IPC-7095D-CHINESE NP 2019.pdf - 第185页
IPC-7095D-W AM1 CN 2019 年 1 月 169 9.2.2 有散热块的 BGA 焊球形状, 375 μ m 的间隙高度 图 9-5 有散热块的 BGA 焊球形状, 375 μ m 的间隙高度 可能原因 带有散热块的 BGA 重量引起焊球过度塌陷。 这种形变也许可接受(取决于元器件节距) ,因为焊球间 没有触碰。 潜在解决方案 强制要求封装包含有垫高以防止焊球塌陷 9.2.3 有散热块的 BGA 球形, 300 μ m…

IPC-7095D-WAM1 CN 2019 年 1 月
168
9.1.3 阻焊膜限定(SMD)BGA 失效
图 9-3
阻焊膜限定(SMD)BGA 焊点失效
图注:
裂纹起始于焊料并最终向下扩张并穿过金属间化
合物层。阻焊膜下的镀镍层也是明显的
可能原因
裂纹起始于阻焊膜尖角处的焊料,这种情况是由于焊球
内的应力引发的裂纹扩张。
潜在的解决方案
始终只用 NSMD(金属限定)
连接盘来设计产品印制板,
除非需要用 SMD 连接盘来减少焊盘坑裂的发生。
9.2 BGA 焊球过度塌陷状况
焊球塌陷较好的近似值是初次再流后焊球高度(焊球直径)减少了大约 10%;
当有附加的散热片重量时,这一数字可能会上升至原始高度的 25%(焊球直径)。连接盘图形和阻焊膜隔离也
影响到塌陷高度。这种情况的极端值如 9.2.1 至 9.2.4 所示。
塑封 BGA 焊球通常会塌陷(即从其原始尺寸的 750
μ
m 至大约 625
μ
m)。焊接后,焊球通常进一步塌陷至大约
500
μ
m。但是,如果封装内有用于散热的散热片或散热块,焊球可能会塌陷低至 300
μ
m。当焊球压扁时,由于
有限的焊料高度与焊点柔顺性,其可靠性就会降低。还有焊球的伸展可能会超出期望的节距间隙。
9.2.1 无散热块的 BGA 焊球形状,500
μ
m 的间隙高度
图 9-4 无散热块的 BGA 焊球形状,500
μ
m 的间隙高度
可能原因
BGA 重量不造成焊球过度塌陷。
这是目标条件,并且作为其它 BGA 或同一 BGA 上其它
焊球的评估量度指标。
潜在解决方案
咨询封装供应商以确认垫高块能否内置于封装内。
也应该检查并判断塌陷焊球间的变化
IPC-7095D-WAM1 CN2019 年 1 月
169
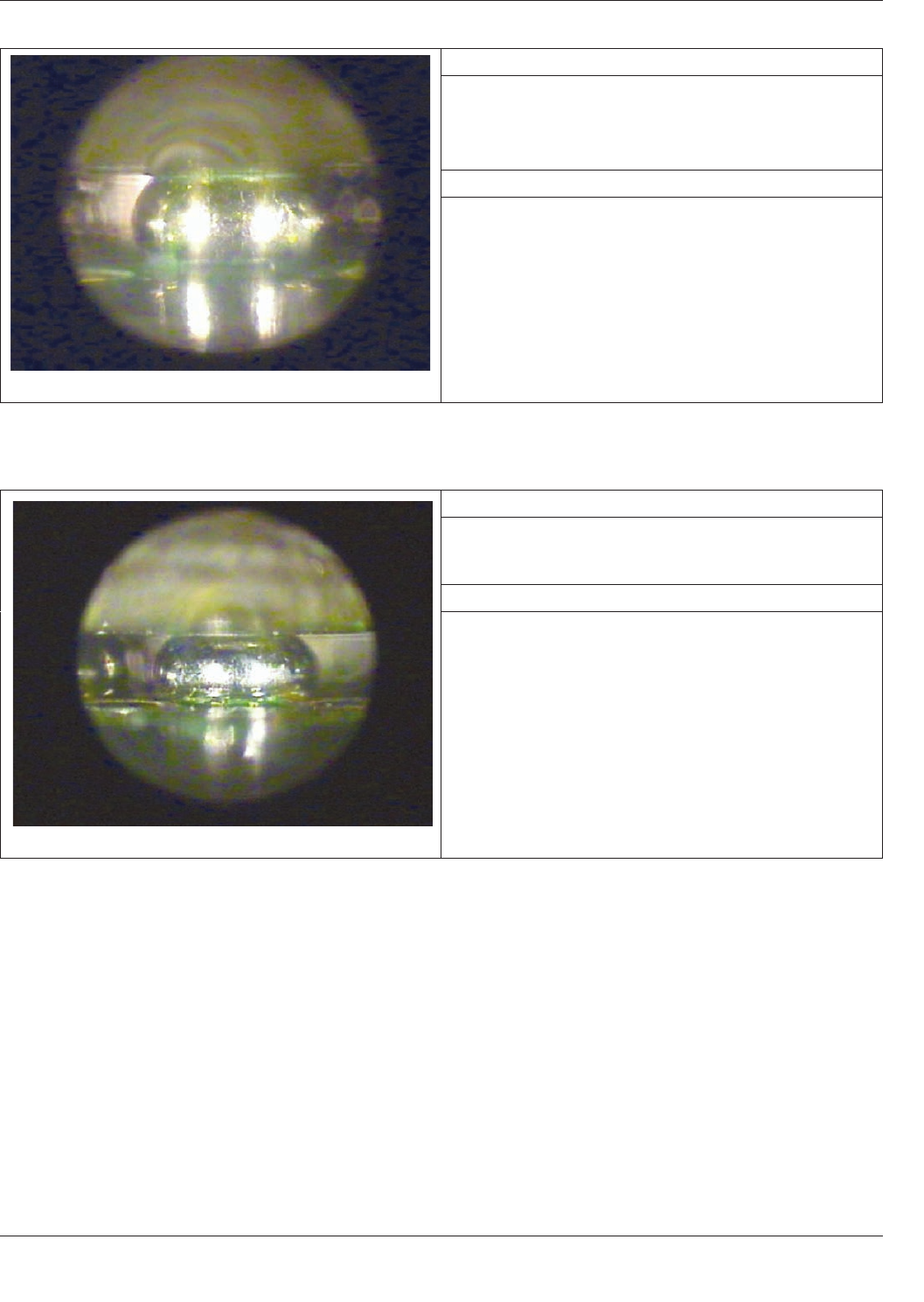
9.2.2 有散热块的 BGA 焊球形状,375
μ
m 的间隙高度
图 9-5 有散热块的 BGA 焊球形状,375
μ
m 的间隙高度
可能原因
带有散热块的 BGA 重量引起焊球过度塌陷。
这种形变也许可接受(取决于元器件节距),因为焊球间
没有触碰。
潜在解决方案
强制要求封装包含有垫高以防止焊球塌陷
9.2.3 有散热块的 BGA 球形,300
μ
m 的间隙高度
图 9-6 有散热块的 BGA 焊球形状,300
μ
m 的间隙高度
可能原因
带有散热块的 BGA 重量引起焊球过度塌陷。
这是质量差的情况,应该予以纠正。
潜在解决方案
强制要求封装包含有垫高以防止焊球塌陷
9.2.4 关键的焊膏条件
沉积的焊膏量对塑封 BGA 连接是有帮助的,但对于形成良好焊点并不是非常关键,
因为焊球本身可以作为焊料的来源。但如果是 CBGA,沉积足够的焊膏量就非常重要。如果没有充足的焊膏沉
积(参见 9.3.1),焊点可靠性可能会有问题。必须给高温焊球或焊柱增添焊料是因为封装端子的焊料对焊点没
有贡献。
9.2.5 通过 X 射线和切片确定空洞
透射 X 射线可以探测空洞的存在(浅色区)及相关的空洞 X-Y 位置。这
项技术也可探测焊球不均匀或缺失(各种深色图像直径),这种状况的示例如 9.2.7 所示。其它方向的 X 射线
检查是需要的,以确定空洞在垂直方向上(Z 轴)的位置。
IPC-7095D-WAM1 CN 2019 年 1 月
170
9.2.6 空洞和非均匀焊球
图 9-7 空洞和非均匀焊球
可能原因
焊球连接时有过多的空洞。
连接盘上导通孔设计。注:按照 IPC-A-610
,焊盘上导通
孔相关的空洞不认为是缺陷。
温度曲线爬升过快。
有向前兼容的情形(用无铅焊膏焊接锡铅 BGA 焊球)。
潜在解决方案
通过热应力或显微切片评估焊点的结构强度
使用保温时间长的再流曲线
避免上述潜在原因的情况。
BGA 中空洞的形成有很多原因。然而空洞的存在并不会造成任何可靠性风险,除非空洞足够大而足以降低了
横截面和机械完整性。空洞(如 9.2.7 所示)可以承受 1,000 次热循环(无冲击,0°C
-100°C),尽管更常见的
空洞如图 9-7 所示。即使在某些测试中,空洞并未降低疲劳寿命,过多空洞存在于焊点中表示设计、工艺或材
料有问题。也应当验证产品可靠性。
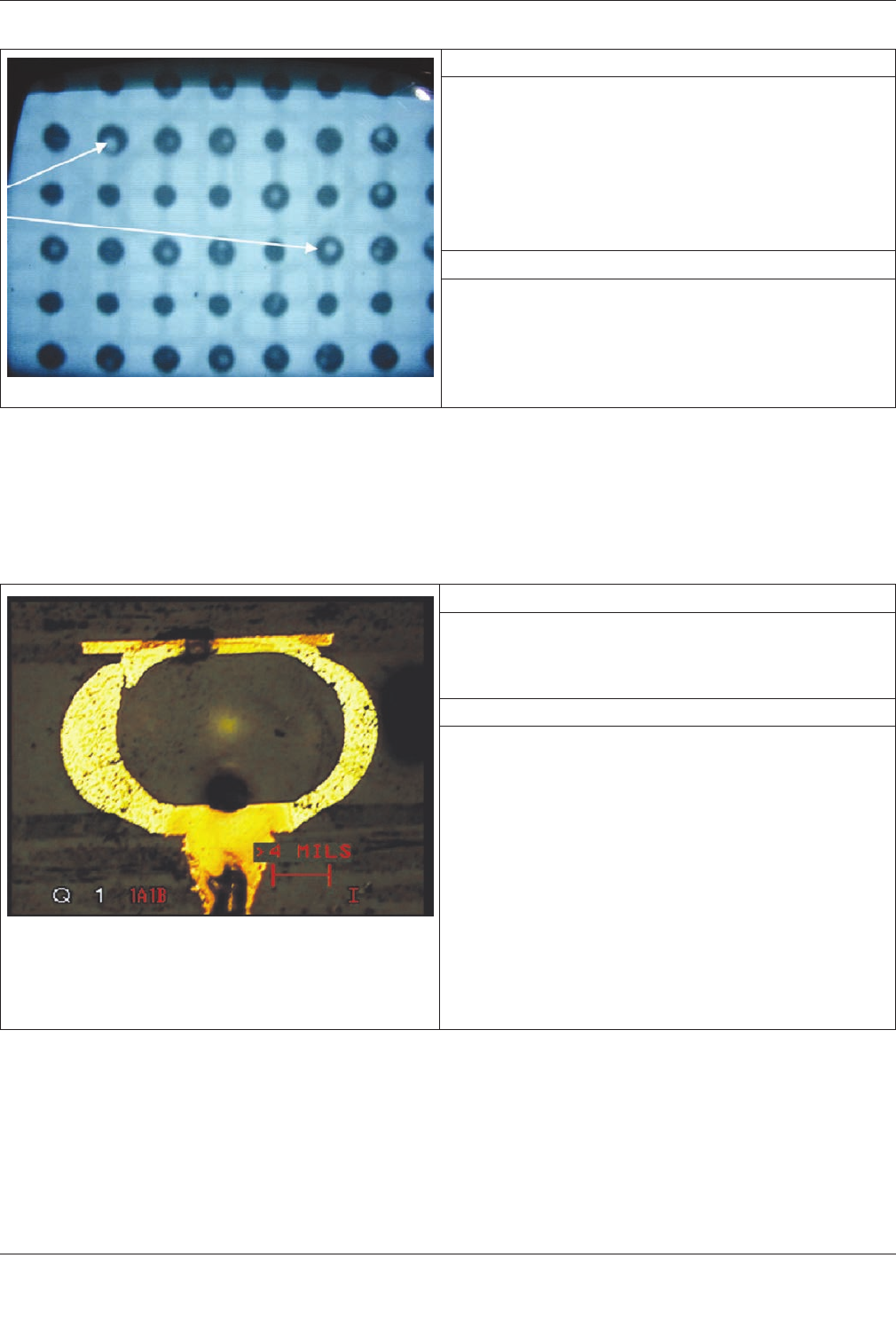
9.2.7 蛋壳空洞
图 9-8 蛋壳空洞
图注:
1. 0.65mm 的微导通孔,
1,000 次循环
2. 图像显示焊点塌陷,导致间歇性接触失效
可能原因
再流时空气或其它气体被截留。
空气或其它气体可能来自于微导通孔的截留。
潜在解决方案
拆除元器件并用新的替换
9.3 BGA 翘曲
在正常再流焊组装过程中,PBGA 具有发生翘曲的倾向。翘曲会发生在 BGA 基板或产品印
制板上。这会导致遭受应力的焊点发生开路或短路。温度(再流曲线)、BGA 结构、焊膏量以及冷却条件都会
导致弓曲或扭曲。
角落焊球短路表示 BGA 有发生翘曲,此时 BGA 封装角落向内弯曲(哭脸 BGA)。同样的现象会造成焊球远离
角落而从安装基板抬离(笑脸 BGA), 如 9.3.1 和 9.3.2 所示。