NXT系列 编程手册.pdf - 第118页
PRG-NXTS-001S0 2. Job 编制器 NXT 系列 编程手册 105 Job 的设定 进行 Packag e-on-Package 贴装时, 除了进行通常的 Job 设定, 还 需要进行 Coord inate 数据 和 Shape 数据的设定。 Coordinate 数据的设定 1. 在 Fuji Flexa 中 打开 Job。 2. 请 点击 Job 信 息栏的 [Top] 或者 [Botto m] 标签页。 (参照 …
2. Job 编制器 PRG-NXTS-001S0
104 NXT 系列 编程手册
2.5.20 Package-on-Package 贴装
Package-on-Package 贴装是指,利用加压控制功能,在已贴装元件的上面重叠贴装其他元
件的功能。
G04(F) 工作头,H01 工作头和 H02 工作头能够对应此功能。
限制事项:
1. 如果要对下元件进行跳过指定,上元件也请进行跳过指定。如果没有进行上元件的跳过
指定,不贴装下元件而进行上元件的贴装。
2. 进行 Package-on-Package 贴装的上元件和下元件的组合,请指定在同一子电路板内。
不同的子电路板内的组合时,不能进行生产。
3. 下元件的高度使用元件数据的元件高度。使用 AVL 时,使用优先指定的元件号码的元件
高度。
4. 使用 AVL 时,实际进行 Package-on-Package 贴装的 2 个元件的合计值与 AVL 中优先指
定的元件号码的 2 个元件的合计值之差,如果是 2mm 以上时,属于规格外。
5. 在不同的机器中贴装下元件和上元件时,如果不能取得下元件高度,将先行贴装元件的
高度作为下元件的高度来使用。
备注 )不同的机器时,请在 Job 编制器中指定以下的设定。
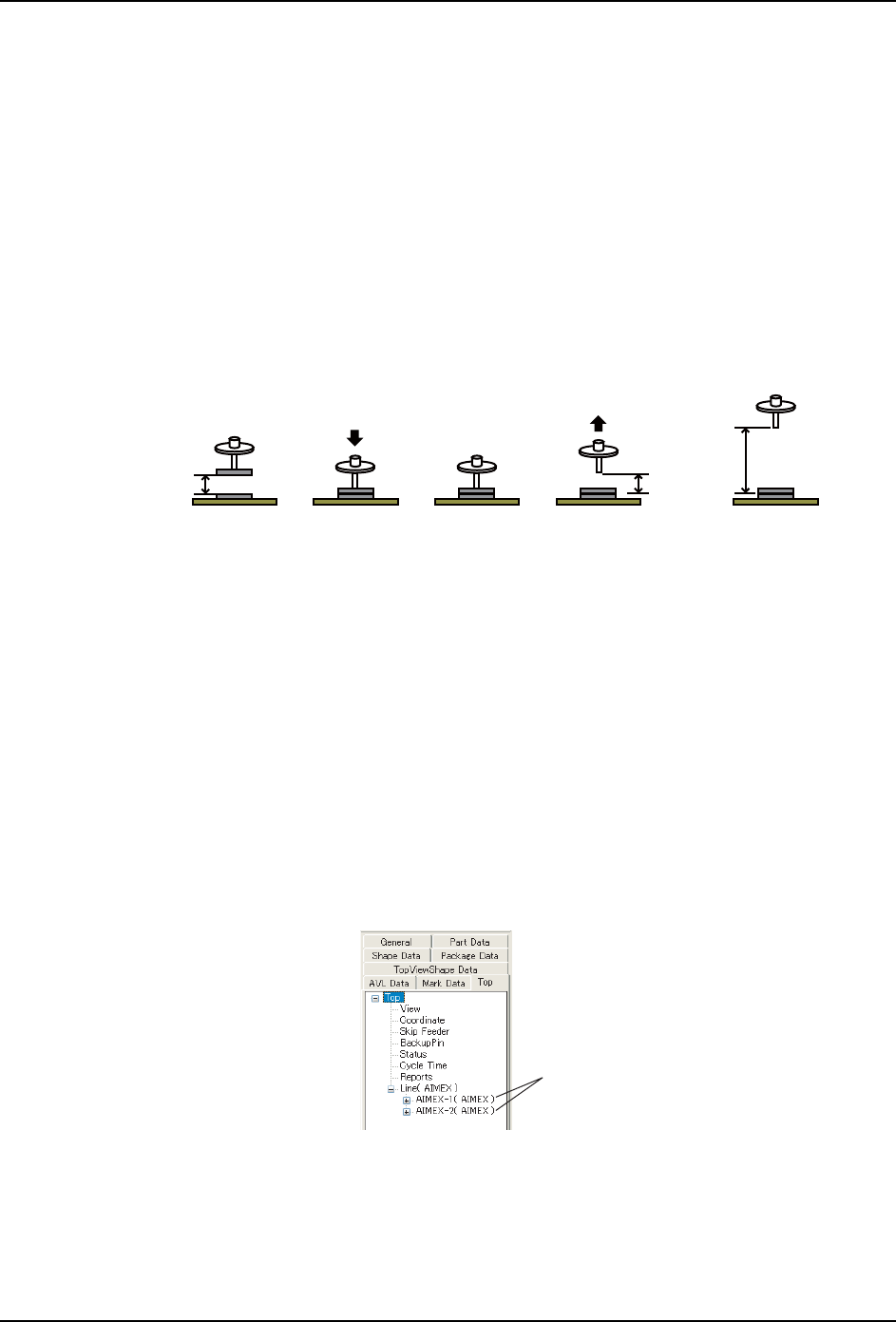
(1) 从加压控制开始高度 (H) 处,以指定速度下降吸嘴 (Z 轴)。
(2) 以指定压力贴装元件。
(3) 只停留所指定的时间。
(4) 在到达加压控制结束高度 (H)之前,以指定速度上升吸嘴 (Z 轴)。之后,
按照通常速度上升。
01PRG-0035a
(4)(3)(2)(1)
H
H
ϡৠⱘᴎ఼
35*6
PRG-NXTS-001S0 2. Job 编制器
NXT 系列 编程手册 105
Job 的设定
进行 Package-on-Package 贴装时,除了进行通常的 Job 设定,还需要进行 Coordinate 数据
和 Shape 数据的设定。
Coordinate 数据的设定
1. 在 Fuji Flexa 中打开 Job。
2. 请点击 Job 信息栏的 [Top] 或者 [Bottom] 标签页。(参照 "2.4.1 搬运轨道和优化的设
定"。)
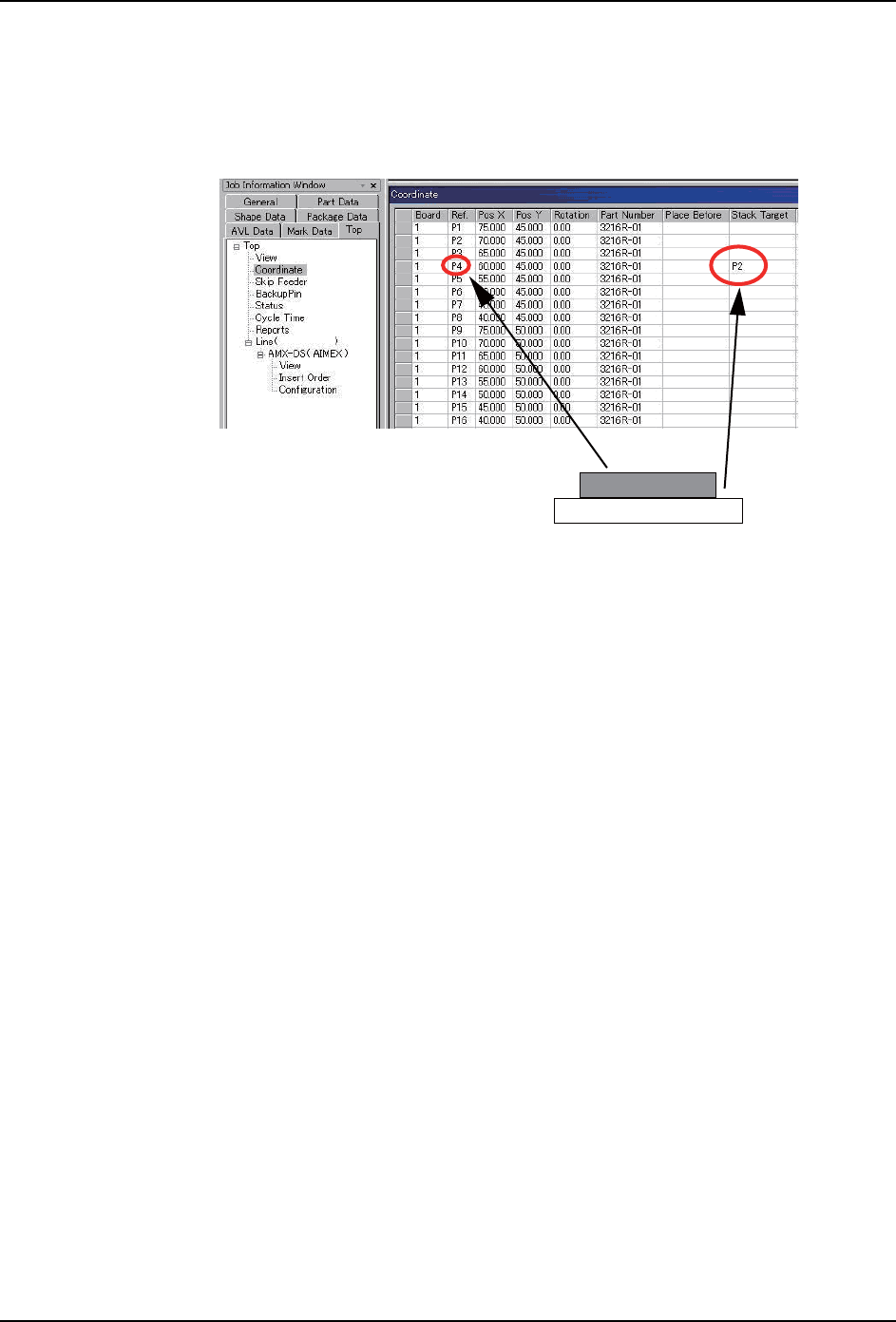
3. 双击 [Coordinate],显示 [ALL] 窗口。
4. 点击 [Coordinate] 窗口下方的 [Placement] 标签页,显示贴装顺序。
5. 设定要贴装在其他元件上面的元件的贴装顺序。
6. 点击 [Stack Target] 的数据单元格,从下拉列表内选择重叠贴装在下侧的元件的
[Ref.]。
7. 对进行重叠贴装的全部元件,重复相同的步骤。
P2
P4
01PRG-0034a
2. Job 编制器 PRG-NXTS-001S0
106 NXT 系列 编程手册
Shape 数据的设定
1. 从 Job 信息栏中选择 [Shape Data] 标签页。
2. 双击元件的外形数据名。显示外形数据设定。
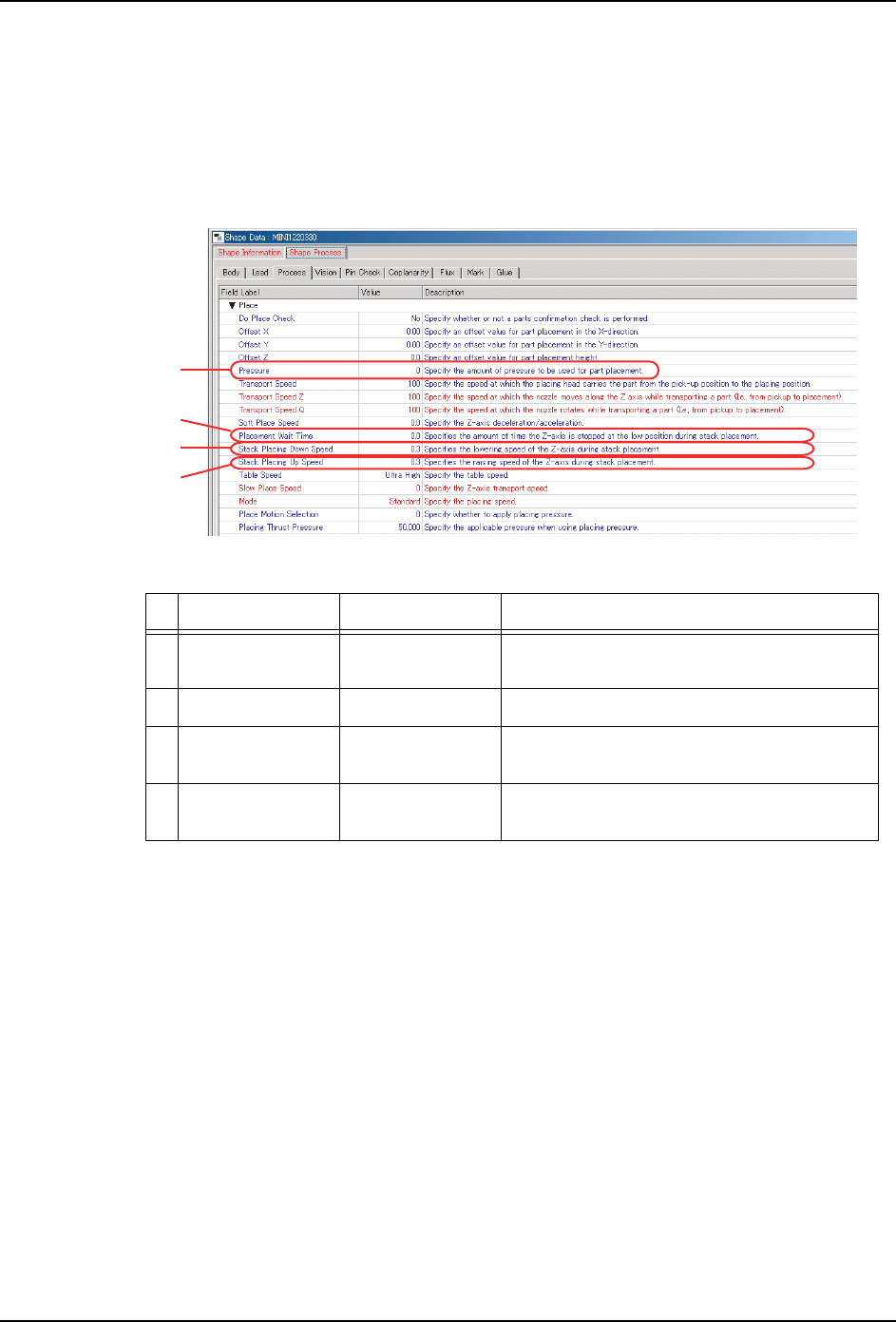
3. 选择 [Shape Process] 标签页,然后选择 [Process] 标签页。
4. 进行以下的设定。
*1:在吸嘴下降端,贴装时发生冲击负荷。在 [Stack Placing Down Speed] 中如果设定了
大于 [0.3] 的数值,超出 [Pressure] 设定值的压力就有可能被施加到元件上。
*2:虽然 Fuji Flexa 上的输入范围是 0 ~ 5000,但是,如果小于 180 时,以 180 (gf) 进
行贴装,大于 1000 时,以 1000 (gf) 进行贴装。
H01/H02 工作头的最低负荷是 180 (gf),最大负荷是 1000 (gf)。
项目名 设定范围 范围
1 Stack Placing
Down Speed (*1)
0.1 - 10.0 (%) 指定吸嘴 (Z 轴)的下降速度。
2 Pressure (*2) 180 - 1000 (gf) 指定元件的贴装压力。
3 Placement Wait
Time
0.000 - 20.000
(msec)
指定压住元件的停止时间。[0] 时,按照
各工作头的规定时间进行停止。
4 Stack Placing
Up Speed
0.1 - 10.0 (%) 指定吸嘴 (Z 轴)的上升速度。
01PRG-0036E
1
2
3
4