NXT系列 编程手册.pdf - 第135页
2. Job 编制器 PRG-NXTS-001S0 122 NXT 系列 编程手册 4. 显示 [Optimize] 对话框。优化过 程的状态将显示在该对话框 中。如果发生错误,请单 击 [Error Details] 查看错误信息。优化结束后请单击 [Close]。 备注 )结束 Job 的 Opuchimaizu,可以传送到机器。 2.7.2 Multi Machine Optimizer 生产线以多数机器组成时, 使 用 Mult…
PRG-NXTS-001S0 2. Job 编制器
NXT 系列 编程手册 121
2.7 优化
在 Opuchimaizu 进行贴装顺序、供料器配置、吸嘴配置的 Opuchimaizu。
实施 Line Balance 以后,一定要进行 Opuchimaizu。
2.7.1 Job 编制器内的优化
以下说明仅对 1 个 Job 进行优化时的操作步骤。
备注 )Job 内的 Opuchimaizu 以机器为单位执行,不考虑复数机器之间的 Cycle Balance。
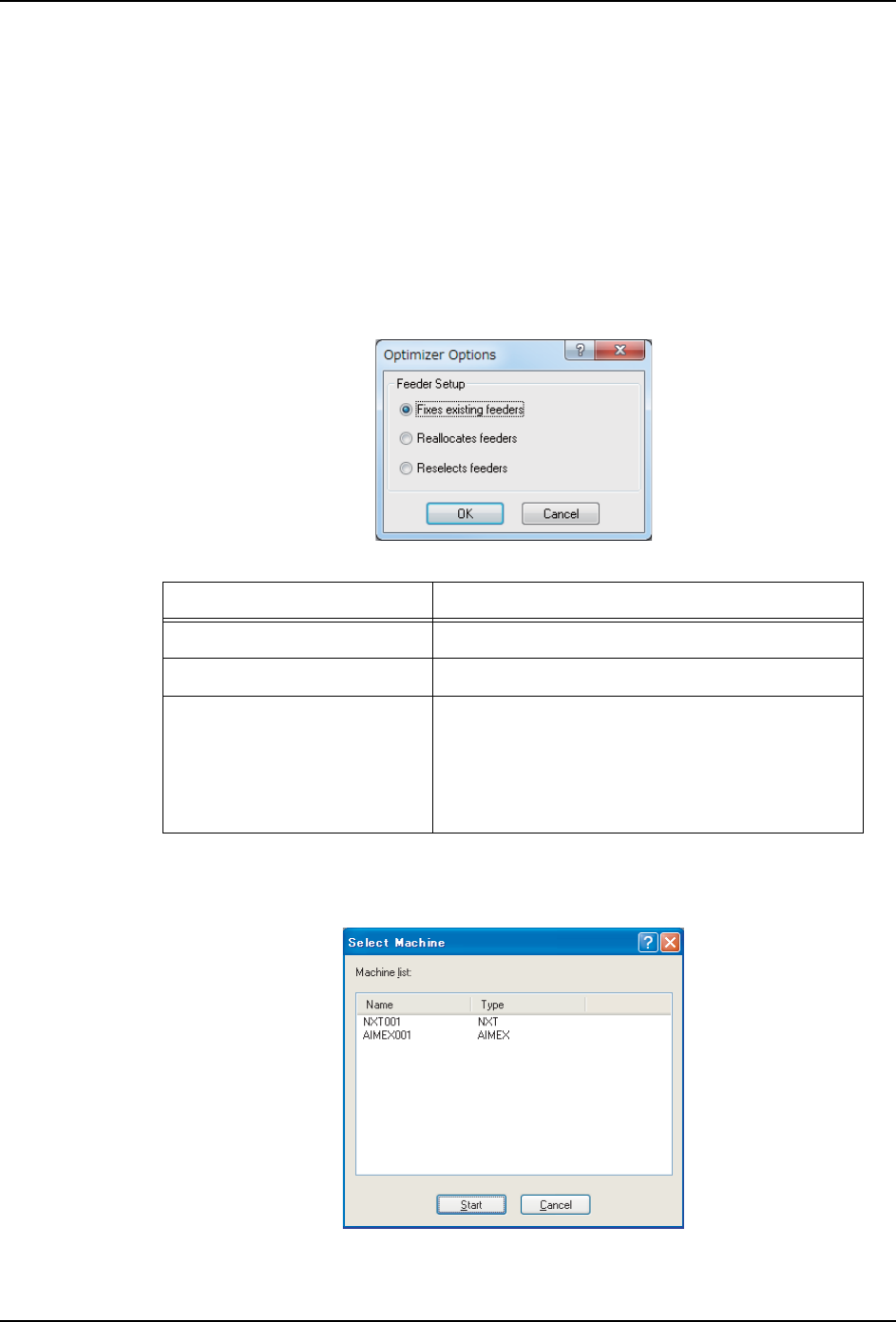
1. 从 Job 编制器内的 [Tools] 菜单中选择 [Optimize],显示 [Optimize Options] 对话
框。
2. 供料器配置 Opuchimaizu 进,请点击 [Reallocate feeders]Check Box。点击 [OK] 显示
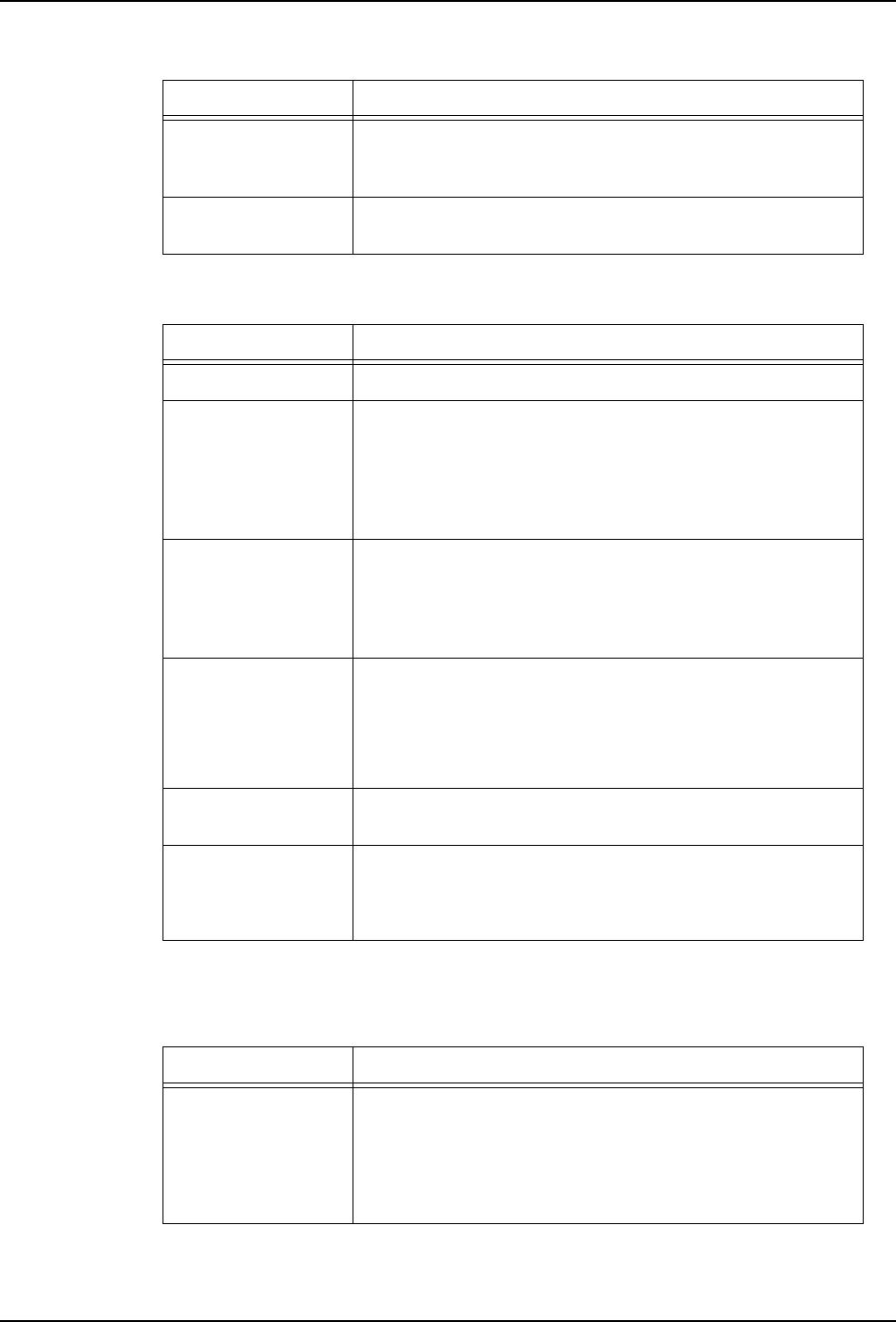
[Select Machine] 对话框。
3. 选择需要优化的机器,然后单击 [Start]。
設定値 说明
[ 固定现有供料器 ] 不变更目前有供料器配置时选择。
[ 重新配置供料器 ] 优化供料器配置是选择。
[ 重新选择供料器 ] 不变更目前的供料器配置,而是只重新设定供料
器类型时选择。
备注 )选择此选项进行优化时,会重新设定
Machine Configuration-Feeder Setup
的 [Feeder Name]。
30PRG-0030Ea
30PRG-0031E

2. Job 编制器 PRG-NXTS-001S0
122 NXT 系列 编程手册
4. 显示 [Optimize] 对话框。优化过程的状态将显示在该对话框中。如果发生错误,请单
击 [Error Details] 查看错误信息。优化结束后请单击 [Close]。
备注 )结束 Job 的 Opuchimaizu,可以传送到机器。
2.7.2 Multi Machine Optimizer
生产线以多数机器组成时,使用 Multi Machine Optimizer 可以执行考虑机器之间的 Cycle
Time Balance 的优化。
使用 Multi Machine Optimizer 时的重要事项
使用此 Software 时,需要结束下面全部的设定。
·Line 的设定
·各机器构成的设定
·定位点及贴装坐标的指定
操作步骤
1. 请选择 Fuji Flexa 导向器的画面左侧图标栏的 [Multi Job Line Balancer] 按钮。
2. 单击 [Multi Machine Optimizer]。启动向导。
3. 反复执行优化时,选择 [Repeatedly performing optimization]Check Box 点击
[Next]。
备注 )需要稍等快的 Cycle Time 时,请选择 [Repeatedly performing optimization]。操作
人员取消之前一直在执行优化。
4. 步骤 1,请单击 [Job] 组合框中的 按钮 。显示能够优化的 Job 的列表。
5. 选择 Job 位置时,双击执行优化的 Job。
备注 )如果其他应用程序已经打开了 Job,则该 Job 将不能被打开。
6. 请选择执行优化的 Panel 面 (Top 面 /Bottom 面)。
01PRG-0144E
Wizard steps
PRG-NXTS-001S0 2. Job 编制器
NXT 系列 编程手册 123
7. 选择其他要使用的选项,然后单击 [Next]。
8. STEP2,在 [Conveyor Settings] 组合框中进行搬运轨道的设定。
9. 如果执行双模组生产,请在 [Paired Module Production] 组合框中进行所需的设定。
备注 )只是 NXT-2 和 NXT-3 对应了双模组生产。
设定值 说明
Optimizes the
entire NXT line
选择会在全 Line 执行优化。没有选择 Options,只优化
[Line Configuration] 列表中选择的机器。(未选择机器
时,自动选择第一台机器。)
Support XPF 如果 NXT 生产线中存在 XPF 机器,请选择该选项。通过选
择该选项,在优化 NXT 机器的过程中就将考虑 XPF 机器。
设定值 说明
Conveyor Mode 设定电路板搬运方法。
Board Flow 设定电路板的流向。
该设定成与机器上的电路板搬运方向。
此处设定的搬运方向如果与机器不一致,在传输 Job 时就
会发生错误。
Lane 2 reference
rail setting
设定轨道 2 的基准轨道是否可以移动。
设定为 [Fixed] 固定基准 Rail 的位置。
固定时需要设定 [Interval between lane 1 and 2 (mm)]。
Interval between
lane 1 and 2 (mm)
此项目只在 [Lane 2 reference rail setting] 被设定为
“Fixed” 时才有效。
根据 Backup Plate Type 设定。详细内容请参照「2.5.11 进
行 Dual Lane 生产(仅对应 Dauble Conveyor 的机器)」。
Target Conveyor 该设置指定将要优化 Job 的目标通道。如果设置为 “Lane
1”,则优化 Job 的前提是电路板已经装载到通道 1 中。
Optimize for dual
lane production
with same job
names
以同名 Job 进行 Dual Lane 生产时选择。
选择此 Option,输出 Dual Lane 生产的 Cycle Time。
设定值 说明
Optimize For
Single Module
Production
设定是否对X为250~305 mm的电路板进行M3单模组生
产。
该设置不影响该范围外的电路板。
选择该选项生产范围内的电路板时,进行 M3 单模组生产。