IPC-7095D-CHINESE NP 2019.pdf - 第117页
IPC-7095D-W AM1 CN 2019 年 1 月 101 图 7-19 对于混合合金 SAC-BiSnBGA 焊点,焊膏量对铋混合区域的影响 图 7-20 说明了对于桨叶触点式 BGA 插座,当采用三种组合的焊球和焊膏配对时,形成的焊点形状和微观结 构。这三种情况下,形状和微观结构有明显的差异。 配置 SAC305 焊球 + SAC305 焊膏 SAC305 焊球 + BiSn 焊膏 BiSn 焊球 + BiSn 焊膏 再流曲…

IPC-7095D-WAM1 CN 2019 年 1 月
100
这些元器件离开再流炉后,它们的混合冶金微观结构
将包括两个区域,如图 7-17 所示。焊点顶部的区域,
远离印刷有 BiSn 焊膏的 PCB 连接盘,是原始 BGA 焊
球的未熔化 SAC 焊料。焊点的下部区域是来自焊膏的
Bi 已经扩散至 SAC 焊球的区域,该区域由 Bi 包围的
的 BiSn 颗粒组成。
因为 BGA 的 SAC 焊球没有完全熔化,所以当使用
BiSn 再流曲线焊接 SAC 焊球的 BGA 时,焊球只是部
分塌陷。采用 BiSn 焊膏时,混合合金焊点的另一个特
征是未熔 SAC 区域和 Bi 扩散区域之间的月牙形边界。
和水平边界相反,这种月牙形是由于当 BiSn 焊料最初
在再流炉内熔化时,焊料向上润湿进入 SAC 焊球表面
的速度比 Bi 扩散进入固态 SAC 焊球快。
SAC-BiSn 混合合金的微观结构与向后兼容工艺非常相
似,也即 SAC 焊球 BGA 使用锡铅焊膏的情况。然而,
由于锡铅再流工艺的峰值再流温度非常接近 SAC 熔
点(在某些情况下超过 SAC BGA 焊球 220°C 的熔点
温度),因此 SAC BGA 的混合和焊球塌陷程度远高于
BiSn 焊膏再流工艺。
图 7-18 是一个典型 SAC BGA 焊球与 BiSn JRP 焊膏焊
接形成的 BGA 焊点的横截面。焊点的微观结构与采用
BiSnAg 焊膏时形成的焊点基本相同,未熔化的 SAC
区域位于靠近封装连接盘的顶部,Bi 扩散区位于靠近
印制板连接盘的底部。横截面也显示了固化的树脂,
它形成了靠近连接盘的焊点外侧的填充。这种树脂填
充对脆性铋相出现区域的焊点提供了增强。图 7-18 中
的照片是在亮场模式下拍摄的,使得可目视检测固化
后树脂。
焊膏在印制板上的印刷量对于 SAC BGA 焊球的 BiSn
焊接工艺很关键。
因为焊球仅部分塌陷,即使在 BiSn 焊膏再流工艺较低
峰值再流温度下,需要额外的焊膏量来克服部分塌陷,
而部分塌陷会引起过度翘曲的 BGA 元器件产生与翘曲
有关的缺陷。在机械冲击下,Bi 扩散区域的体积对焊
点的稳健性可以起一定的作用。由于铋是焊料中的脆性相,体积较大的铋扩散区域会有较低的铋含量,所以抗
机械冲击会更好。
图 7-19 显示了混合合金 SAC-BiSn BGA 焊点增加焊膏量对铋扩散区域的影响。在图 7-19 中,左侧照片是采用
了较大量的焊膏使得焊膏与焊球的体积比为 67%(焊膏体积除以焊球体积)。左侧照片中显示的铋扩散区域比
右侧照片中的大,右侧照片焊点中焊膏与焊球的体积比仅为 27%(焊膏体积除以焊球的体积)。
图 7-17 由 SAC 焊球和韧性合金铋锡焊膏焊接形成
的混合合金 BGA
焊点
A– 未熔化的 SAC 区域
B– 铋扩散区域
图 7-18 由 SAC 焊球和铋锡焊点增强焊膏(JRP)
形成的混合合金 BGA 焊点
A– 固化的树脂
B– 未熔化 SAC 区域
C– 铋扩散区域
IPC-7095D-WAM1 CN2019 年 1 月
101
图 7-19 对于混合合金 SAC-BiSnBGA 焊点,焊膏量对铋混合区域的影响
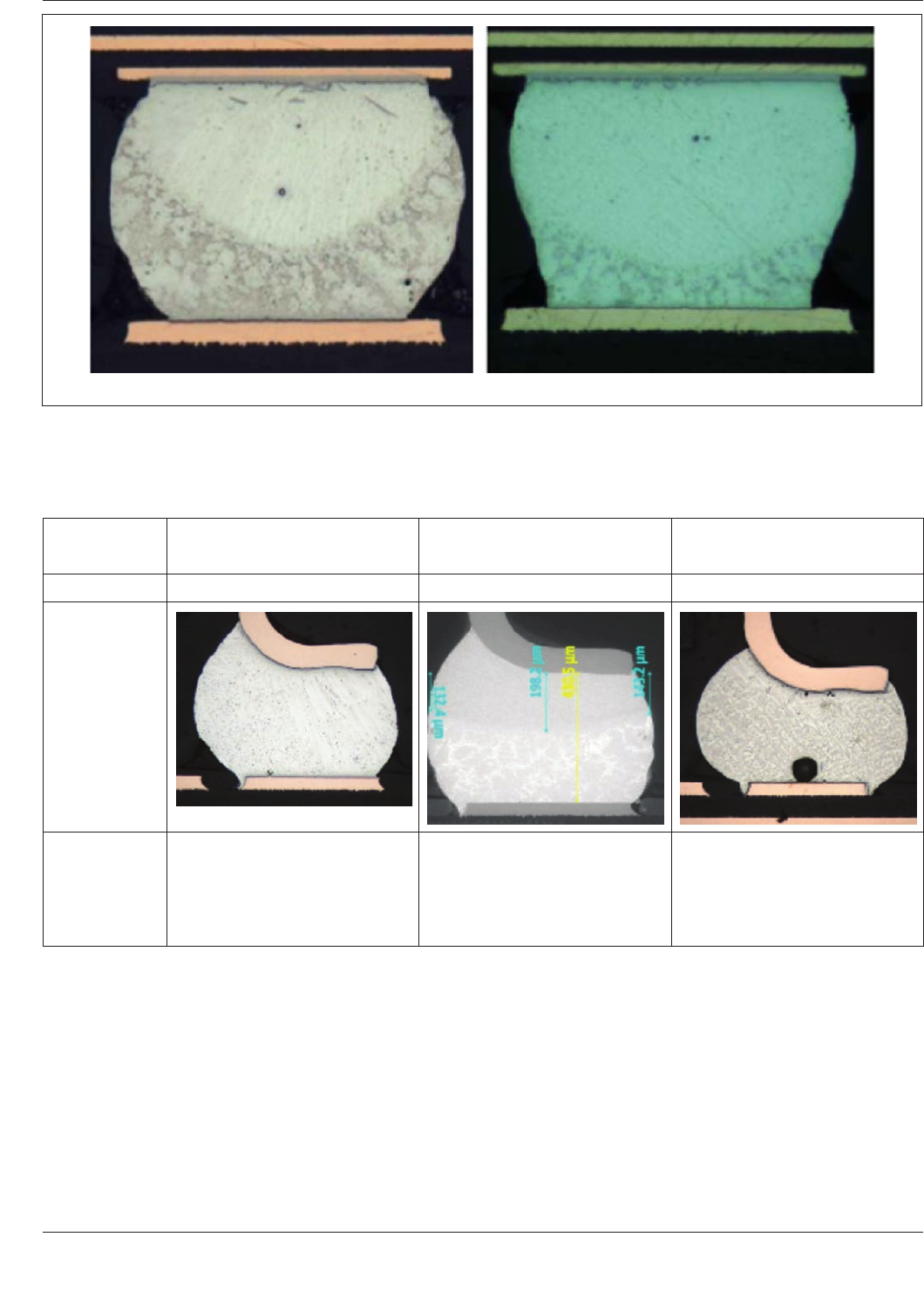
图 7-20 说明了对于桨叶触点式 BGA 插座,当采用三种组合的焊球和焊膏配对时,形成的焊点形状和微观结
构。这三种情况下,形状和微观结构有明显的差异。
配置
SAC305 焊球 +
SAC305 焊膏
SAC305 焊球 +
BiSn 焊膏
BiSn 焊球 +
BiSn 焊膏
再流曲线 高温 (
SAC) 低温 (BiSn) 低温(BiSn)
横截面照片
微观结构
带有 Cu3Sn
和 Ag3Sn IMC 的共
晶 SnAgCu 相,散布于 Bi-Sn 母
体中
上部区域:焊球连接工艺导致
的未熔化的 SAC 微观结构
下部区域:沿着锡相颗粒边界
的铋,由铋扩散形成
铋和锡两相层
图 7-20 对于桨叶触点式 BGA 插座,焊球和焊膏的三种组合的焊点形状及微观结构
7.1.4.7 每种印制板组件的独特的温度曲线
再流焊程序与再流焊温度曲线并不相同。再流焊程序是机器参数
设定和传送带速度的组合,而再流焊曲线则是印制板组件经过再流焊炉时热电偶所测得温度对时间变化的可视
化表达。
每个独特的印制板组件都需要开发温度曲线,以表明组件上所有位置满足各种要求而能形成可接受的焊点。单
个程序对不同的、独特的组件可生成差异很大的温度曲线。
一个常见的误解是认为一个炉温曲线可适用于所有组件,因此不需要对每个组件开发独特的温度曲线。这是错
误的,因为每个印制板组件都有特定的热容量或不同的负载模式(当组件进入炉中时相邻组件的距离)。一个
IPC-7095d-7-19-cn

IPC-7095D-WAM1 CN 2019 年 1 月
102
双面印制板组件,取决于元器件布局和铜层的分布,每面需要有不同的温度曲线。许多组件的温度曲线看似相
同,但是通常需要不同的机器程序来生成这些类似的温度曲线。通常有少量的标准机器程序,但是必须要明确
能产生可接受温度曲线的特定程序。
一旦程序已优化而生成期望的温度曲线,建议再流生产一块带有锡膏和元器件的实际生产板。再流焊后检验焊
点的质量以确认各种元器件的焊点是否都满足 IPC-A-610 的要求和其它任何客户特定要求。印制板组件的仅某
个区域中的随机问题可能与可焊性有关,而某个区域一致性的问题则可能由于不均匀受热(板子温差大)与焊
接温度曲线有关。也要注意一致性问题可能也与锡膏的质量和连接盘图形设计有关。
一旦程序已可产生预期的结果(假设设计和其它材料变量已最优化),记录该程序。在此之后不允许更改该程
序及据此生成的温度曲线。
7.1.5 材料对助焊剂活化、元器件损伤及可焊性的影响
助焊剂有两个关键属性:
1)它必须能去除污染物;
2)它在污染物被去除之后必须能保护可焊接表面。
常见的错误是采用这样的时间 / 温度曲线时,焊料融化之前助焊剂就已耗尽。理想的情况是焊料刚开始熔化时
助焊剂才消耗。助焊剂活化时间应该为 90 至 120 秒。对于锡铅焊膏来说,助焊剂通常大约在 130°C 被激活。
典型地,无铅焊料的焊膏活化温度更高(大约为 150°C);但还是建议在使用特定焊膏时与焊膏供应商合作并
听取其意见。
所有元器件都有热暴露极限,所以不正确的加热会损伤元器件。大部分锡铅 SMT 元器件应该能耐受 220°C 的
峰值温度长达 60 秒。无铅 BGA 需要耐受更高的温度,约为 240°C 至 260°C。由于快速加热所导致的热冲击会
使某些元器件发生爆裂。但是,由于再流焊炉的峰值温度是变化的,其意图是要使焊料以一受控的、规定的温
度曲线下加热到锡铅产品的 210°C 至 220°C,无铅产品的 235°C 至 245°C。
元器件引脚的表面处理会影响可焊性,所以选择与使用的引脚表面处理(如锡铅、金、锡和钯)相匹配的助焊
剂和焊料合金是很重要的。
7.1.6 清洗与免清洗
焊膏 / 助焊剂技术的选择有许多影响。助焊剂材料有两种基本类型,分别为残留物需要
清洗的或可残留在印制板组件上而不会造成损害的助焊剂。
7.1.6.1 需要清洗(清洁)的助焊剂残留
需要清洗的残留物可以通过去除残留物所必要的化学物质来分离,
典型的为溶剂/表面活性剂,碱性水或者可清洗的去离子水。清洗溶剂的选择应该基于对技术、经济以及环境
考量的慎重评估。
通常,BGA 底部的清洗是困难的,因为印制板和元器件之间狭小的间隙可能会截留清洗难以去除的助焊剂。
截留的、需要清洗的助焊剂残留通常有高腐蚀性,所以这种情况会导致严重的可靠性问题。但如果能够慎重、
仔细地选择清洗工艺和设备,同时焊接和清洗工艺能够得到合理控制,BGA 的底部清洗也能获得成功。另外,
如果使用免清洗焊膏,需要清洗模板以保证良好的印刷质量。
重点:使用高活性水溶性助焊剂时,良好的清洗工艺控制是必不可少的。
当建立可水清洗焊膏的清洗工艺时,有必要验证清洗后的清洁度,特别是小外形 BGA 或 CSP 和 BGA 连接器。
通常采用 SIR 法来验证是否已完全去除焊球间助焊剂残留物,并要建立洁净度工艺参数设定。
其它方法如离子色谱法或离子谱图法,也可推荐监控鉴定后的工艺。