NXT系列 编程手册.pdf - 第53页
2. Job 编制器 PRG-NXTS-001S0 40 NXT 系列 编程手册 后,供料器 DIP 开关的设定就会变 成无效,生产时使用 Job 中所设定的送料间距 和速度。 ·即使删除了 Job, Job 中所设定的设定值仍残留在供料器内。 暂时将供料器从平台 上拆除重新插入后,供料器内的 数值就会被清除,供料器 DIP 开关的设定变成有 效。 ·将 Packag e Data 的 [As sign Feeder Indexing …
PRG-NXTS-001S0 2. Job 编制器
NXT 系列 编程手册 39
2.5.4 料带的送料间距和速度的 Job 指定
通过供料器本体的 DIP 按钮设定送料间距和速度。
可以设定的送料间距请参照下图。
供料器种类和 Job 中能够能够设定的间距
设定方法
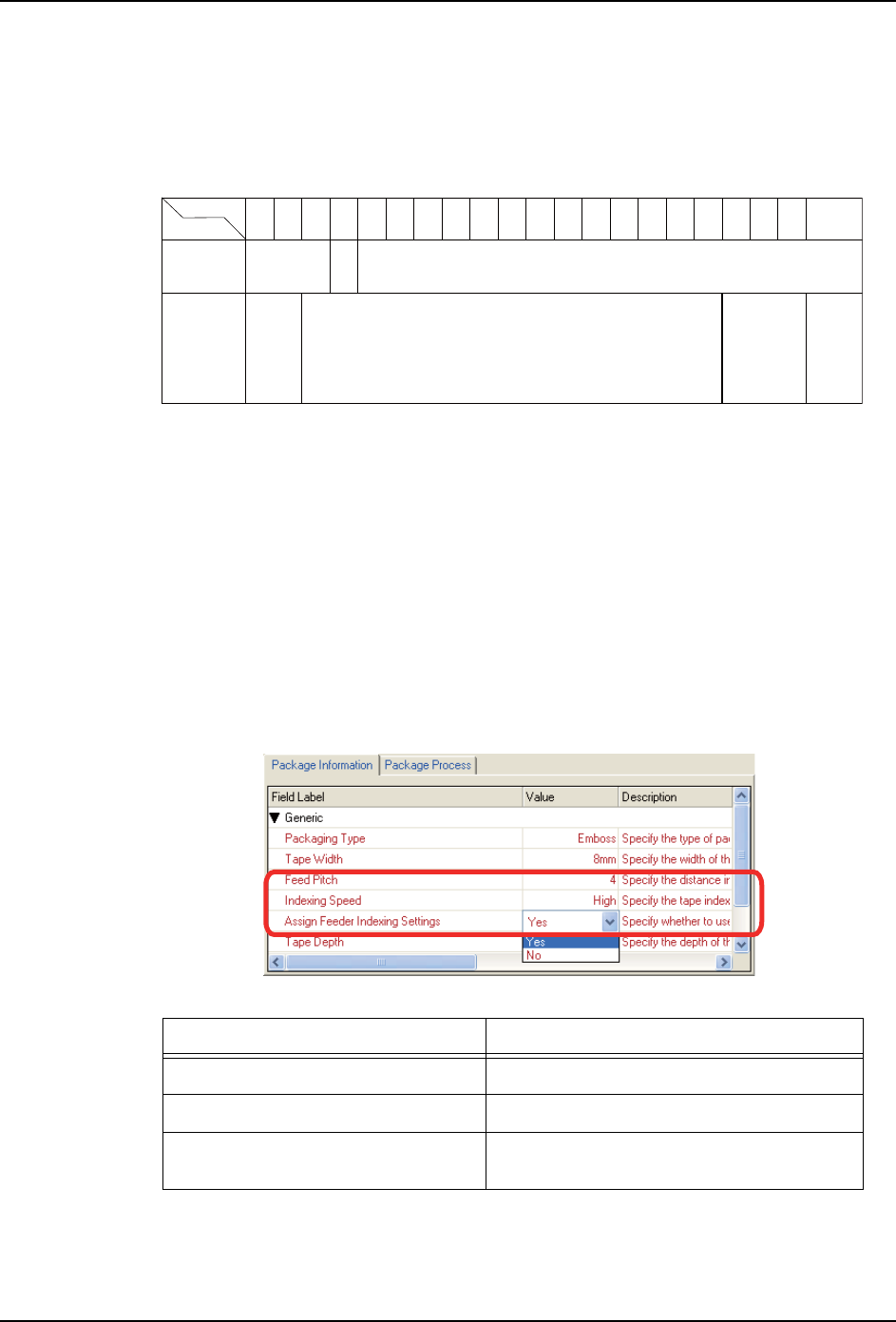
在 Job 的 Package Data 中,请设定 [Feed Pitch]、[Indexing Speed] 和 [Assign Feeder
Indexing Settings] 项目。
1. 在 Fuji Flexa 中打开 Job。
2. 在 Job 编制器中选择 Job 信息栏的 [Package Data] 标签页。
3. 双击对象 Package Data。
4. 选择 [Package Data] 视图的 [Package Information] 标签页。
5. 请设定以下的项目。
注意事项
·传输了 Package Data 的 [Assign Feeder Indexing Settings] 设定为 Yes 的 Job
01PRG-0113Sb
◎:DIP开关或Job中可以设定 ○:只能在Job中设定 ×:无法设定
W12
W16
W24
W32
W44
W56
W72
W88
W104
1
×
W04b
W08b/W08c/
W08/
◎
24
◎
812 60 6864 72
×
16 20 24 28 32 36 40 44 48 52 56
○
73~100
×
○
W08f
供料器种类
间距
[mm]
项目 内容
Feed Pitch 料带的传送间距 (mm)
Indexing Speed 料带的传送速度
Assign Feeder Indexing Settings 设定是否在 Job 中指定料带的传送间距和
速度 (Yes/No)
30PRG-0094

2. Job 编制器 PRG-NXTS-001S0
40 NXT 系列 编程手册
后,供料器 DIP 开关的设定就会变成无效,生产时使用 Job 中所设定的送料间距
和速度。
·即使删除了 Job,Job 中所设定的设定值仍残留在供料器内。暂时将供料器从平台
上拆除重新插入后,供料器内的数值就会被清除,供料器 DIP 开关的设定变成有
效。
·将 Package Data 的 [Assign Feeder Indexing Settings] 设定从 Yes 变更为 No
后,供料器 DIP 开关的设定变成有效。请进行必要的设定。
·使用 AVL 时,设定送料间距 (Feed Pitch) 或者送料速度 (Indexing Speed) 不同
的料带时,优先根据 PD 的指定动作。
·料带拼接时,不能连接送料间距 (Feed Pitch) 或者送料速度 (Indexing Speed)
不同的料带。
·使用 MEdit 时,不能进行送料间距 (Feed Pitch) 的设定。只能够进行送料速度
(Indexing Speed) 和是 否进行 Job 指 定的设 定 (Assign Feeder Indexing
Settings)。
·异名双通道生产时,在不同的 [Assign Feeder Indexing Settings] 设定中不要
使用相同料站注解的元件。
·在自由配置中,如果设定为 Kit Line Configuration - Splicing Warning :ON,
请将是否进行 Job 指定的设定 (Assign Feeder Indexing Settings) 变成 No。
·供料器的固件为未对应时,显示供料器更换向导画面。请更换成对应供料器。
PRG-NXTS-001S0 2. Job 编制器
NXT 系列 编程手册 41
2.5.5 使用吸取确认后供料器送料功能
能够设定为,进行各吸嘴头的元件有无确认,如果存在吸取失误,停止该料槽的吸取动作。
请按照以下的步骤进行设定。
必要的器材
必要的软件
·NXT 应用程序 V6.00 或更高版本
·Fuji Flexa V6.1.0 或更高版本
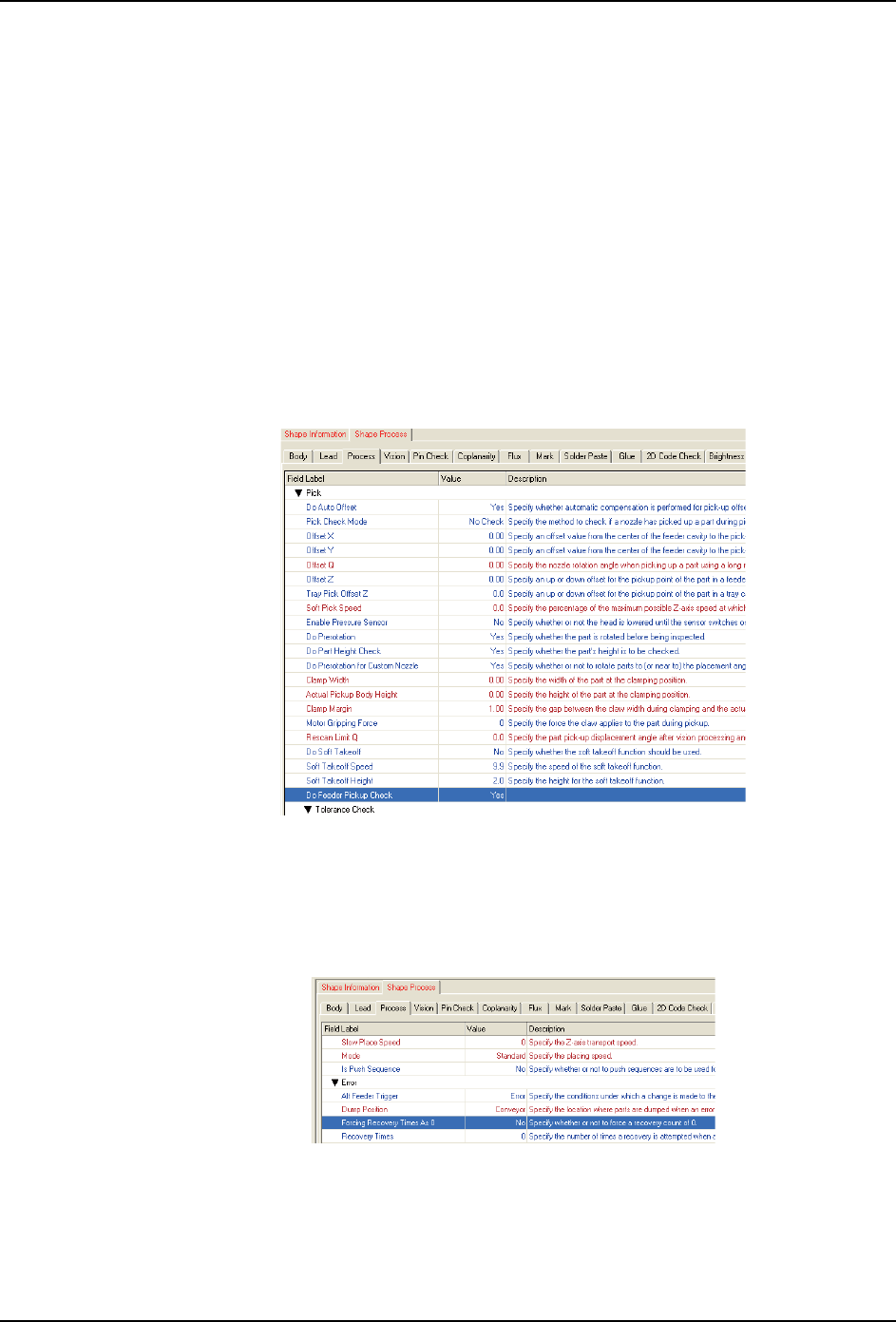
设定 Shape Data
1. 请选择 ShapeData 的 [Shape Process] -[ Process ]-[ Pick ],将 [Do Feeder Pickup
Check] 设定为 [Yes]。
2. 进行吸取失误时停止吸取的设定。请选择 [Shape Process] - [Process] - [Error],将
[Forcing Recovery Times As 0] 设定为 [Yes]。
备注 )此设定为 「No」时,如果 「Recovery Times」被设定为 0 以外,则是该次数,如果设
定为 0,由于进行机器功能设定中设定的次数补件,因此被进行了该次数的供料器送
料。
01PRG-0213E
01PRG-0214E