NXT系列 编程手册.pdf - 第102页
PRG-NXTS-001S0 2. Job 编制器 NXT 系列 编程手册 89 2.5.15 进行双轨生产 (仅限于双搬运轨道对应机器) 双轨生产时,请 根据相应的条件进 行功能设定或更换 Backup pin Plate。 使用此功能, 请在 Accessories Software 的机器 功能设定中进行 [ 电路板搬运 功能设定 ]。 详细内容请参照 「System Refere nce」 。 对应单元 双轨生产只能在对应双搬运…
2. Job 编制器 PRG-NXTS-001S0
88 NXT 系列 编程手册
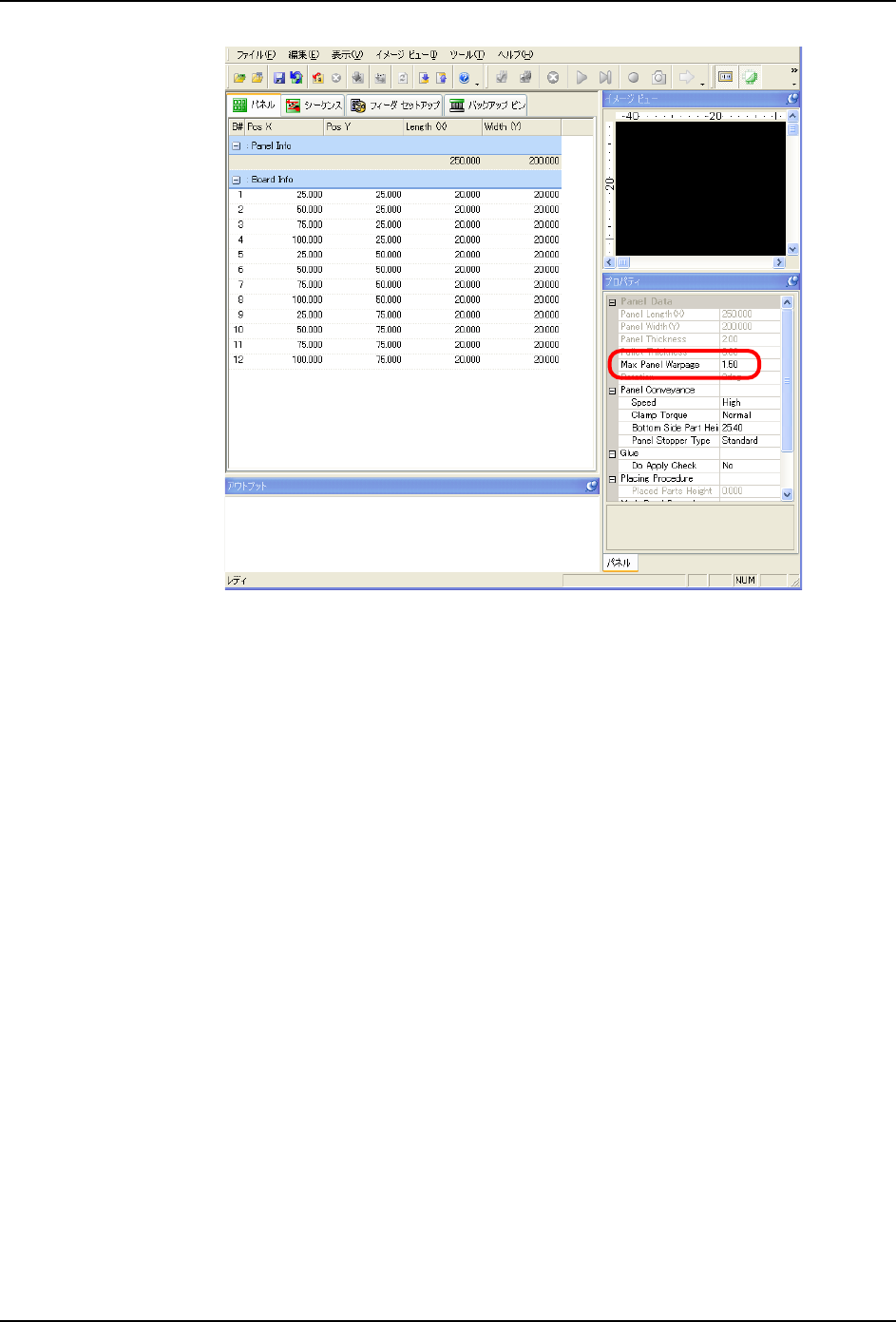
注意事项
·如果 Job 的设置值小于实际的翘曲量,有可能无法正常地贴装。
·如果同时使用了电路板高度检测功能,其算出结果也不会影响此处的工作头速度
变更高度。
01PRG-0117J
PRG-NXTS-001S0 2. Job 编制器
NXT 系列 编程手册 89
2.5.15 进行双轨生产 (仅限于双搬运轨道对应机器)
双轨生产时,请根据相应的条件进行功能设定或更换 Backup pin Plate。
使用此功能,请在 Accessories Software 的机器功能设定中进行 [ 电路板搬运功能设定 ]。
详细内容请参照 「System Reference」。
对应单元
双轨生产只能在对应双搬运轨道的机器中进行。
支撑板类型和电路板尺寸
备注 )「×」在机器上无法使用。
Flexa 的设定
1. 点击 [Machine Configuration] 窗口下方的 [General] 选项,请进行下述的设定。
Backup pin Plate Type 电路板尺寸 NXT-2
NXT-3
NXT-2c
280mm Type 48mm - 280mm ○ ×
200mm Type 48mm - 200mm ○ ×
170mm Type 48mm - 170mm × ○
165mm Type 48mm - 165mm ○ ×
120mm Type 48mm - 120mm × ○
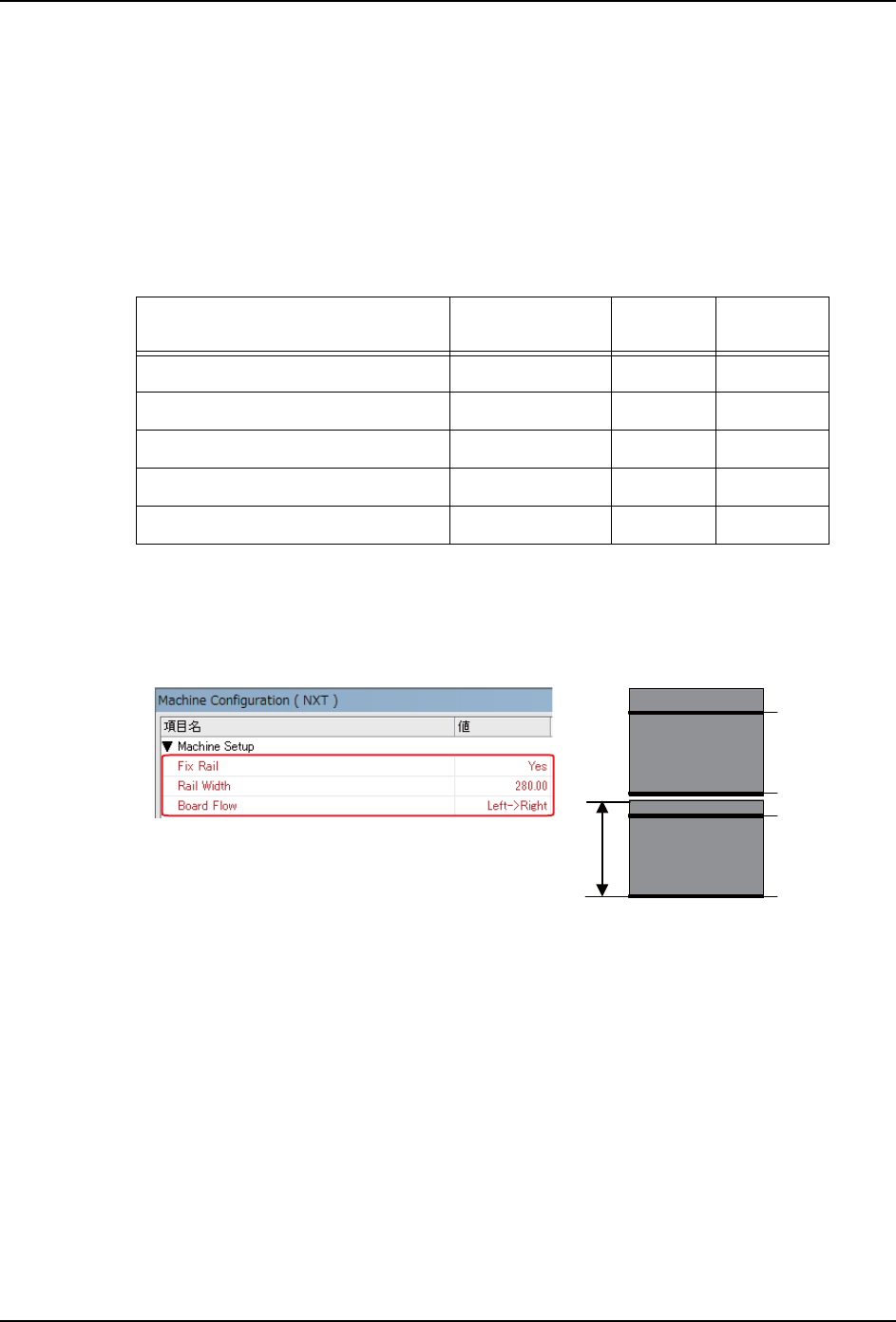
-[Machine Setup]
-[Fix Rail]: 设定为 Yes。
-[Rail Width]: 请设定所使用支撑板的类型。
-[Conveyor Spread]: 设定为 No。
01PRG-0309S
㻌
㻌
5DLO:LGWK
䙐䚉
䙐䚉
WKሲ䖞
UGሲ䖞
QGሲ䖞
VWሲ䖞
2. Job 编制器 PRG-NXTS-001S0
90 NXT 系列 编程手册
2.5.16 搬运元件超出电路板的方法
生产接插件超出电路板端面的电路板时,如果在电路板的搬运方向上发生超出,在电路板送
出时搬运轨道的 OUT 传感器检测出超出的接插件,发生了超程异常。
另外,在电路板的搬运相反方向上发生超出,在载入电路板时电路板不能停止在生产的正确
位置上,不能读取定位点。
为了解决以下这些问题,需要进行如下设定。
必要的器材
必要的软件
·NXT 应用程序 V5.40 或更高版本
·Fuji Flexa V6.0.0 或更高版本
创建 Job
机器内生产要贴装超出电路板端面的元件的电路板时,请在 Job 中进行以下的设定。另外,
生产机器外已贴装的元件超出电路板端面的电路板时,请参考 [ 生产机器外已贴装的元件超
出电路板端面的电路板时 ],进行 Job 的设定。
机器内贴装超出电路板端面的元件时
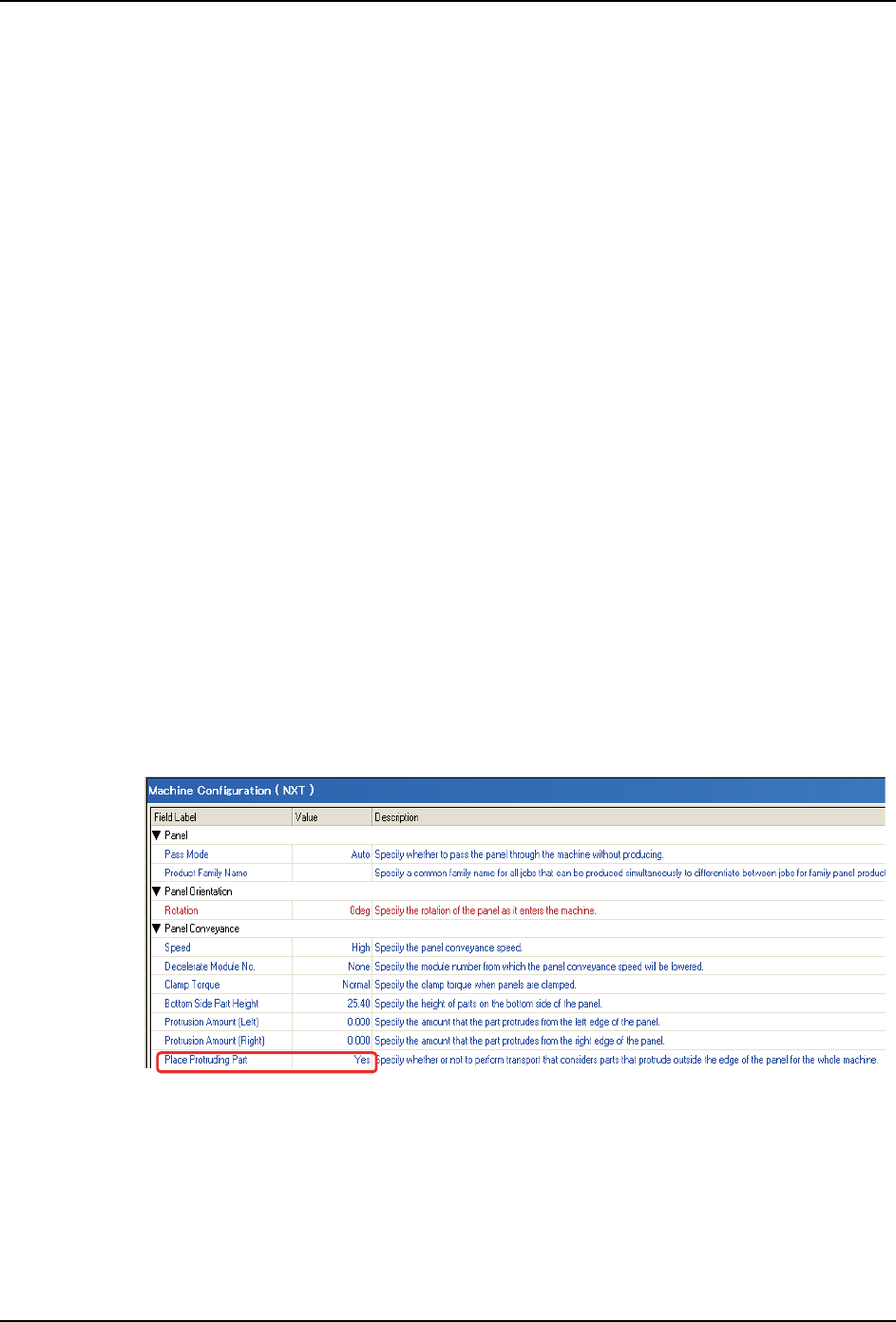
[ 设定全部机器的超出搬运控制 ON/OFF]
1. 请选择 [Configuration] - [Machine Configuration]。
2. 选择 [Process Options] 标签页。
3. 将 [Place Protruding Part] 设定为 [Yes]。
[ 设定各模组的超出搬运控制 ON/OFF]
1. 请选择 [Configuration] - [Machine Configuration]。
2. 选择 [Modules] 标签页。
3. 将 [Protruding Part Panel Conveyance] 设定为 [Yes]。
01PRG-0207J