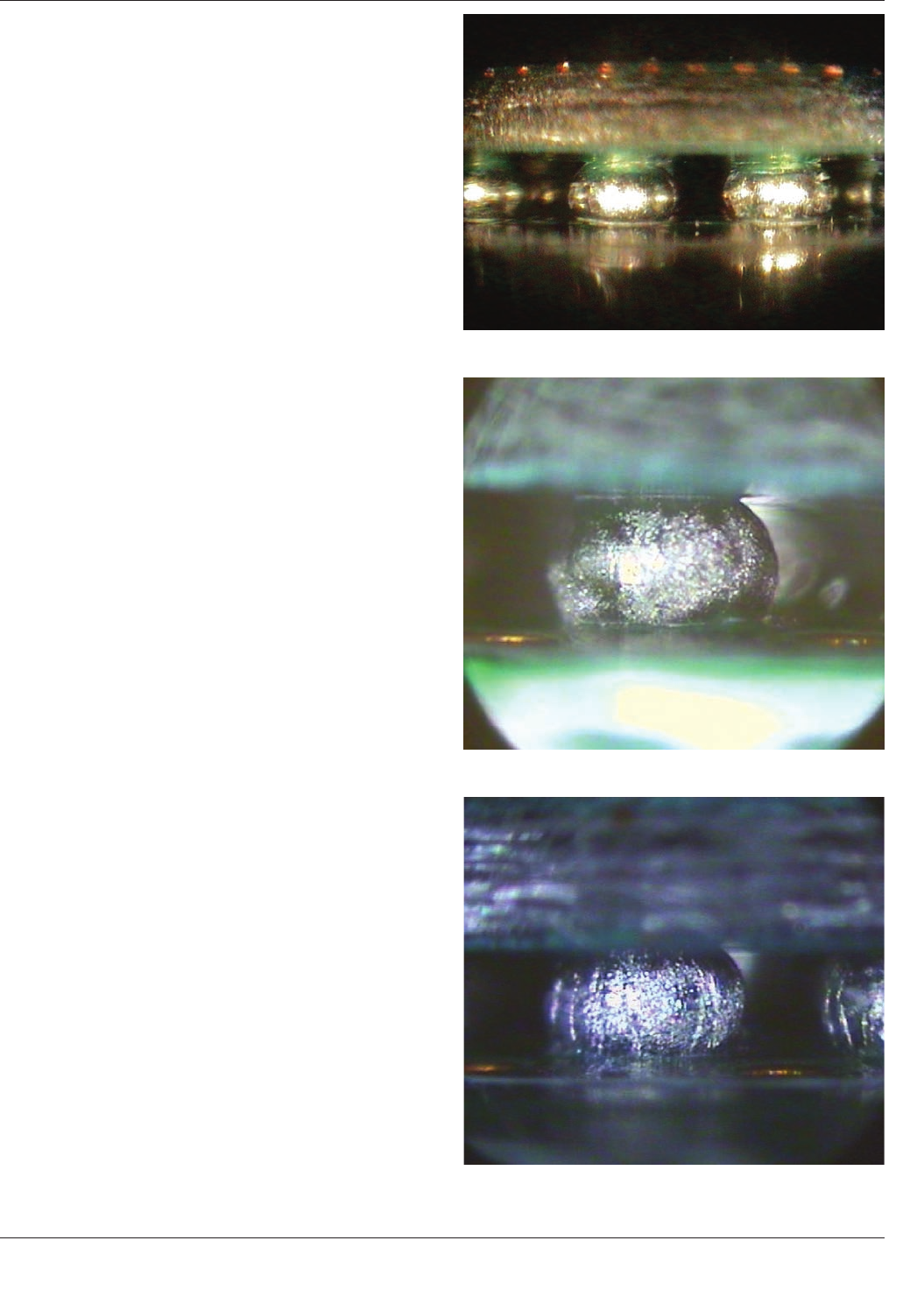
工作距离,放大倍数范围可从 50 倍变化至 200 倍。图
7-56 显示了在氮气中再流后并在 SMT 过站清洗后的无
铅、1.27mm 节距的 BGA 的内窥镜视图。图 7-57 显示
了在空气中再流后并在 SMT 过站清洗后的无铅 BGA
的内窥镜视图。
照明是很重要的因素。如果光源没有适当地照亮被检
测的焊点,图像质量就差。前置灯光可帮助检测焊点
图 7-55 内窥镜示例 1
图 7-56 内窥镜示例 2
图 7-57 内窥镜示例 3
IPC-7095D-WAM1 CN 2019 年 1 月
122
的正面,而背光源则可用来探测焊料短路和其它堵塞情况。背光也可用于显示焊点的外形轮廓,这可简便地观
测焊点的整体形状。
使用给镜头和 CCD 摄像头提供足够支撑和保护的稳健定位系统是很重要的。它还必须消除由冲击和振动所带
来的移动,且可在所需的运动范围内调节。
分析软件也是需要的。除了实时显示焊点图像,带有
诸如图像捕捉和测量功能也是有用的。一些系统可提
供焊点接受和拒收的参考图像。将这些图像与评估中
的图像进行比对,可减少检验判断时的主观性。
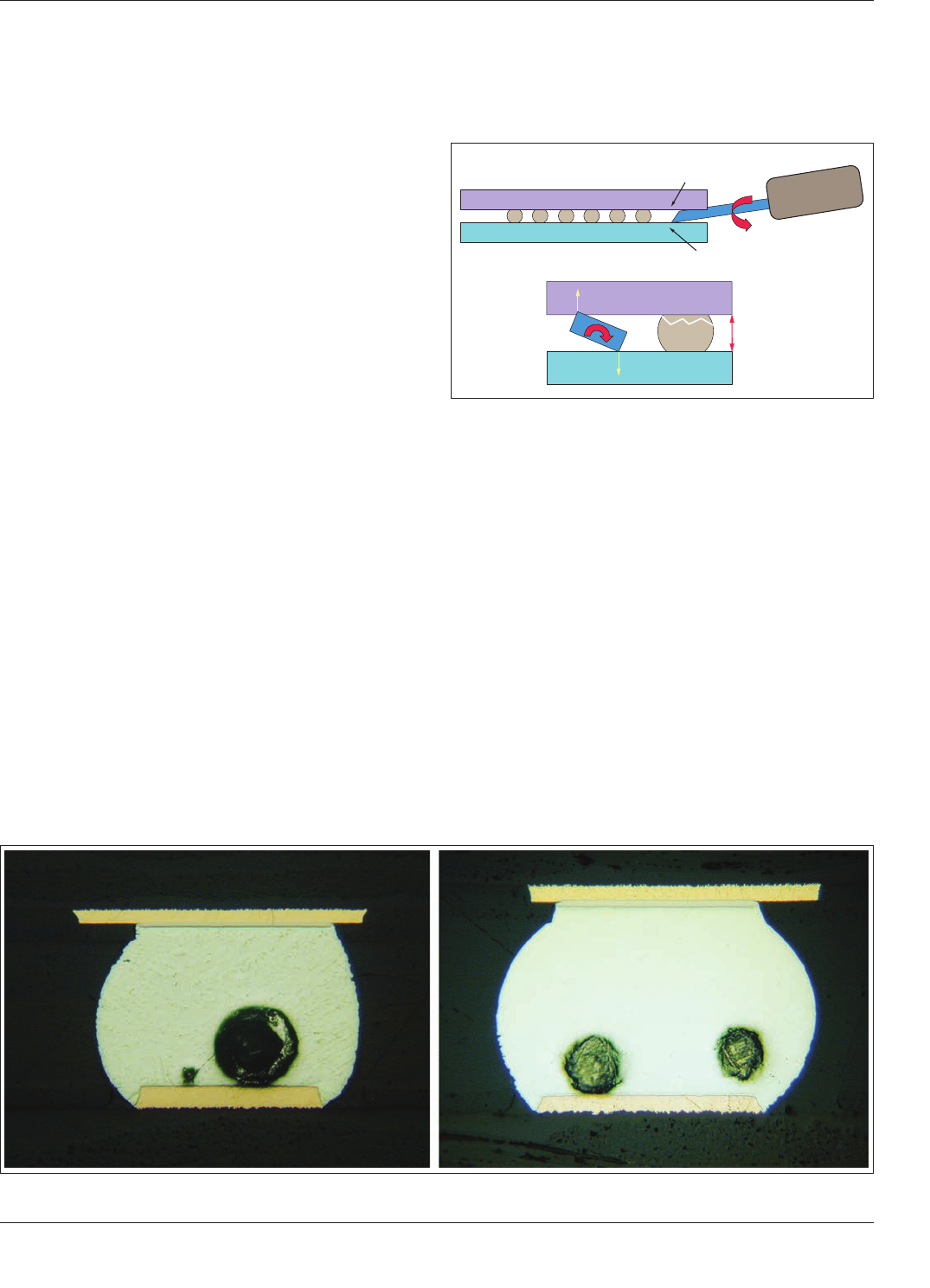
7.3.7.1 周边互连开裂的判定
扭矩限定的螺丝起子
可用来识别周边互连(焊点)的开裂。在元器件和基
板之间略微施力可以分离断裂的表面,如图 7-58所示。
这项技术可以非破坏性的方式识别开路连接,同时也
确定该开路具体是由翘起连接盘、界面结构还是由主
体焊料引起的。这项技术并不适用于通常会产生较大
挠曲的那些带有薄层压板的器件基板(中介载板)。
7.3.8 破坏性分析方法
如果非破坏性方法不能识别
异常现象的原因,用破坏性方法来隔离问题区域也许是必要的。这种技术会导致分析后印制板组件无法再使用。
失效原因一旦识别,所得信息可用于实施纠正措施以消除问题。
7.3.8.1 切片
切片是一种破坏性的分析方法,它将元器件、基板和焊点剖开后观察其切面。
切片第一步要识别或精确推测需要检查的区域。如果同一个元器件上有多个可疑区域,首先确定这些区域是
否能依次观察到。如不行,需要根据问题发现的概率将这些区域排出优先顺序,或者确定是否多分析一些元
器件。
如果问题区域是大印制板组件的一部分,可能需要采用切割的方法将其从较大印制板组件分离,使其变成一个
小的更易于处理的部分。在切割过程中应该小心确保证据没被改变或破坏。
为了正确的切片,样品应该在树脂中模制,以减轻在切片过程中样品的碎裂或破坏(见图 7-59 和 7-60)。如果
需要对区域进行细抛光,切片应该离关注界面一个合理的距离,留有足够的距离给界面细抛光。
图 7-59 穿过焊球中空洞的焊球切片
B
A
B
A
A
E
F
C
D
IPC-7095d-7-58-cn
图 7-58 工程裂纹评估技术
A– BGA D– 约 0.03 mm 的间隙
B– 印制板 E– 侧视图
C– 设定为约 0.02 Nm 扭矩的螺丝起子 F– 端视图